
车用六角头螺栓断裂原因
2022-07-05 01:12师利芳刘正虎
理化检验(物理分册) 2022年5期
师利芳, 刘正虎,2, 周 林
(1.上海汽车集团股份有限公司 商用车技术中心, 上海 200438; 2.上海理工大学 机械工程学院, 上海 200093)
随着汽车行业的飞速发展,对汽车耐腐蚀性能的要求越来越高,车用紧固件的防腐要求也随之提高。提高车用紧固件耐腐蚀性能的方法主要是表面处理,常见的表面处理方式有热镀锌、电镀锌、镀锌镍、达克罗等。其中热镀锌工艺具有操作简单、费用低等优点,是目前车用紧固件提升耐腐蚀性能的普遍处理工艺。然而,该表面处理工艺操作不当,会容易使原材料暴露在富氢环境中,氢原子向基体中渗透,会导致氢脆断裂失效。
某公司装配牵引鞍座与瓦楞连接用的螺栓型号为Q151B1645TF3,该螺栓由35CrMo钢加工而成,性能等级要求为10.9级,螺纹规格为M16 mm×1.5 mm×45 mm,表面处理工艺为热镀锌。
近期,在螺栓安装扭紧后,零件静止调试过程中,发现多个螺栓断裂。为了分析断裂原因,对该批次螺栓进行了一系列理化检验及分析,并提出了建议。
1 理化检验
1.1 宏观观察
取两个断裂螺栓,分别编号为1#,2#;取3个同批次未使用的完好螺栓,分别编号为3#,4#,5#。试样的宏观形貌如图1所示。1#,2#试样断裂位置见图1a),两者均断裂于螺栓根部的倒角处,其断口宏观形貌分别如图1b),1c)所示,可见断口高低不平,呈杯锥状,断面除新的锈蚀外,其余部位均为新鲜断口,断面颜色为暗灰色,整个断面比较粗糙,断口中心区域起伏较小,周围基本上是由放射棱组成的放射区,局部区域放射棱略呈弧形,起伏较大,面积也较大,最外围为剪切唇。
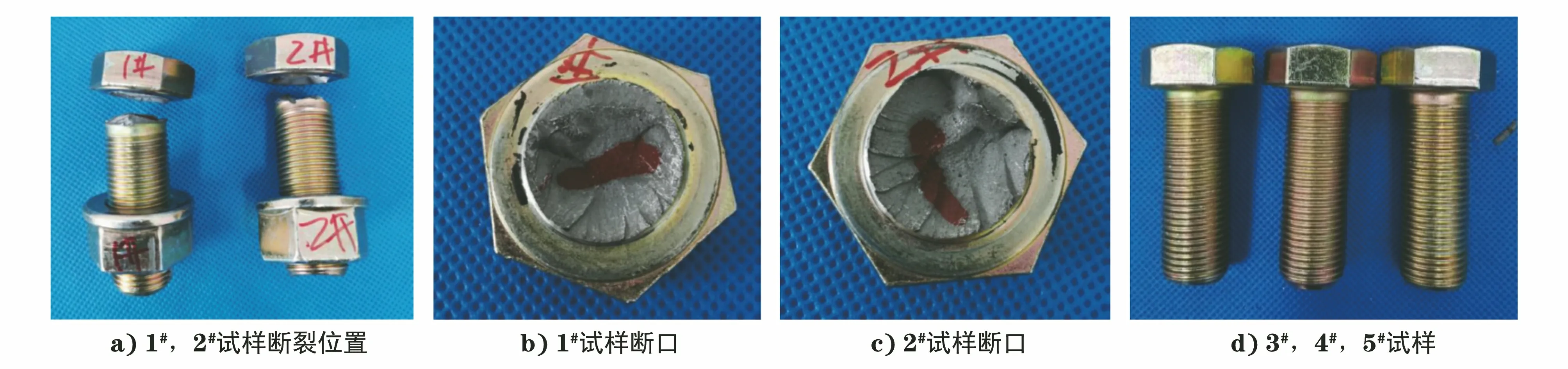
图1 试样宏观形貌
1.2 断口分析
