
钛合金焊接接头残余应力超声波检测技术研究*
2022-06-23 02:45丁稳稳刘继雄张永强王小翔高晓龙
焊管 2022年6期
0 前 言
TC4 钛合金具有轻质高强、 耐腐蚀性能好等优良特性, 被广泛应用于船舶、 航空航天、石油化工等诸多领域
。 随着工业技术的不断发展, 钛合金焊接结构应用日益增加, 但焊接的局部快速加热冷却特性, 极易在构件中产生较高的残余应力
。 在服役过程中高的残余应力会显著降低钛合金构件的强度及整体稳定性, 造成重大经济损失甚至伤亡性事故
。 因此准确测量钛合金焊接构件的残余应力, 对其服役安全至关重要。
2015年原农业部制定了《到2020年化肥、农药使用量零增长行动方案》,2016年国务院颁布《土壤污染防治行动计划》对今后我国土壤污染防治工作作出了全面部署。2018年8月31日,十三届全国人大常委会第五次会议全票通过了《中华人民共和国土壤污染防治法》。这些政令、计划的实施吹响了土壤修护的集结号。
目前残余应力检测方法根据其对构件破坏程度差异可分为破坏性的机械法(小孔法、 裂纹柔度法等) 和无损的物理法(超声波法、 X 射线法、磁测法等)。 其中机械法是通过去除被测构件部分区域材料, 释放被去除区域应力, 测量因应力释放导致构件产生的应变, 计算出残余应力的大小。物理法是采用X 射线、 超声波等信号, 检测由于外加应力导致的晶格畸变及传播声速的变化, 从而计算残余应力值。 相比机械残余应力测试方法,物理法不会对构件产生任何损伤, 在精密、 贵重、大型设备制造及服役过程中的应力检测中具有独特优势, 成为目前残余应力测试研究的热点
。超声波法具有穿透性强、 操作简单、 无辐射等优点, 克服了X 射线测量深度浅、 操作复杂等问题,已被广泛应用于机车车轮、 石油管道等领域
。针对钢等磁性材料, 超声楔块主要采用磁铁进行固定吸附, 而钛合金无磁特性使得超声楔块与待测表面无法用磁铁固定, 导致检测结果漂不稳定, 检测难度较高。
例题贵在精而不是贵在多,数学是需要思考的,数学教育的目的也不是培养熟练的工种[18],因此有理数例题的配备除了注重学生运算能力,也要注重学生对有理数概念的理解与掌握,不能只注重是什么,更要知道为什么.RJ版教科书有理数的例题全部出现在有理数加减乘除运算的小节中,在1.2.1有理数小节中没有出现例题,这一定程度上体现出RJ版教科书重运算而轻概念.相反,CM教科书在每小节的KEY CONCEPT(核心概念)模块后都列举一或两道例题来帮助学生理解所给概念.
