一种集装袋扁丝生产线及其生产工艺
2022-07-07 14:30王仁龙整理
塑料包装 2022年3期
王仁龙 整理
一、概述
集装袋是一种柔性运输包装容器,广泛用于食品、粮谷、医药、化工、矿产品等粉状、颗粒、块状物品的运输包装,集装袋的原料常为塑料颗粒,通过将塑料颗粒进行熔融,并制成长条状纤维,通过将纤维进行编织制成集装袋。
原有技术中公开了一种集装袋拉丝设备,包括依次设置的配料桶、高温熔料箱、立式吐液斗、急冷液槽、胀紧装置、切割装置和卷丝装置;配料筒设置有进料口和出料口,高温熔料箱设置在配料筒出料口下方,立式吐液斗设置在急冷液槽上方,高温熔料箱与立式吐液斗通过管路联通,管路上设置有提升泵,立式吐液斗的出液口为一条细缝,急冷液槽内设置有可提高拉丝强度的冷却液。
原有技术中又公开了一种塑料行业用的坯丝三折叠成型装置,它具有上模和下模,上模和下模之间设有导柱,上模上设有长凸模和短凸模,下模上前部设有能嵌入长凸模和短凸模之间的下凸模,后部设有折叠凸模,折叠凸模上带有左导向斜面,右导向斜面和定型槽,下凸模与折叠凸模上的定型槽沿坯丝前进方向对齐。在同一中心轴线上。
针对上述中的相关技术,技术人发现上述生产过程中多采用先成膜后切割成条,然后对膜片条进行折叠,提高强度,产线较长,同时膜片切割和折叠需要分别调节到正对,操作复杂。
为了简化工艺,便于操作,本文介绍了一种集装袋扁丝生产线及其生产工艺。
二、技术方案
一种集装袋扁丝生产线,包括依次设置的搅拌装置,熔融输送装置,挤出装置,冷却池,切割装置,折叠装置,热拉伸装置,热定型装置和收卷装置,所述切割装置包括水平设置的上辊和下辊,所述上辊上下滑动,所述上辊和下辊相对反向转动,所述上辊上固设有多个沿周向分布的环形凸起,所述环形凸起之间形成有间隙,所述环形凸起的截面成方形,所述下辊对应所述间隙的位置固定连接有环形刀片,所述环形刀片嵌入所述间隙内,所述上辊与所述下辊水平设置并垂直于膜片运行方向设置。使用时,将不同颜色的塑料原料颗粒放置到搅拌装置进行搅拌混匀,通过熔融输送装置进行加热熔融并输送到挤出装置进行挤出冷却成膜片,将上辊向上滑动,将冷却的膜片从上辊和下辊之间通过,向下滑动上辊,使环形刀片嵌入间隙内,通过环形刀片和环形凸起的配合能够将膜片切割并折叠成两侧朝上翻折的长条状,操作便捷,同时实现切割和初步折叠的功能,简化了工艺,操作便捷。
所述环形刀片的刀刃朝向所述间隙设置,所述环形刀片的刀刃与上辊接触,所述环形刀片的厚度等于所述间隙的宽度。通过环形刀片正好插入间隙内,使刀刃和上辊接触能够便于将膜片切割沿每个间隙位置切割整齐。
所述冷却池中设有导向辊,所述冷却池上方滑动连接有拉伸张紧辊,所述拉伸张紧辊与所述导向辊同向设置,所述拉伸张紧辊位于所述切割装置和所述冷却池之间。挤出装置挤出的膜片掉入冷却池内,通过冷却池的冷却成型,通过导向辊的导向作用将膜片进行导向拉出,通过切割装置和冷却池之间的拉伸张紧辊在切割之前进行张紧力的调节,便于切割,提高切割效果,减少由于张紧力缺陷产生的残次品。