1#试样断口微观形貌如图2所示。由图2a)可以看出断口表面多点起始裂纹。从图2a)中选择A处起裂点进一步放大观察[见图2b)],并取图2b)中B点进行观察[见图2c)];由图2c)可见起裂区域断口形貌为撕裂、沿晶,未见裂纹、夹杂等缺陷。取图2a)中C区(裂纹扩展区)进行观察[见图2d)],可见裂纹扩展区断口形貌为沿晶、撕裂及少量的二次裂纹,在距表面大约1~3 mm内的沿晶面上发现少量撕裂棱、鸡爪纹,以及部分点状腐蚀产物,有氢脆倾向。氢原子具有较小的原子半径,容易在金属原子中扩散。在紧固件加工过程中会引入氢原子,如原材料基体长时间暴露在湿度较大的存储过程、淬火加热或渗碳过程、去氧化皮处理中的酸洗过程以及电镀除油过程和锌层沉积过程等环境中。氢入侵后在零件缺陷处聚集,产生巨大的压力,在零件内部生成微裂纹,再与施加在零件上的静态应力形成合力,合力从氢聚集的裂纹处不断向外扩散,最终引起断裂[1-2]。取图2a)中D区(最后断裂区),放大观察,结果如图2e)所示,可见其断口形貌为韧窝。
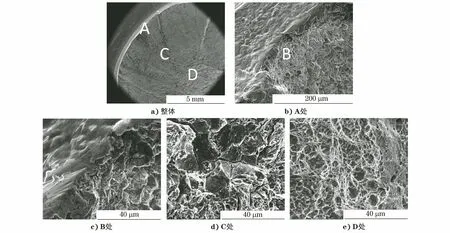
图2 1#试样断口微观形貌
1.3 化学成分分析
对1#,3#,4#,5#试样进行化学成分分析,结果如表1所示。4个试样的化学成分分析结果均满足标准GB/T 3077-2015 《合金结构钢》对35CrMo钢的要求[3-4];且试样中各化学成分分析结果差异较小,因此可排除原材料化学成分差异的影响因素。
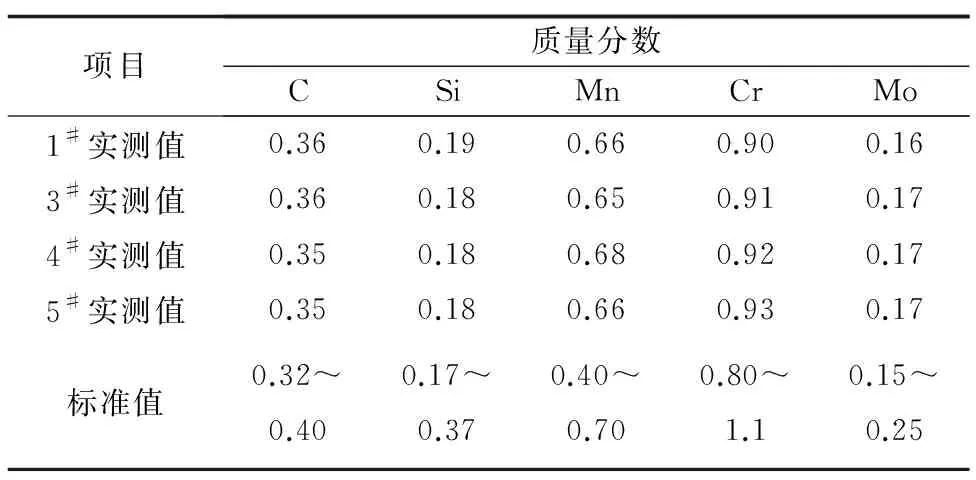
表1 试样化学成分 %
为排查零件中的残氢含量,选取5#试样,分别制备去镀层及未去镀层两组试样进行氢含量分析。去镀层后试样的氢含量(质量分数,下同)约为0.000 008%,未去镀层试样的氢含量约为0.000 011%。由于氢原子较小,极易在后续的高温加工(如加热、轧制、热处理等)过程中逸散,行业认为一般紧固件成品氢含量需控制在0.000 01%以内[5]。而5#试样去镀层后的氢含量小于0.000 01%,未去镀层试样的氢含量大于0.000 01%,表明试样在增加镀层的电镀工艺中,引入了大量的氢。