本研究针对钛合金无磁特性引发的超声残余应力测试结果不准确的问题, 设计了超声楔块贴合辅助装置, 并对其实用性进行了验证,以期提升钛合金残余应力超声波检测结果的稳定性。
1 超声波残余应力检测原理
图5 为未使用超声楔块贴合辅助装置时TC4钛合金试板超声LCR 波形采集图。 波形采集时的参数分别为: 超声换能器频率5 MHz、 激励电压300 V、 阻抗匹配值200 Ω、 滤波频率2.5 MHz。

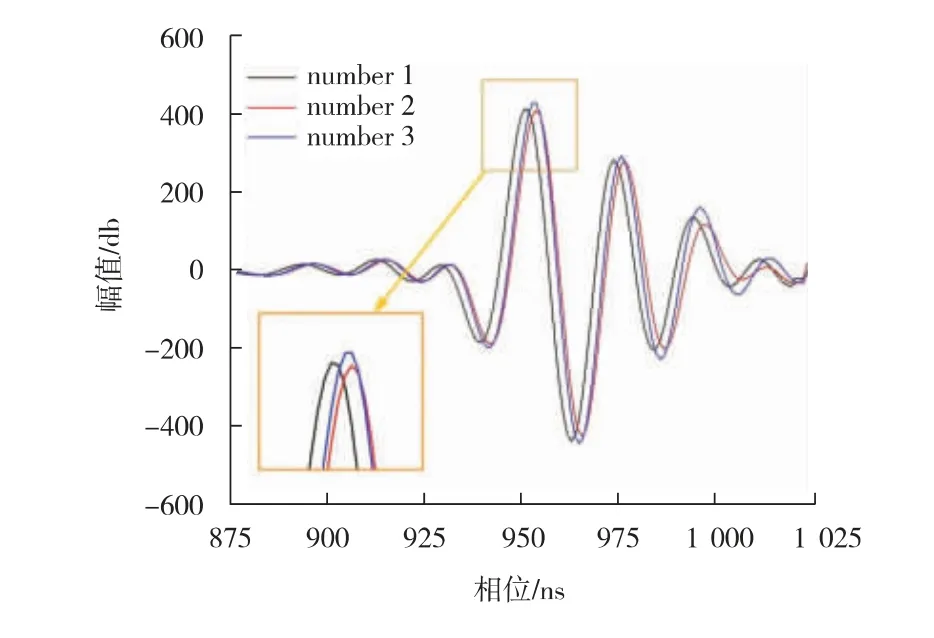
在耦合剂厚度保持1.5 mm 时, 在同一位置对LCR 波形图进行了多次采集, 其波形图如图8 所示。 当耦合剂厚度保持一致时, 在同一点采集的三组LCR 波形数据几乎重合, 表明超声楔块贴合辅助装置可以有效改善超声楔块与被测表面之间的贴合状态, 使超声波传播距离L 固定, 提高了超声波形采集稳定性。

根据声弹性原理, 超声折射纵波在应力方向上进行传导时, 其声速会受到传导区域内应力的影响而发生变化, 变化之后的声速
为
被测材料的应力系数在超声波残余应力测量过程中至关重要, 标定试样制作完成后需按照热处理标准对其进行去应力退火, 在应力水平较低时进行超声基准波形采集, 去应力退火参数根据GJB 3763A—2004 《钛及钛合金热处理》 选用600 ℃、 3 h、 空冷。 标定试验采用WDW3100 型万能试验机施加外部载荷, 其载荷精度可达0.001 N, 控制方式为载荷控制, 载荷达到预定值后保载10 s 进行标定。 为保证超声楔块与标定试样表面的稳定贴合, 采用橡皮筋辅助固定。图9 是根据GB/T 32073—2012 设计的拉伸标定试样尺寸图, 伸长段宽度取26 mm, 以确保超声楔块实现纵向贴合。
式 (2) 中参数k 和v
为常量, 测量超声波波速变化即可计算出应力值。 但精确测量临界折射纵波声速的微小变化难以实现, 实际应力测量时通常将超声波在固定传播距离L 的内传播时间变化来反应声速的变化。 将其代入式(2) 中,可推导出