所述折叠装置包括水平设置的折叠板,所述折叠板对应每个所述环形凸起边缘的位置设有第一导向斜面,所述第一导向斜面由竖直方向向折叠板平面逐渐靠拢,所述折叠板靠近所述第一导向斜面的位置固设有第二导向斜面,所述第二导向斜面由竖直方向向折叠板逐渐靠拢,所述第二导向斜面位于所述第一导向斜面远离所述切割装置一端。通过上下辊之间进行初步折叠后的膜条能够通过折叠板上第一导向斜面的导向将一侧折叠,然后通过第二导向斜面将另一侧折叠,最终折叠呈三层的扁丝。
所述热拉伸装置包括加热烘箱,所述加热烘箱的进料端设有两个相对转动的进料辊,所述进料辊与所述上辊平行设置,所述进料辊内设有空腔,其中一个进料辊上下滑动。折叠完成后的扁丝首先通过两个进料辊之间向加热烘箱进料,调节两个进料辊之间的空隙对扁丝进行压合,在进料辊的空腔内通入加热介质能够对扁丝进行初步加热,使压合效果更好,扁丝的三层贴合更好,提高其强度,同时便于后续加热也能起到进料效果,简化产线。
所述热拉伸装置还包括多个第一拉伸辊,所述第一拉伸辊与所述进料辊同向设置,所述第一拉伸辊位于所述加热烘箱远离所述进料辊的一端,多个所述第一拉伸辊上下交错设置。通过将第一拉伸辊能够对在加热烘箱加热后的扁丝进行拉伸,扁丝交错通过第一拉伸辊,能够实现良好的拉伸效果,从而提高扁丝的拉伸强度。
位于下方的所述第一拉伸辊上下滑动。通过第一拉伸辊上下滑动,能够调节第一拉伸辊对扁丝的拉绳强度,调节到合适的张紧力,得到良好的拉伸效果。
所述热定型装置包括加热定型台,所述加热定型台呈中部向上弯曲的弧形设置。通过加热定型台能够对扁丝进行加热,由于加热定型台中部向上弯曲,扁丝能够完全贴合到加热定型台上,对扁丝加热定型效果好。
所述加热定型台和所述收卷装置之间设有多个第二拉伸辊,所述第二拉伸辊上下滑动,最后一个所述第二拉伸辊内部中空。通过第二拉伸辊能够对热定型加热后的扁丝进行二次拉伸,同时对其进行冷却后再进行收卷,减少扁丝粘连的情况。
一种集装袋扁丝的生产工艺,使用了上述的一种集装袋扁丝生产线,包括以下步骤:S1、将塑料颗粒放进搅拌装置中混合;S2、将混合后的塑料颗粒通过熔融输送装置进行加热熔融,并通过挤出装置挤成膜片;S3、膜片通过冷却池进行冷却,冷却后的膜片通过切割装置进行切割和初步折叠,使其变成两侧向同一方向弯折的长条状膜片,然后经过折叠装置折叠成三层,初步形成三层扁丝;S4、通过热拉伸装置进行加热拉伸,提高扁丝的性能;S5、通过热定型装置定形,最后通过收卷装置收卷呈卷材。通过本工艺对扁丝进行三折叠并热拉伸,能够有效的提高成品的强度,同时通过将切割和初步折叠工艺组合到一起,能够简化工艺,便于操作,还能够提高切割和折叠的精度,提高产品质量。
三、有益效果
1. 生产线在使用中,将不同颜色的塑料原料颗粒放置到搅拌装置进行搅拌混匀,通过熔融输送装置进行加热熔融并输送到挤出装置进行挤出冷却成膜片,将上辊向上滑动,将冷却成型的膜片从上辊和下辊之间通过,向下滑动上辊,使环形刀片嵌入间隙内,通过环形刀片和环形凸起的配合能够将膜片切割并折叠成两侧朝上翻折的长条状,操作便捷,同时实现切割和初步折叠的功能;
2. 通过本工艺对扁丝进行三折叠并热拉伸,能够有效的提高成品的强度,同时通过将切割和初步折叠工艺组合到一起,能够简化工艺,便于操作,还能够提高切割和折叠的精度,提高产品质量;
