深孔镗削加工振动稳定性及防振技术研究
2022-07-04 00:15姚连宏牛振义康帅帅
科学与财富 2022年5期
姚连宏 牛振义 康帅帅
摘 要:随着我国工业经济的迅猛发展,深孔镗削技术在车床加工中得到广泛应用,但同时也面临着振动稳定性方面的问题。基于此,本文对影响镗削过程稳定性的主要因素进行了详细分析,并提出了几条切实可行的减振、防振措施,以期为他人提供借鉴。
关键词:深孔镗削;振动;稳定性;防振技术
镗削深孔(L/D>5)在车床加工中所产生的振动,往往会降低加工进度,加快刀具磨损速度。当前,深孔镗削加工振动分为强迫振动、自激振动这两种形式。前者是在周期性激振力的作用下而产生的,只需明确振源,设法排除即可;而后者则是在振动过程中自行产生的,消除难度较大。为此,自激振动机理、稳定性分析及振动消除方法就成为了业内人士及相关研究工作者重点探索的问题,而文本主要就此类振动的稳定性与防振措施展开深入探讨。
一、影响镗削过程稳定性的主要因素
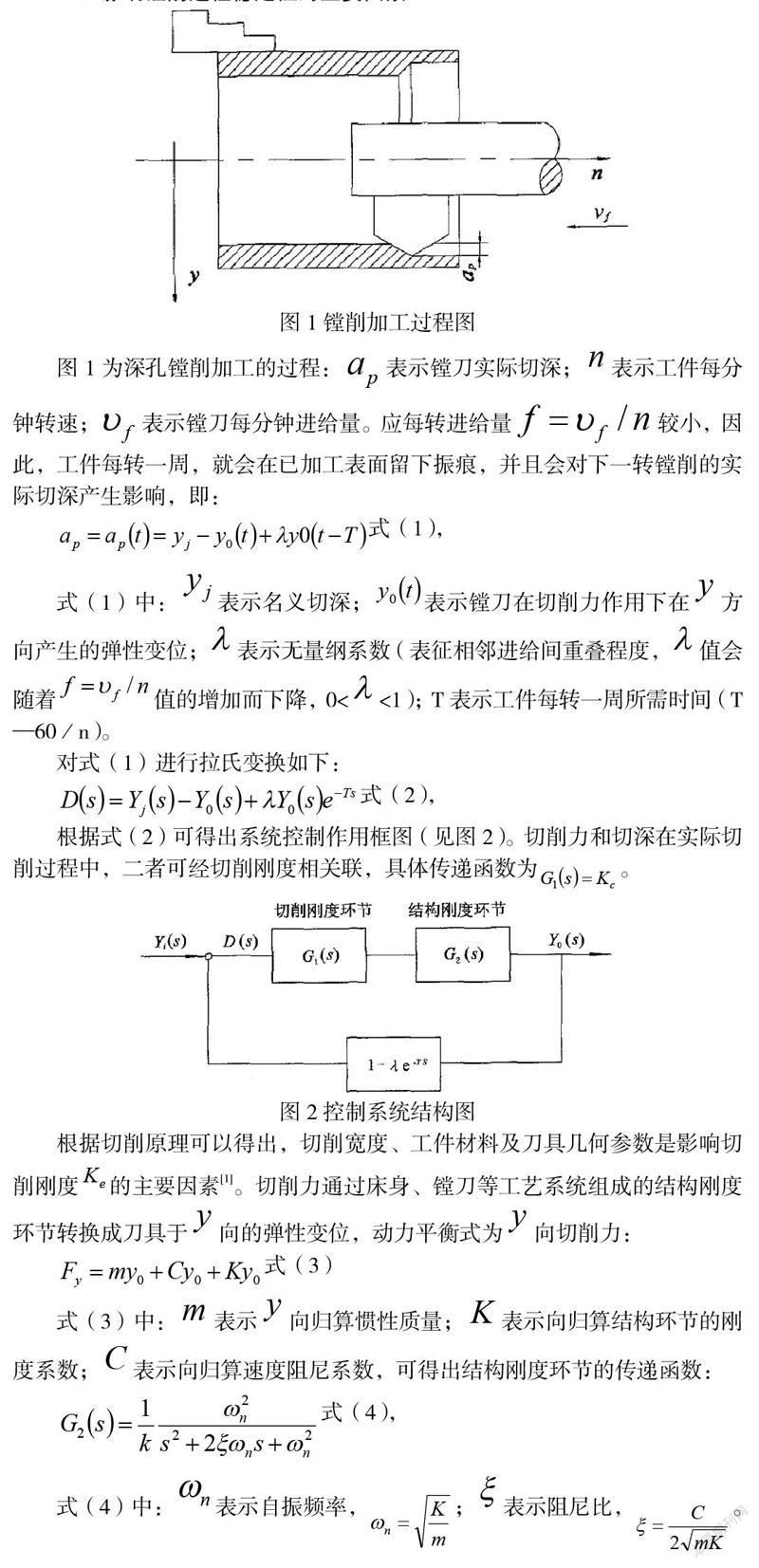
图1为深孔镗削加工的过程:表示镗刀实际切深;表示工件每分钟转速;表示镗刀每分钟进给量。应每转进给量较小,因此,工件每转一周,就会在已加工表面留下振痕,并且会对下一转镗削的实际切深产生影响,即:
式(1)中:表示名义切深;表示镗刀在切削力作用下在方向产生的弹性变位;表示无量纲系数(表征相邻进给间重叠程度,值会随着值的增加而下降,0<<1);T表示工件每转一周所需时间(T—60/n)。
对式(1)进行拉氏变换如下:
根据式(2)可得出系统控制作用框图(见图2)。切削力和切深在实际切削过程中,二者可经切削刚度相关联,具体传递函数为。
根据切削原理可以得出,切削宽度、工件材料及刀具几何参数是影响切削刚度的主要因素[1]。切削力通过床身、镗刀等工艺系统组成的结构刚度环节转换成刀具于向的弹性变位,动力平衡式为向切削力:
式(3)中:表示向归算惯性质量;表示向归算结构环节的刚度系数;表示向归算速度阻尼系数,可得出结构刚度环节的传递函数:
通过上述分析可知,镗杆伸出长度、镗杆直径、镗刀及刀杆的切削力作用方向与弹性模量是影响结构刚度的主要因素。
二、深孔镗削加工的减振、防振措施
(一)降低切削刚度K
根据切削原理可知,增大前角、增加切削厚度、减小刀尖圆弧半径与切削深度均可让深孔镗削过程趋于稳定。增大主偏角可降低吃刀抗力,明显削弱振动作用;减小后角,则可显著降低振幅,特别是可以明显消除振棱作用;但需注意的是,后角不可过小,避免后刀面与工件应过度摩擦而产生振动[2]。同时,薄层切削中,切削液可大大增强深孔镗削的抗振效果。
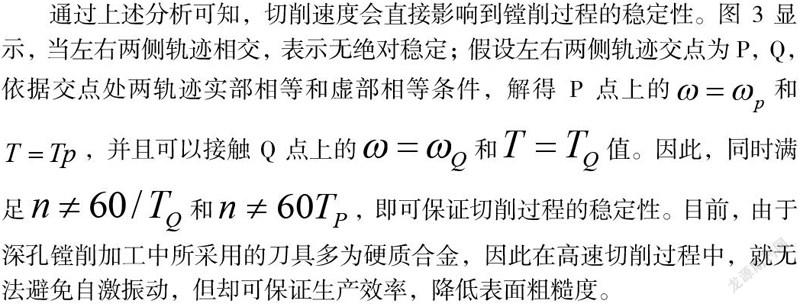
通过上述分析可知,切削速度会直接影响到镗削过程的稳定性。图3显示,当左右两侧轨迹相交,表示无绝对稳定;假设左右两侧轨迹交点为P,Q,依据交点处两轨迹实部相等和虚部相等条件,解得P点上的和,并且可以接触Q点上的和值。因此,同时满足和,即可保证切削过程的稳定性。目前,由于深孔镗削加工中所采用的刀具多为硬质合金,因此在高速切削过程中,就无法避免自激振动,但却可保证生产效率,降低表面粗糙度。