焊接材料选用100 mm×100 mm×4 mm 的退火态TC4 钛合金薄板, 采用对焊形式进行激光焊接。 焊接试验使用nLIGHT-alta-TM 光纤激光器, 其最大功率6 000 W, 波长1 080 nm, 光纤直径200 μm, 焦距300 mm, 整个焊接过程采用氩气进行保护。 本次焊接所用激光功率4 000 W,焊接速度1 200 mm/min, 离焦量0 mm。 激光焊接试验装置如图3 所示。
在霞浦进行拍摄,要考虑到潮汐带来的景色变化,随着潮水的褪去,滩涂才会显露出来,此时是拍摄的最佳时机。沙江是此行拍摄滩涂最为壮观的地点之一,本来期待拍摄落日的我们,虽然没有如期而遇地等到太阳,没有晚霞的绚丽色彩,索性使用黑白模式。这里众多插在滩涂上的竹竿形成的优美线条,错落有致地排列在“S”形的港湾水道两边,依然构成了一幅完美的滩涂风景。每当海带收获季节,来来往往的船只,在竿影间繁忙穿梭,水墨韵律更加美妙突出。
钛合金的无磁特性导致超声楔块与被测材料表面的贴合状态稳定性大幅降低, 耦合剂厚度的轻微变化将导致固定传播距离L 发生变化, 降低超声波残余应力测量结果的准确性。
2 试验设计
2.1 试验材料与方法
从超声临界折射纵波残余应力测量公式简易推导过程来看, 超声波固定传播距离L 对应力检测结果影响极大。 若传播距离L 发生改变,应力检测结果随之变化, 不仅难以反映超声临界折射纵波的声速变化, 还会直接影响检测结果的精度。
残余应力测量之前, 采用80
、 280
、 600
、1000
、 1500
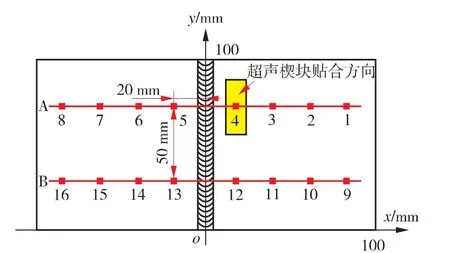
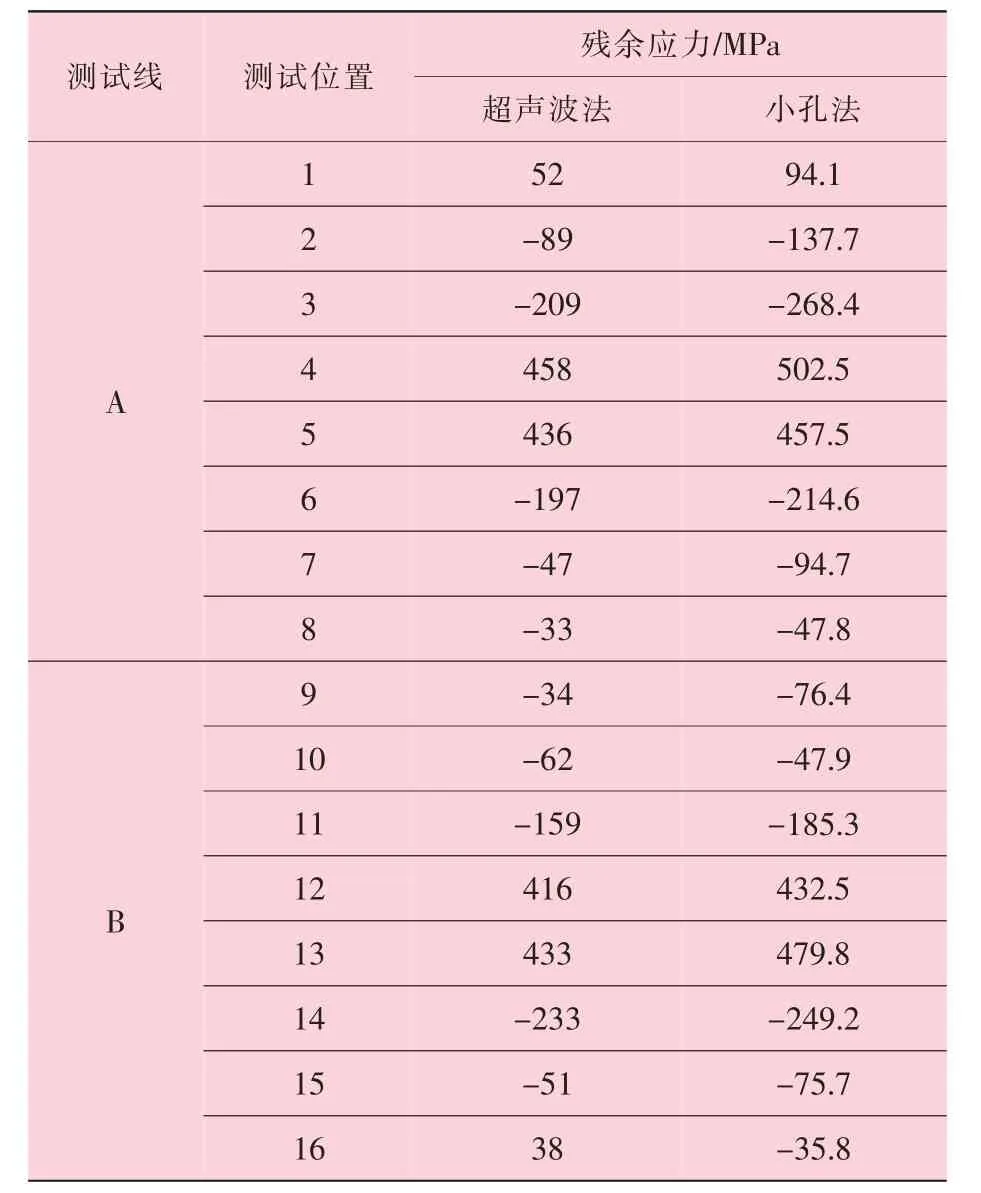
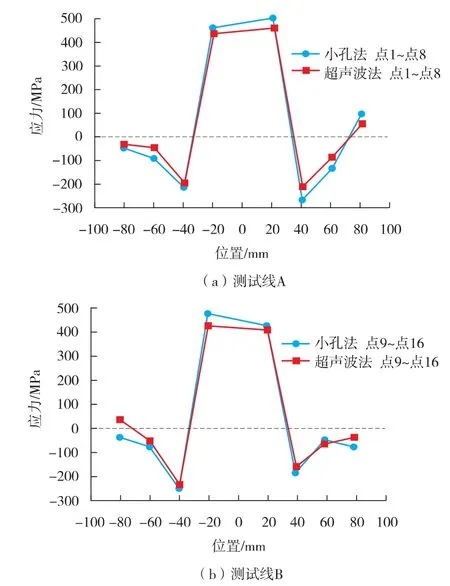
砂纸对焊接接头表面进行打磨, 加工出平整光滑的待测面以满足应力测试要求。 小孔法残余应力测试参照GB/T 31310—2014 《金属材料 残余应力测定 钻孔应变法》 进行, 应变片型号为BE120-2CA-K-Q30, 电阻值120.3 Ω±0.3 Ω, 灵敏系数2.23%±1%。 应变仪型号为澄科-CT2110, 其最大量程±2 000 με, 分辨率0.5 με,系统示值误差0.3%±0.5 με。 