3. 折叠完成后的扁丝首先通过两个进料辊之间向加热烘箱进料,调节两个进料辊之间的空隙对扁丝进行压合,在进料辊的空腔内通入加热介质能够对扁丝进行初步加热,使压合效果更好,扁丝的三层贴合更好,提高其强度,简化产线。
四、附图说明

图3 本技术中突出切割装置和折叠装置的局部结构图
五、具体实施方式
本技术实施例公开一种集装袋扁丝生产线。参照图1,集装袋扁丝生产线包括机架1,机架1上依次设置有搅拌装置11,熔融输送装置12,挤出装置13,冷却池14,切割装置15,折叠装置16,热拉伸装置17,热定型装置18 和收卷装置19。使用时,不同颜色的塑料颗粒进入搅拌装置11 进行搅拌混匀,将搅拌后的塑料颗粒通过熔融输送装置12 进行熔融呈液体状,然后通过挤出装置13 挤出并通过冷却池14 冷却成膜片,通过切割装置15 切割呈条状,并通过折叠装置16 进行折叠呈三层扁丝结构,通过热拉伸装置17 对条状扁丝进行加热拉伸,最后通过加热定型和收卷支撑筒状的扁丝成品。
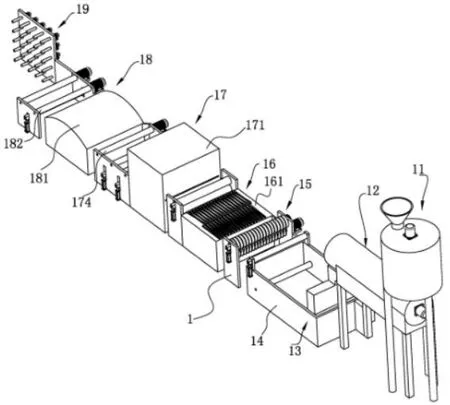
图1 本技术的结构示意图
参照图1 和图2,搅拌装置11 包括竖直设置的圆筒状设置的搅拌罐111,搅拌罐111 内转动连接有沿搅拌罐111 中轴线方向设置的搅拌轴112,搅拌轴112 上固设有搅拌桨114。搅拌罐111顶端固设有搅拌电机113,搅拌电机113 的输出轴与搅拌轴112 顶端固定连接。搅拌罐111 底端穿设有出料管。
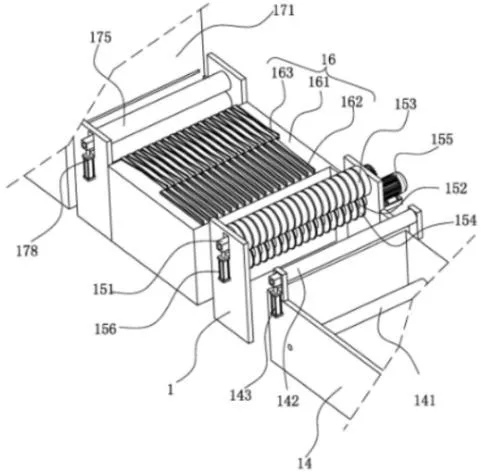
图2 本技术整体的剖面图
熔融输送装置12 包括螺旋输送机构和夹套123,螺旋输送机构包括水平设置的呈圆筒状设置的输送筒121,输送筒121 内部设有沿筒体中轴线转动连接有绞龙122。夹套123 固设在输送筒121 外。输送筒121 一端固设有输送电机,输送电机的输出轴与绞龙122 一端中心固定连接。出料管远离搅拌罐111 一端与输送筒121 靠近搅拌罐111 一端顶端固定连接并连通。
参照图2,挤出装置13 包括与输送筒121 远离搅拌罐111 的一端固定连接并连通的挤出头131,挤出头131 内部中空设置,挤出头131 底端开设有水平设置的条形孔132。
冷却池14 呈方形设置,冷却池14 上方开口,挤出头131 位于冷却池14 一端正上方。冷却池14 远离挤出头131 的一端底部设有导向辊141,导向辊141 与条形孔132 平行设置。
冷却池14 上方滑动连接有拉伸张紧辊142,拉伸张紧辊142 与导向辊141 同向设置。机架1靠近拉伸张紧辊142 两端上方的位置均固定连接由第一气缸143,第一气缸143 的活塞杆分别与拉伸张紧辊142 的两端固定连接。
切割装置15 位于拉伸张紧辊142远离冷却池14 的一侧。切割装置15 包括水平设置的相向转动的上辊151 和下辊152。靠近上辊151 的位置固定连接有驱动电机155,驱动电机155 的输出轴固定连接有第一齿轮,第一齿轮与上辊151 固定连接。第一齿轮啮合有第二齿轮,第二齿轮与下辊152 固定连接。
