连续碳纤维增强聚苯硫醚复合材料回收板的热变形制造球形帽
2022-07-07 14:30楼子豪王克俭孙见卓陈培忠王之楷李思涵樊泽鹏陈雅波
塑料包装 2022年3期
楼子豪 王克俭* 孙见卓 陈培忠 王之楷 李思涵 樊泽鹏 陈雅波
(1.北京化工大学机电工程学院;2.中国商飞北京民用飞机技术研究中心民用飞机结构与复合材料北京市重点实验室)
一、引言
连续碳纤维增强热塑性树脂基复合材料(CFRTPC)综合了塑料和碳纤维的优点,损伤容限大、维修方便、成本低;储存期不受限制、成型工艺周期短;具有优秀的可循环利用特性、理论回收率可达100%,广泛应用于风电行业、航空航天、体育休闲以及汽车领域,如图1。用于结构件的CFRTPC 大多以聚苯硫醚(PPS)等特种工程塑料为树脂基体。CFRTPC 中纤维可为单向排列,可以是纱线、毡或织物。

图1 CFRTPC 组成和应用
连续纤维增强复合材料(CFT,最大纤维保留尺寸>20 mm)因纤维断裂可转变为长纤维(LFT)或短纤维增强热塑性材料(SFT)。LFT和SFT 是不连续的纤维增强复合材料。纤维可以与树脂结合成颗粒,单向预浸料和编织预浸料以及进一步的层压板。复合材料的性能取决于纤维增强体的长度、形式以及树脂基体的结合。
近10 年来,每年的消费量均以25%的速度增长。随使用量的增加,相关的废弃物也随之增多。例如,到2030 年,仅在航空航天工业中就有6000~8000 架飞机达到使用年限,产生的复合材料废物数量惊人。因此,对于CFRTPC 废物的管理和回收迫在眉睫。
CFRTP 生命周期可分为四个阶段(导入期、成长期、饱和期和衰退期),生产中产生边角废料和残缺品、测试或使用后的样品和制件也需要回收处理,如图2。对CFRTPC 废弃物的回收时,首先需要对废弃物的不同来源进行收集和分类,评估废弃物的价值再选择收益最高的方法进行回收,分选出纤维和树脂,或者采用其他形式进行再利用。人们对不同CFRTPC 回收方法进行了探索研究,但在节能、环保和高度资源化利用方面还需要进一步提升。
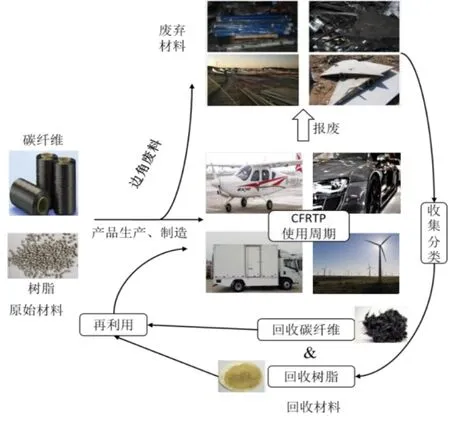
图2 CFRTPC 生命周期示意图