应变释放系数根据GB/T 31310—2014 进行计算, 钻孔直径与深度均为2 mm。 超声法测试流程按照GB/T 32073—2015 《无损检测 残余应力超声临界折射纵波检测方法》 进行。 超声波法与小孔法测量点布置如图4 所示, 在焊接试板上排布A、 B 两条测试线, 测试线间隔50 mm, 各测量点之间等间距20 mm , 共计16 个测量点。 规定垂直于焊缝方向为x 轴、 平行于焊缝方向为y 轴。

怒江州政府从2003年开始大量招商引资,推进中小水电开发。国家发改委评审通过了《怒江中下游水电规划报告》,计划了在怒江修建“两库十三级”电站的开发方案,但上述规划方案遭到了环保组织的反对。在随后的十一五、十二五国家能源发展规划中,怒江水电开发的计划一直位列其中。通过民间环保力量的不懈努力,经过十多年保护与开发的探讨,在2016年12月的能源发展十三五规划中,怒江水电开发终于出列。
2.2 超声楔块贴合辅助装置设计
超声波残余应力检测系统原理及实物如图1所示。 图1 (a) 所示为超声波残余应力检测原理图, 通过计算机控制超声波发射板卡激发超声波换能器, 将超声波导入被测材料, 超声波接收板卡对超声回波信号进行采集并将数据传输到计算机做分析计算, 结合声时差与应力之间的对应关系即可计算出被测材料内部残余应力的大小
。 根据超声波应力检测系统原理图自主搭建的超声波残余应力检测平台如图1 (b) 所示, 其最大激励电压400 V,采样频率100 MHz, 最大增益100 db, 并设有收发分离、 收发一体两种检测模式。
从图5 可以看出, 即使在同一点进行超声LCR 波的多次采集, 波形数据之间重合度依然较低, 存在较大的相位差异。 这可能是由于超声楔块贴合时耦合剂厚度不一致引起超声波传播距离L 发生变化所导致。 在超声波残余应力检测过程中, 需在被测表面涂抹耦合剂以减少超声能量损失。 钛合金的无磁特性需人为将超声楔块固定在试样表面。 人为因素的引入使得残余应力测试过程中超声楔块与测试面的耦合剂厚度不能保持稳定, 造成超声残余应力测试结果的不稳定性加大。 当人为施加力过大时, 超声楔块与被测表面之间的耦合剂被排出、 厚度减小, 反之耦合剂厚度增大, 从而出现同一点多次采集的LCR 波形相位偏移现象。