机架1 靠近上辊151 上方设有第二气缸156,第二气缸156 的活塞杆与上辊151 一端中心固定连接,上辊151 上下滑动。通过第二气缸156 能够将上辊151 向上滑动,便于膜片通过,然后将其向下滑动至第一齿轮和第二齿轮啮合,通过驱动电机155 第一齿轮和第二齿轮的驱动使上辊151 和下辊152 相对反向转动,实现对膜片的压紧和切割。
上辊151 上固设有多个沿周向均匀分布的环形凸起153,环形凸起153 之间形成有间隙,环形凸起153 的截面成方形,下辊152 对应间隙的位置固定连接有环形刀片154,上辊151 和下辊152 相对反向转动,环形刀片154 嵌入间隙内,上辊151 与下辊152 水平设置并垂直于膜片运行方向设置。
环形刀片154 的刀刃朝向间隙设置,环形刀片154 的刀刃与上辊151 接触,环形刀片154 的厚度等于间隙的宽度。使用时,通过环形凸起153和环形刀片154 的配合,将膜片进行切合同时实现初步折叠,将膜片变成纵截面为“凵”的长条形塑料条,简化了工艺,便于操作,且由于同时进行切割和折叠工序,其折叠效果较好,由于错位等产生的残次品减少。
折叠装置16 包括水平设置的折叠板161,折叠板161 对应每个环形凸起153 边缘的位置均固设有第一导向斜面162,第一导向斜面162 由竖直方向向折叠板161 平面逐渐靠拢,折叠板161靠近第一导向斜面162 的位置固设有第二导向斜面163,第二导向斜面163 由竖直方向向折叠板161 逐渐靠拢,第二导向斜面163 位于第一导向斜面162 远离切割装置15 一端。纵截面为“凵”的长条形塑料薄片通过折叠板161 经过第一导向斜面162 和第二导向斜面163 的作用,将两侧翻折部分向内折叠,折叠呈三层扁丝装置。
热拉伸装置17 包括加热烘箱171,加热烘箱171 包括呈中部向上弯曲的弧形设置的下加热台172,下加热台172 上方设有弧形于加热平台相适配的上加热台173,上加热台173 与下加热台172之间形成有空隙。下加热台172 和上加热台173内均开设有加热腔。加热烘箱171 的进料端设有两个相对转动的进料辊175,进料辊175 与上辊151 平行设置,进料辊175 内开设有空腔,进料辊175 的空腔内充满加热介质,进料辊175 内固设有加热丝。上方进料辊175 滑动与机架1 滑动连接。机架1 靠近上方进料辊175 上方固设有第三气缸178,第三气缸178 的活塞杆与进料辊175固定连接。将折叠后的三层扁丝通过加热烘箱171 进行加热,然后通过将第三气缸178 驱动进料辊175 滑动,调节进料辊175 之间的距离,通过进料辊175 对扁丝进行预热挤压,使扁丝压平,三层之间的贴合更好。
参照图2 和图4,热拉伸装置17 还包括多个第一拉伸辊174,第一拉升辊均与机架1 转动连接。第一拉伸辊174 与进料辊175 同向设置,第一拉伸辊174 位于加热烘箱171 远离进料辊175的一端,多个第一拉伸辊174 上下交错设置,下方第一拉伸辊174 与机架1 滑动连接。机架1 靠近下方第一拉伸辊174 的位置固设有第四气缸176,第四气缸176 的活塞杆竖直设置,第四气缸176 的活塞杆与第一拉伸辊174 一端固定连接。机架1 靠近上方第一拉伸辊174 的位置固设有第一拉伸电机177,第一拉伸电机177 的输出轴与第一拉伸辊174 一端中心固定连接。加热后的扁丝通过第一拉伸辊174 的主动转动进行拉绳,提高扁丝的拉伸强度,通过上下调节第一拉伸辊174,能够对第一拉伸辊174 进行调节,从而调节拉伸的效果。