目前,处理CFRTPC 废弃物的方法大致可以分为图3 所示的五种回收方法,分别为燃烧法、机械法、热分解法和反应法及溶解法。
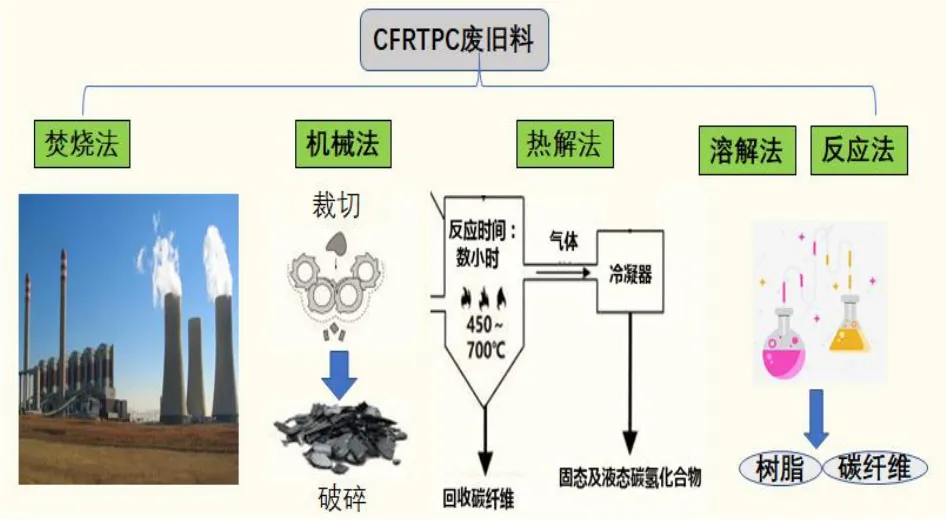
图3 CFRTPC 的主要回收方法
燃烧法和热分解的污染严重和无法回收树脂且热损伤纤维;化学反应法和溶解法能同时对树脂和碳纤维进行回收,但工艺周期长,成本高。机械法则按照制件形状、材质和纤维复合结构进行分类,不分离树脂和纤维,而是通过变形、分层、切割或破碎改变其形状和尺寸,再成形为制品进行利用。高性能CFRTPC 废弃物中碳纤维和树脂均为高价值,被填埋、烧掉或分解均造成巨大的资源浪费。保持其中纤维连续和与树脂的复合结构则最大化保持其性能,能直接热成形利用则是最理想的,则实现了再制造。通过二次热成形可以回收得到与原材料相近的性能,不仅完整的保留了纤维的连续性,同时也让废品以特定形状进行再利用,最符合资源化利用的初衷。为此,本文构建碳纤维(CF)/聚苯硫醚(PPS)复合材料的热变形再成型回收工艺,为工业化提供参考。
二、实验
热变形成型就是对热塑性片材进行预热使树脂软化,再在凹、凸模上快速模压成型为具有一定形状的制品。调控的关键工艺参数有变形温度、压力和保温时间及冷却速度。当复合材料中热塑性树脂在熔点以下而玻璃化温度以上软化时,材料处于热黏弹状态可容易受压变形。温度越高,树脂的变形性越好,选择略低于树脂熔点的温度。适当增大压力可以树脂的变形加快。但压力过高时,压力会使使树脂从模具流出甚至破坏。充分的高温保持时间保证完整变形,但过长时会导致树脂氧化和变脆。
实验测试 PPS 熔点约 283℃,结晶温度224-232℃,所需结晶时间45-150s。这样,热变形成型温度为250℃、270℃或290℃,保压时间120 s,压力5 Mpa,冷却速度10 K/min。
实验工艺见图4:① 在模压前,对凹、凸模均喷涂脱模剂;② 将大小为190 mm×190 mm的CF/PPS 层合板放入模具上,调整模压机使凸模、凹模的上面和下面分别与压机上下模板刚接触,关闭前后保温门,加热到设定的温度并保温1 小时;③ 随后开启模压机的保压压力设置为5 MPa,保压时间为120s,此时进行热变形成型;④ 之后保温门,制件以10 K/min 速度进行降温,冷却至100℃后,取下模具与样品到工作台进行开模,取出制品。⑤ 按照表1 调整成型温度进行不同条件制样,检查样品质量。
