管路焊接夹具的结构优化设计
2022-07-04 05:15刘新发梁传宇
科学与财富 2022年7期
刘新发 梁传宇
摘 要:本文对管路焊接夹具的类型、结构特点及原理进行分析和总结,论述了管路焊接夹具设计方案的确定、夹紧结构的选择、制造优化以及对焊接热变形采取有效控制措施的方法。有效的解决了管路产品焊接变形的技术问题,提高了焊接的精度和稳定性。
关键词:管路 ; 焊接夹具 ;夹具设计 ; 曲面造型
1 管路焊接夹具的特点及设计类型
管路焊接夹具主要作用是通过夹具的定位功能实现对管路类零件上需要焊接部分的准确对接,经过校形、检测,点焊固定完成零件的加工。零件在夹具中安装包括定位和夹紧两个过程。零件的定位就是使每一个零件依次放入夹具都能占据一个正确的空间位置。①总结管路焊接夹具主要有如下共同特点:夹具不承受很大的外力,主要承受焊接应力、夹紧力和焊件自身重力,个别时候承受装配工具的打击力,每个焊件都要有自身独立的定位、夹紧机构,经焊接后几个零件连成一个整体,在装配焊接的零件比较多,而且零件的形状又比较相近,为保证操作者能快速准确的装配零件,不发生装配错误,在焊接夹具中要有防错装置;管路焊接夹具的功能上,除了要保證焊接零件的形状位置精度要求外,还应给操作者提供良好的工作条件,要有足够的焊接空间和较好的焊接接近性和可见性。②
管路焊接夹具可分为以下几种功能部件:定位功能部件、夹紧功能部件、夹具体、特种功能部件等。定位功能部件顾名思义就是起定位作用。其功能是将需要焊接的每一个零件在夹具中都能安放到正确的空间位置;夹紧功能部件是将零件牢固地夹紧在已经占有的正确空间位置上,并保证零件在焊接过程中与定位功能部件之间不能产生相对运动,不能脱离正确的空间位置;夹具体是焊接夹具的基础部件,不但是定位功能部件设计、加工、安装、测量、调试的基准,而且所有的功能部件和机构都要安装在上面;功能部件起到辅助作用,主要有防装错功能部件、限位功能部件、保护功能部件、转动及分度限位功能部件。这些部件对提高焊接质量、提高生产效率、减轻操作者劳动强度等起到重要的作用。
2 管路焊接夹具设计优化
2.1 传统管路焊接夹具
传统管路焊接夹具设计比较简单、粗放。设计夹具底座时,粗略量取管路样件尺寸,底座尺寸比样件最外围尺寸均大60mm左右就以了。样板材料是2-3mm厚的板材,根据管路外形画出管路样件走向示意图,定位件高度、角度均没有准确数据,只对外形有粗略的尺寸要求。所有部件材料均采用低碳钢,加工时以管路样件为准,将底座、样板、定位件及压板组件采用焊接的方式连接固定在一起。
传统的管路焊接夹具优点在于结构简单紧凑、制造方便成本低。而这种夹具的缺点在于必须要有产品样件,部件间采用焊接的方式连接,不可避免的会产生焊接热变形,所以样板的定位精度、轮廓度、对称度等都不好,往往需要依照实际零件进行反复调试才能达到使用标准。不便于后续检测。
2.2 依据传统结构设计的三维管路焊接夹具
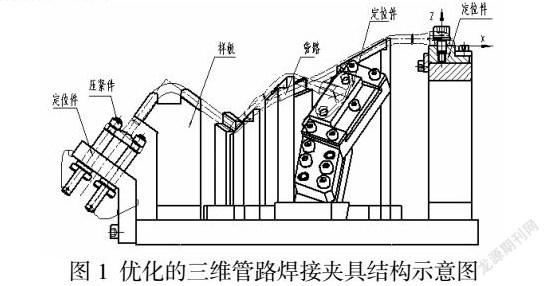
随着管焊接精度要求的不断提高,传统焊接方式的设计方案无法满足要求,需要采用新的设计理念。通过引入三维设计技术设计的焊接夹具将样板和底座设计为一体结构,采用ZL105材料铸造成形。焊接夹具样板的型面为空间曲面,需要采用数控加工,压紧结构、定位件与底座样板的连接方式也由原始版的焊接方式改为由圆柱销定位螺钉把紧方式,采用这种连接方式更容易控制调整满足定位件、压紧结构的空间位置度要求。夹具整体部件均采用铝料,不仅便于数控加工,而且使得成品工装的重量较轻、搬运方便。
采用三维软件设计的管路焊接夹具在设计、加工方案能够满足一般管路焊接精度的要求,缺点是整体结构较复杂,样板加工过程中易变性,铸件周期长,基准不好等。
2.3 整体结构优化
在与国外公司合作项目中,国外专家在对我厂管路焊接方式、打压方法及管路焊接夹具、管路打压夹具的评审中,对管路焊接夹具与管路打压夹具均提出了新的要求。
(1)要求管路焊接夹具必须要考虑管子在焊接过程中的热变形量,需要灵活定位来抵消热胀冷缩带来的影响。
(2)要求管路在焊接过程中不能通过压紧管路的方式以限制管子产生变形,只能通过管接头固定整个管路。