1.4 金相检验
取1#,3#,4#,5#试样心部材料进行金相检验,其中4#试样的检验结果如图3所示。图3a)显示了零件头部金属流线,金属流线头下圆角部分流线完整且流畅,未发现流线紊乱情况,可排除是由流线紊乱导致的断裂情况;1#,3#,4#,5#试样的全脱碳层深度均为0 mm,螺纹未脱碳层高度分别为0.92,0.92,0.87,0.92 mm,断裂螺栓外螺纹的牙形高度为1.1 mm,因此4个试样的脱碳层均满足标准GB/T 3098.1-2010 《紧固件机械性能 螺栓、螺钉和螺柱》中对10.9级螺栓的要求[6];样品心部金相检验结果表明,4个螺栓的显微组织以回火索氏体为主,但仍有部分板条状马氏体存在,组织并不均匀,这与零件硬度和强度偏高的情况相符。这种情况会使螺栓的氢脆敏感性增强[7]。
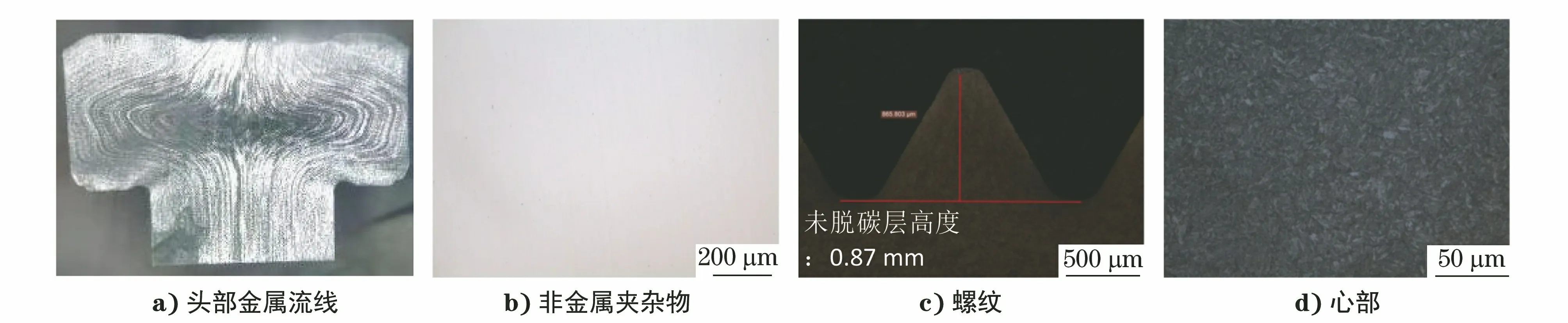
图3 4#试样金相检验结果
1#,3#,4#,5#试样非金属夹杂、脱碳及显微组织检验结果如表2所示。结果表明,1#,3#,4#,5#试样的非金属夹杂、脱碳层[8]深度及显微组织相差不大,且均符合CVTC 51058 《汽车紧固件用线材技术要求》。
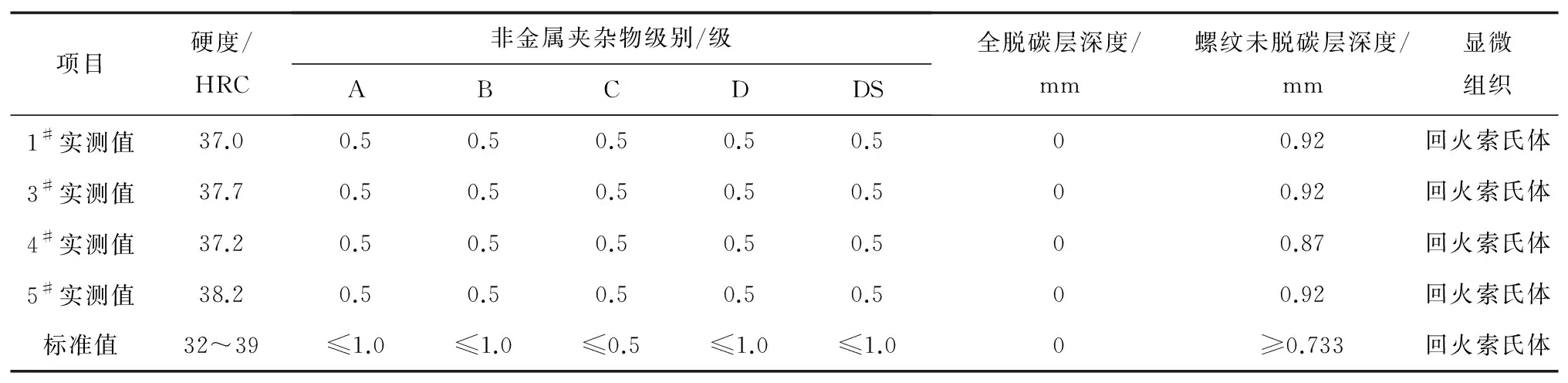
表2 试样金相检验结果
1.5 力学性能测试
1#,3#,4#,5#试样的洛氏硬度测试结果及3#,4#,5#试样的拉伸试验结果见如表3所示。4个试样的硬度差异较小,结合化学成分分析结果,可推测来样确为同批次螺栓。3#,4#,5#试样抗拉强度符合标准GB/T 3098.1-2010对10.9级螺栓的要求,拉伸试验后的试样宏观形貌如图4所示,可以看出试样有明显的颈缩,证明其具有较好的塑性[9]。
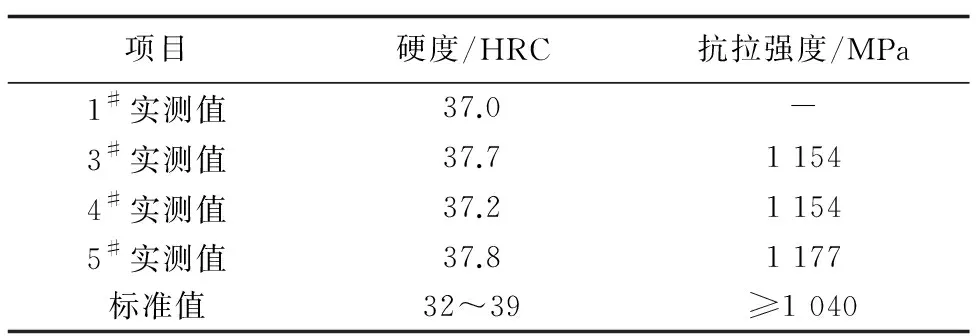
表3 试样力学性能测试结果

图4 3#,4#,5#试样拉伸试验后宏观形貌