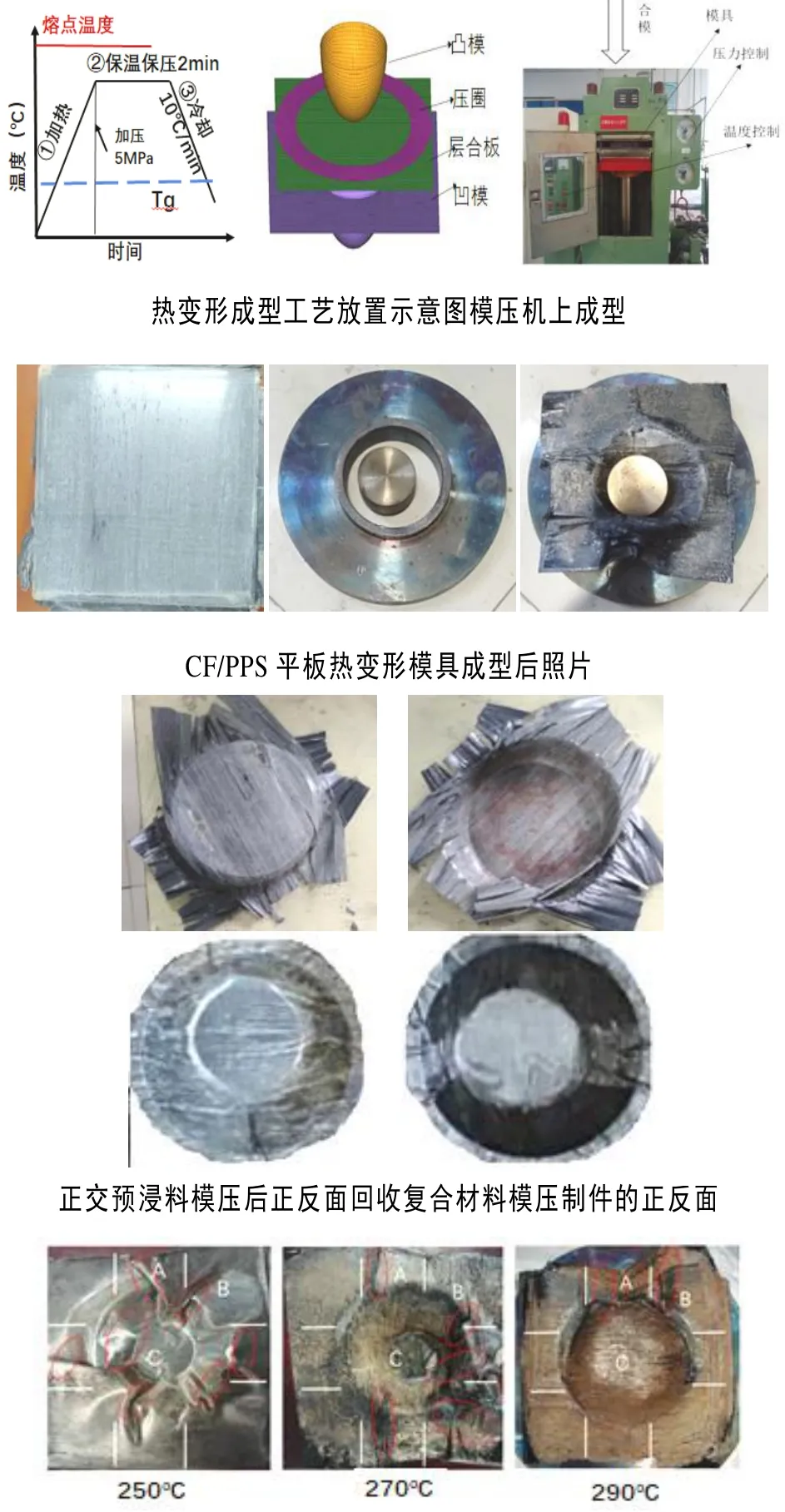
图4 CF/PPS 不同温度下热变形成型示意图和平板、模具及样品照片
复合材料层合板热变形后的样品图如图4 所示。双层正交预浸料可以成型为阳模对应的圆柱腔体,而复合材料板有一定厚度,当阳模减小时则成型为圆弧锥台样,口大底小。板厚继续增大,则只能成型半球冠状制件。
可以分为三部分:在原平板边缘四边的中部区域称为A 区;第二部分就是原平板的四个角区域,称为B 区,最后一部分为中央区域,即半圆球顶曲面区域,称为C 区。在A-B 区间很容易形成褶皱。成型温度低时,在三个区域有褶皱;提高温度则得到改善,并且制品形状越发接近凹模型腔形状。温度高时,树脂被氧化的程度加重,层合板的颜色加深,且表层树脂容易粘贴模具而不平整。
最好的温度是在略低于熔点(10℃)时,树脂和纤维能保持稳定,成型制件表面光滑,缺陷较少。可以仿真热变形过程,如图5 所示。在压弯过渡区,由于板内上下层变形不一致产生分层。
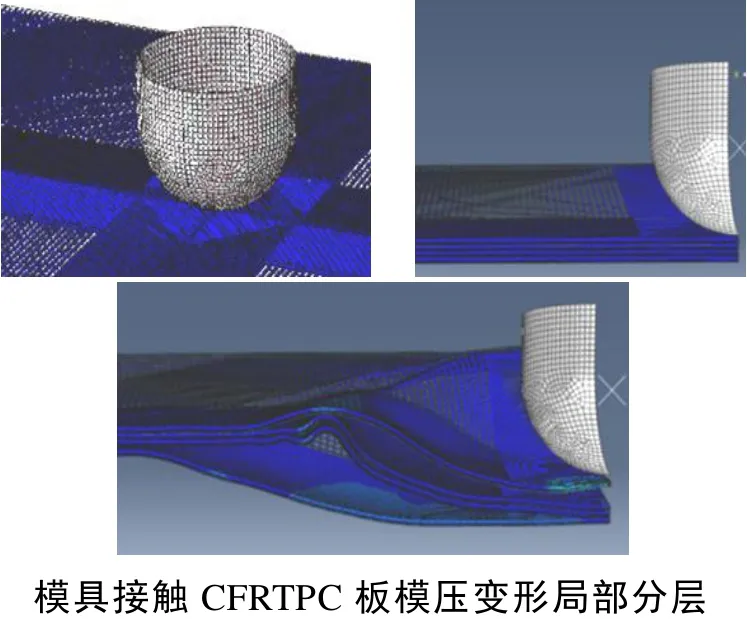
图5 回收CFRTPC 层压板热变形成型过程仿真图
三、小结
对回收平整CFRTPC 可以进行预热-热变形的二次成型,充分利用一次成型时树脂浸渍纤维和密实化也极大缩短了制造流程。资源利用率高,环境影响小,且经济性高,是一种可行的回收再利用工艺。
猜你喜欢
英语文摘(2022年6期)2022-07-23
模具制造(2022年2期)2022-03-25
纺织科学研究(2021年6期)2021-12-02
纺织科学研究(2021年7期)2021-12-02
建材发展导向(2021年14期)2021-08-23
模具制造(2021年6期)2021-08-06
军民两用技术与产品(2021年10期)2021-03-16
世界博览(2020年19期)2020-10-30
模具制造(2019年7期)2019-09-25
农药科学与管理(2019年5期)2019-08-13