(3)要求焊接样板不仅要能测量管路的纵向变形,还要能测量管路的横向变形
(4)要求管路的打压试验要在焊接夹具上进行,以便用焊接夹具的样板来测量管路在打压过程中的变形量。
根据这些新的要求重新查阅资料,借鉴国内外先进设计理念,通过多次试验,摸索出管路焊接过程中更好的定位方式及有效控制焊接变形的方法,完善了焊接夹具设计。
2.3.1 定位功能部件设计
焊接夹具的定位功能部件一般是要将需要焊接的每一个零件在夹具中都能安放到正确的空间位置。但管路焊接夹具比较特殊,管路是通过与其连接的管接头搭接固定,所以此类工装只需要固定各处定位接头。通过定位面与零件定位接头表面支承与贴合,定位销与定位接头表面两端定位孔的公差配合关系,实现对管路整体在正确空间位置的约束,达到零件在夹具中占有正确空间位置。焊接后零件整体结构尺寸较大、形状复杂,所以焊接夹具应满足零件可以单独放入,焊后整体结构仍然能从夹具中顺利的取出,不得与任何机构干涉。所以定位销子应该设计为可拆卸式。
2.3.2 夹紧功能部件设计
夹紧功能部件的作用是产生夹紧力,将零件牢固地夹紧在已经占据的正确空间位置上,并保证零件在焊接过程中与定位功能部件之间不能产生相对运动,不能脱离正确的空间位置。由于此套管路焊接夹具在焊接过程中不承受很大的外力,主要承受焊接应力和焊件自身重力,所以采用了螺旋夹紧机构。在定位销顶端加工出标准外螺纹,配合标准件螺母压紧零件接头,在定位件上对应接头两端孔的位置加工出标准内螺纹,配合带有引导的螺钉压紧零件接头。
2.3.3 防热变形功能部件设计
管路在焊接过程中,由于焊接加热产生的热量传导给了管路,使其产生了热变形,在管路焊接接口的轴线方向上会有所伸长,当焊接完毕时,管路又会冷却收缩。为了消除这种焊接变形,我们在该管路焊接夹具上设计了对管路具有反变形功能的可滑动结构,有效的克服了由于焊接变形导致焊接结构几何尺寸精度和相对位置精度的超差。
2.3.4 底板与样板设计
管路焊接夹具的所有功能部件都安装在底座上面,所以底板是管路焊接夹具的基础部件。样板沿管子形状走向设计, 90度直角面在两个方向上包围管路,平面距离管子壁的距离设计为0.5mm,与底座采用由圆柱销定位螺钉把紧方式连接。在焊接结束后用塞尺测量管路的空间位置。
2.3.5 夹具的检测
优化后的管路焊接夹具整体结构较复杂,型面样板和定位元件多为通过WAVE功能设计出的三维曲面,无法直观测量,所以选择在底板上保留三个相互垂直度不大于0.01的平面作为基准平面,可视为夹具的空间坐标,同时保证设计和制造基准统一,这样给定的基准面既可以为定位功能部件的加工、安装、调试提供基准同时可以作为有效的测量基准,三坐标通过三处基准面确定坐标系,通过三维数模或坐标点即可完成整套夹具的测量和校检。
3 结论
焊接夹具的设计制造是一门综合性的科学,它需要我们要明确设计任务,分析零件焊接装配图,了解焊接组件的作用、形状、结构特点、技术要求、定位基准、夹紧表面等各方面的资料。实践证明,只有不断总结经验,认真收集设计资料,掌握设计准则,合理拟出夹具的结构方案,正确地安排制造工艺、装配工艺,才能设计出结构合理、定位可靠、经济实用的焊接夹具。优化后的管路焊接夹具的设计及应用,极大提高了管路焊接工序的成功率,方便了后续打压工序的测量工作,其结构简单、操作方便,并且能够降低成本、提高工作效率,保证质量,具有较好的推广应用价值。
参考文献
[1] 王政.焊接工装夹具及变位机械 [M].北京:机械工业出版社,2001.
[2] 朱耀祥,浦林祥.现代夹具设计手册 [M].北京:机械工业出版社,2009.
猜你喜欢
中国特种设备安全(2022年4期)2022-07-08
北京汽车(2020年3期)2020-07-15
民用飞机设计与研究(2020年1期)2020-05-21
山西冶金(2019年2期)2019-05-31
山东工业技术(2016年23期)2016-12-23
中国医学装备(2016年6期)2016-12-01
广东教育·职教版(2016年10期)2016-11-25
中国高新技术企业(2015年21期)2015-07-13
中国高新技术企业(2015年20期)2015-06-01
太空探索(2014年4期)2014-07-19