2 综合分析
1#,2#试样断口均为多点起裂,微观断口形貌中发现少量撕裂棱、鸡爪纹,以及部分点状腐蚀产物。
1#,3#,4#,5#试样的化学成分、硬度、非金属夹杂及脱碳层检测结果均差异不大,且满足标准要求,表明3#,4#,5#试样与断裂件为同批次试样。试样显微组织以回火索氏体为主,但仍有部分板条状马氏体存在,组织并不均匀,这与零件硬度和强度偏高的情况相符。而这种情况会使螺栓的氢脆敏感性增强。
3#,4#,5#试样的抗拉强度均满足标准要求,拉伸试验后的试样有明显的颈缩,断口形貌为韧窝+二次裂纹,试样均具有良好的韧性。
综合以上分析,推测螺栓断裂发生在热处理过程中,试样显微组织伴有板条状马氏体存在,试样的硬度、强度均存在偏高迹象,使得试样的氢脆敏感性提升;加上电镀工艺过程中引入了大量的氢原子,致使氢在试样内部缺陷处聚集,并产生巨大的压力,产生裂纹;氢产生的压力与施加在螺栓上的静态应力形成合力,促使氢聚集处的裂纹不断向外扩展,最终引起断裂[10]。
3 结论和建议
该螺栓发生断裂的根本原因是在螺栓成型工艺中引入了氢原子,而去氢工艺时长不足,导致去氢不彻底,最终导致螺栓发生氢脆断裂。
建议规范去氢工艺:去氢温度为(200±5) ℃,去氢工艺时长至少满足6 h;增加检查氢脆用预载荷试验抽检工序:对每批次产品随机抽样5~10个,进行预载荷试验。
猜你喜欢
金属热处理(2022年5期)2022-11-17
山东冶金(2022年4期)2022-09-14
机械工业标准化与质量(2022年7期)2022-08-12
汽车工艺与材料(2022年6期)2022-06-20
锻造与冲压(2021年21期)2021-11-12
煤气与热力(2021年9期)2021-11-06
上海建材(2020年3期)2020-09-25
中国金属通报(2020年14期)2020-04-22
装备制造技术(2019年12期)2019-12-25
科学导报(2019年48期)2019-09-25