图6 为贴合辅助装置示意图。 该装置采用一定刚度的亚克力玻璃制作, 尺寸如图6 (a) 所示。 在超声波残余应力测量过程中, 将超声楔块与辅助装置进行组装, 如图6 (b) 所示。 辅助装置的沉头结构可确保超声楔块与辅助装置结合稳固, 将耦合剂填充至贴合辅助装置底部, 用力按压超声楔块, 多余的耦合剂从辅助装置底部的沟槽流出, 使得超声楔块与待测面的耦合剂填充厚度始终为H。

为了进一步明确耦合剂厚度对超声LCR 波形的影响, 在耦合剂填充厚度H 分别为0.5 mm、1 mm、 1.5 mm 时对TC4 钛合金试板同一位置进行超声LCR 波形采集, 结果如图7 所示。当耦合剂厚度从0.5 mm 增至1.5 mm 时, 超声LCR波形相位整体右移, 耦合剂厚度每增加0.5 mm,超声LCR 波形相位滞后约50 ns, 这将使超声波残余应力检测结果减小, 甚至改变应力检测结果的拉压性质。 为了保证超声残余应力测试的精度,在测量过程中耦合剂厚度应该保持一致。
康宁大中华区总裁兼总经理李放表示:“改革开放40周年,中国取得了巨大成就。 如今,中国不仅是世界的主要经济体,更是创新的发源地和试验场。在中国,我们一以贯之地利用自身在材料科学领域的专业知识,不断引领行业变革,改善人类生活。”
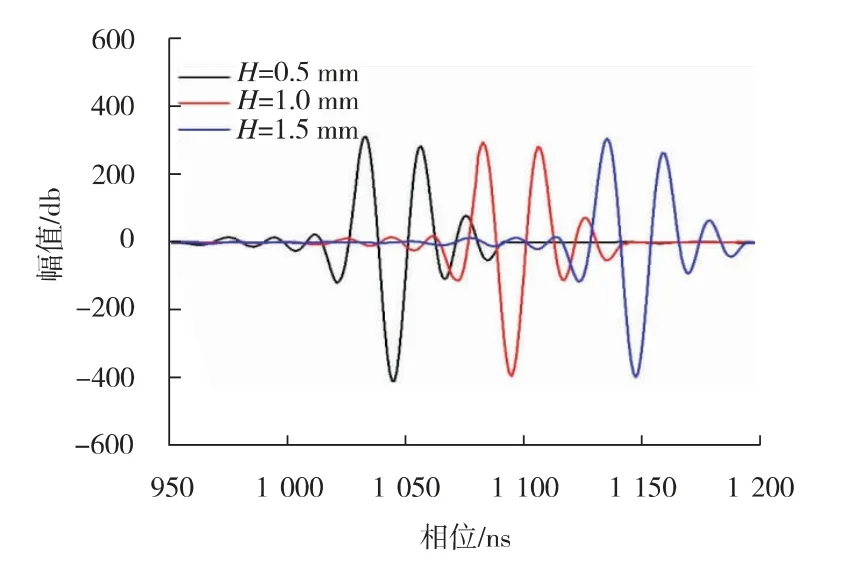
图2 所示为超声临界折射纵波 (LCR 波)产生示意图。 根据Snell 定律, 当超声波以一定入射角进入被测材料时, 会使折射纵波的折射角达到90°, 此时产生的折射纵波被称为临界折射纵波。 因超声LCR 波对于材料内部的残余应力变化表现出较好的敏感性, 所以现阶段的超声波法大多采用LCR 波进行残余应力测量
。
3 结果及分析
3.1 应力系数标定
外在因素数是影响职前教师数学认知的外部环境因素,其中,影响最大的是其专业学习中的课堂教学环境.众所周知,中国数学教育注重学生“双基”的发展.然而,在数学教师的职前教育中,由于人才培养大多偏重“学术性”,教师普遍关注数学知识的系统性、逻辑性和结构性,忽视知识的发生、发展过程,由此导致知识本位的数学课堂教学产生.在这样的教学环境影响下,不少职前教师在设计数据分析的教学方案时,过于注重对问题的讲解和解题训练.知识因此被僵化,失去活性.