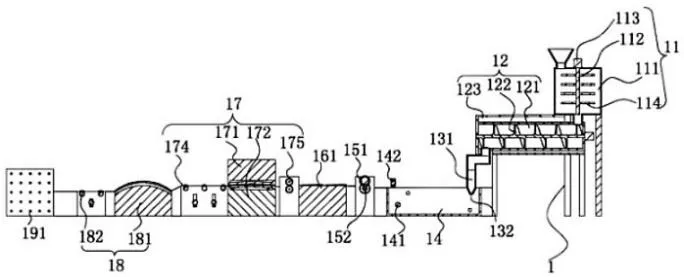
图4 本技术中突出热定型装置和收卷装置的局部结构图
参照图4,热定型装置18 包括加热定型台181,加热定型台181 呈向上弯曲的弧形设置。
加热定型台181和收卷装置19之间设有多个第二拉伸辊182,第二拉伸辊182 能够通过气缸驱动上下滑动,第二拉升辊能够通过电机驱动转动,最后一个第二拉伸辊182 内部中空,第二拉伸辊182 内部充满冷却介质。通过加热定型台181对扁丝进行加热定型,通过第二拉伸辊182 进行二次拉伸定型,并通过第二拉伸辊182 内部的冷却介质进行冷却,最终成型。
收卷装置19 包括机架1上转动连接的多个水平设置的收卷轴191,收卷架靠近收卷轴191 的位置均固定连接有收卷电机192,收卷电机192的输出轴与收卷轴191 中心固定连接。通过收卷电机192 将扁丝卷绕到收卷轴191 上进行收卷。
本技术实施例一种集装袋扁丝生产线的实施原理为:使用时,将不同颜色的塑料颗粒放进搅拌罐111 进行搅拌,通过输送筒121 中,通过绞龙122 进行输送,同时外部夹套123 进行加热熔融,通过挤出头131 挤出到冷却池14 内进行冷却成膜片,然后将膜片通过上辊151 和下辊152 之间进行切割和初步折叠,初步折叠后的膜片通过折叠板161,经过第一导向斜面162 和第二导向斜面163 导向折叠成型,然后通过膜片进行两次加热拉伸,提高扁丝拉伸强度,并定型,最后冷却收卷,形成筒状扁丝成品。
参照图,集装袋扁丝的生产工艺,使用了上述的一种集装袋扁丝生产线,包括以下步骤:S1、将不同颜色塑料颗粒按照特定的配比放进搅拌装置11 中混合;S2、将混合后的塑料颗粒通过熔融输送装置12 进行加热熔融,并运送到挤出装置13 挤成膜片;S3、膜片通过冷却池14 进行冷却,冷却后的膜片通过切割装置15 进行切割和初步折叠,使其变成多条两侧向同一方向弯折的长条状膜片,然后经过折叠装置16 折叠成三层,初步形成三层扁丝;S4、通过热拉伸装置17 进行加热拉伸,提高扁丝的性能;S5、通过热定型装置18 加热定型,并冷却最后通过收卷装置19 收卷呈卷材。
猜你喜欢
昆钢科技(2022年4期)2022-12-30
中州大学学报(2022年4期)2022-09-13
科学家(2022年3期)2022-04-11
煤气与热力(2021年10期)2021-12-02
口腔医学(2021年10期)2021-12-02
中学生数理化·八年级物理人教版(2021年6期)2021-11-22
化工管理(2021年23期)2021-08-25
中学生数理化(高中版.高考理化)(2021年3期)2021-05-21
中学生数理化·高一版(2021年2期)2021-03-19
化肥设计(2019年4期)2019-08-30