(二)提高工艺系统结构环节刚性系数K
1控制镗杆外伸长度
有实验表明,深孔镗削的振动强度会随着镗刀杆外伸长度的增加而增加,且镗刀杆的横向振动频率与扭转振动频率会随着镗刀杆外伸长度的延长而降低,二者频率差值越大,振动强度就会越小[3]。因此,提升镗刀杆的緊固刚度,可以加大两频率的差值,进而有效削弱振动强度。
2合理调试刀头安装角范围
悬伸镗刀杆综合刚性最大值出现在切削力垂直刀架水平支撑面的情况下。为此,应将刀头连同镗杆相对于该支撑面安置成一定角度,即刀头安装角。长期实践表明,将刀头安装角调整到一定范围内,可减少振动,并且能够适当延长刀杆悬伸的长度。
(三)保证工艺系统的合理性
缩小工艺系统各结合面之间的间隙[4],合理调整车床主轴前轴承与导轨镶条之间的缝隙,夹紧工件,可明显减少刀头从镗刀杆的外伸量,增加刀杆截面尺寸,进而大大提升刀杆刚性,缩小非必要的外伸量,缩小振动区域,减小振幅。
(四)使用抗振镗刀
选择抗振镗刀有利于工艺系统刚性的大幅度提升,这是因为镗刀可以刀尖处在镗杆的轴线上,切削力分布较为合理,有利于减少振动。
结束语
综上所述,深孔镗削加工过程中的振动具有一定的规律性,但也具有突发性与偶然性,因此属于一种综合性较强,且又十分复杂的问题。当该问题发生后,要先查找振源,借助数学模型对频域与时域进行分析,明确绝对稳定所需的边界条件,并结合综合工艺系统的整体情况,合理选择加工参数,应用加工结构,以此来有效控制与消除振动。但需注意,不同机床、工件与加工环境,参数值的选择也存在较大差异,需工作人员结合实际情况,合理设置各种参数值,防止深孔镗削加工中出现振动。
参考文献
[1]张翔宇,隋翯,张德远,等.超声振动改善深孔镗削加工质量[J].机械工程学报,2017,53(19):143-148.
[2]徐玉高,程寓,倪玉晋.一种用于CFRP深孔镗削的阻尼导向头的研究[J].组合机床与自动化加工技术,2016(6):121-123,127.
[3]孟凡冲,关世玺,王治鑑,等.细长孔阻尼抑制深孔镗削颤振的研究[J].工具技术,2018,52(4):68-72.
[4]田春雷,袁艳,石奇,等.支撑架深孔的断续切削加工工艺研究[J].制造技术与机床,2021(5):80-82.
猜你喜欢
科学大众(2023年17期)2023-10-26
数学物理学报(2021年5期)2021-11-19
石油沥青(2021年4期)2021-10-14
疯狂英语·新读写(2020年3期)2020-06-06
数学物理学报(2018年1期)2018-03-26
中国公路(2017年18期)2018-01-23
数学物理学报(2017年6期)2018-01-22
厦门理工学院学报(2016年1期)2016-12-01
计算物理(2014年2期)2014-03-11
郑州大学学报(理学版)(2014年3期)2014-03-01