依据公式 (5) 设置标定数据, 见表1。 从表1 中可以看出, 随着附加应力的逐渐增加, 接收到的超声信号相较于基准波形的相位差逐渐增大, 声时差近似呈线性增长。
A——横截面积, mm
。
对声时差数据点进行线性拟合如图10 所示。从图10 可看出, 残余应力与声时差之间存在良好的线性关系。 经过标定得到TC4 钛合金应力系数K=19.923 5 MPa/ns, 应力常量b=-0.888 127 MPa。
3.2 残余应力测量结果与分析
4 结 论
(1) 超声波法残余应力测量过程中, 耦合剂厚度对超声LCR 波形相位影响较大, 耦合剂厚度每增加0.5 mm, 超声LCR 波形相位滞后约50 ns,这将导致超声波应力检测结果出现压应力减小及拉应力增大现象。
(4)在初始参数均为电缆加热功率150W/m2;室外温度-8℃;相对误差0.001时,随着地板的导热系数的增大,室内升温越快,但影响并不大。
(2) 超声楔块贴合辅助装置使耦合剂填充厚度保持一致, 实现超声波传播距离L 的固定,提高了超声波形采集稳定性及残余应力测试结果稳定性。
(3) 经标定, TC4 应力系数K=19.923 5 MPa/ns,应力常量b= -0.888 127 MPa。
(4) 采用贴合辅助装置后的超声波法和小孔法获得的TC4 钛合金焊接试板残余应力分布特征基本一致, 表明超声楔块贴合辅助装置设计合理、 实用性强。
[1] 李倩. 表面处理对TC4 钛合金激光焊接的影响[J]. 精密成形工程,2021,13(6):151-155.
[2] 徐春广,马朋志,肖定国,等. 航空发动机叶片机械手无损检测技术[J]. 航空制造技术,2019,62(14):42-48.
[3] 王林青,周永涛,王军军,等. TC4 钛合金在模拟海水中腐蚀-磨损交互行为研究[J]. 摩擦学学报,2019,39(2):206-212.
[4] 陈素明,张颖云,张天宇,等. 焊接顺序对钛合金H 型单桁条结构残余应力分布的影响[J].热加工工艺,2020,49(13):142-146,150.
[5] 余陈,张宇鹏,房卫萍,等. 焊后热处理对100 mm TC4钛合金电子束焊接头残余应力的影响[J]. 材料热处理学报,2018,39(7):151-155.
[6] 徐春广,李培禄. 无应力制造技术[J]. 机械工程学报,2020,56(8):113-132.
[7] GUO J,FU H Y,PAN B,et al. Recent progress of residual stress measurement methods:A review[J].Chinese Journal of Aeronautics,2021,34(2):54-78.
[8] 刘海波,刘天然,李亚鹏,等. 金属材料表面残余应力超声测量方法[J]. 机械工程学报,2021,57 (12):118-125.
[9] 徐丽霞,李伟煜,刘战捷,等. 航天器铝合金结构残余应力超声波检测方法研究[J]. 失效分析与预防,2019,14(1):43-48.
[10] ROSSINI N S,DASSISTI M,BENYOUNIS K Y,et al.Methods of measuring residual stresses in components[J]. Materials & Design,2012(35):572-588.
[11] 杨雨龙,吴运新,龚海,等.2219 铝合金残余应力非线性超声表面波检测实验研究[J].热加工工艺,2020,49(16):45-49.
[12] 宋文涛,王汝海,刘军. 机车车轮与车轴残余应力的超声检测[J]. 国防交通工程与技术,2021,19(4):37-41.
[13] 路浩,朱政,邢立伟. 高钢级管道残余应力超声波法检测及小孔法验证[J]. 油气储运,2021,40(5):533-538.
[14] XU C G,SONG W T,PAN Q X,et al. Nondestructive testing residual stress using ultrasonic critical refracted longitudinal wave[J]. Physics Procedia,2015(70):594-598.
[15] 曹海龙,王军强,牛关梅,等. 超声波残余应力测试技术在工程实际中的应用[J]. 热加工工艺,2020(16):24-27.
[16] 李玉坤,于文广,李玉星,等. 超声临界折射纵波测量应力的温度影响[J]. 中国石油大学学报(自然科学版),2021,45(2):134-140.
[17] BRAY D E,TANG W. Subsurface stress evaluation in steel plates and bars using the LCR Ultrasonic Wave[J]. Nuclear Engineering and the Design,2001,207(2):231-240.
[18] 王茹,万刚,汪丽丽,等. 钢对接焊缝残余应力分布的临界折射纵波检测[J]. 无损检测,2016,38(3):66-70.
猜你喜欢
航空学报(2022年7期)2022-09-05
汽车零部件(2022年7期)2022-08-03
中国应急管理科学(2022年2期)2022-05-23
农业工程学报(2022年4期)2022-04-24
汽车与驾驶维修(维修版)(2020年2期)2020-01-07
有色金属材料与工程(2019年2期)2019-07-25
智富时代(2019年3期)2019-04-30
智富时代(2019年3期)2019-04-30
有色金属材料与工程(2018年4期)2018-11-25
计算机辅助工程(2018年3期)2018-09-17
