
浅谈超微矩形连接器缩针的影响因素及改善措施
2022-07-13 21:44刘文礼
装备维修技术 2022年25期
关键词:改善措施
刘文礼

摘 要:伴随着航空航天产品的集成化程度越来越高,电缆组装件产品愈来愈倾向于小型化、轻型化。低频连接器尺寸也随之向小轻化改变。校针作为在电缆组装过程中一道至关重要的工序,所以对校针工序的设计及操作过程中的质量管控极为关键。
关键词:微矩形连接器、缩针、改善措施
一、超微矩形连接器的应用及特性
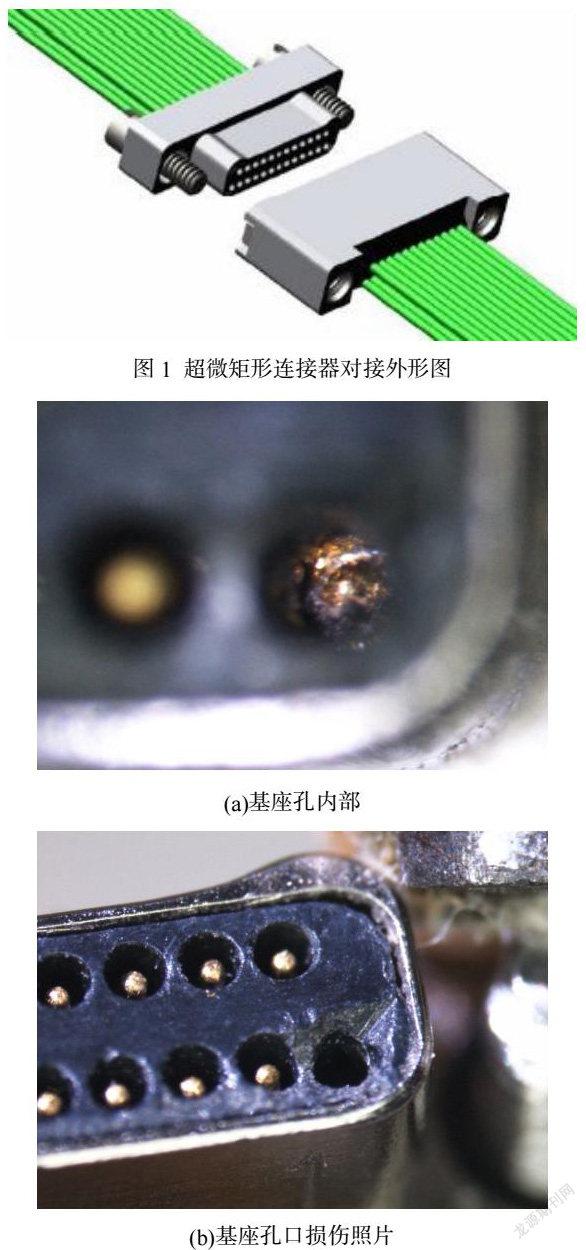
某超微矩形连接器系列有9、15、21、25、31、37、51、65、69芯等九种规格,阳性接点均为“麻花”针,阴性接点均为刚性插孔;由于产品微小,若插头、插座不带锁紧件,产品插拔时无施力点,产品将很难实现插合和分离。因此,产品需靠锁紧螺钉和连接螺母进行旋合对接(盲插连接器除外)。采用螺纹方式进行旋合连接,插拔过程柔和,不对产品造成冲击,利于保护产品和周边元件。因此具有接触可靠、体积小、重量轻,抗冲击、振动、离心和抗辐照等特点;产品尾端端接形式为压接、焊接两种形式。
二、接触件缩针案例与分析
1、产品实物复查
对产品实物进行显微镜检查,在显微镜下观察该只产品1#孔位麻花针已缩针,缩针基座孔内除麻花针的金属丝外还有黑色物质存在,且缩针孔基座孔口部位明显有啃噬损伤,具体实物状态见图2。
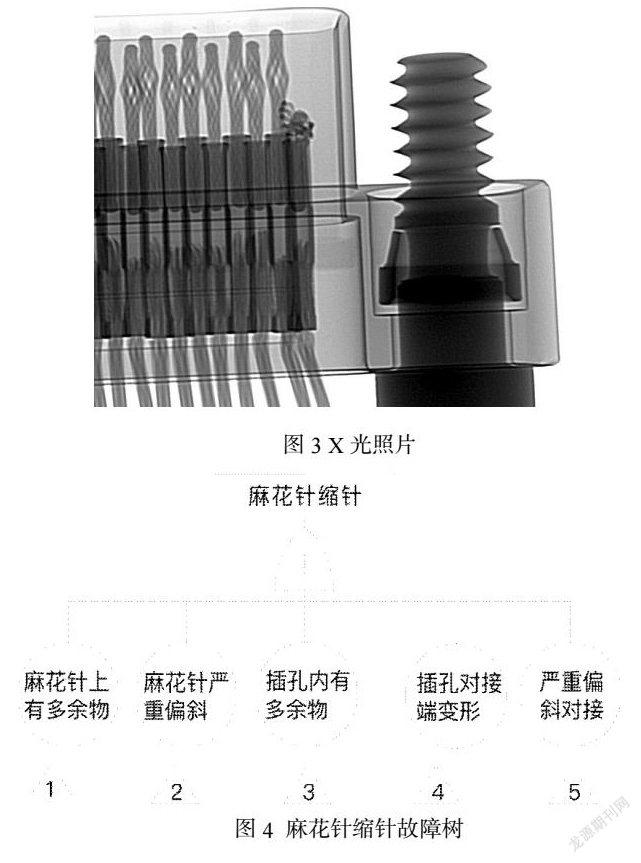
将产品进行X光检查,发现1#孔位麻花针针体没有后退,但是麻花针针头的铍青铜丝完全敦缩变形(见图3)。
2、原因分析
此超微矩形系列产品是我公司典型麻花针产品,该产品设计结构成熟,工艺稳定,是我公司定型产品中生产批量较多的产品之一。
根據此系列产品结构,对造成产品麻花针缩针的可能因素采用故障树的方法进行逐步排查分析,故障树如图4所示。
从故障树可知,可能导致麻花针缩针的因素有五个方面,下面对这五个方面进行逐一分析排查如下:
2.1 麻花针上有多余物
当麻花针上有多余物时,与插孔对接,多余物阻止了麻花针的弹性变形,当产品对接时在对接力的作用下麻花针针头部位向下挤压变形,此时就会出现缩针现象。
缩针产品1#孔位在显微镜下观察和解剖后发现在麻花针上有黑色物质存在,因此麻花针上有多余物的因素不能排除。
2.2麻花针在孔内严重偏斜
当麻花针在基座孔内严重偏斜时,与对接端插孔对接时,在对接力的作用下插孔端部会顶住麻花针尖端部位,将麻花针向下挤压变形,此时就会发生缩针现象。该产品出厂前经过校针和电性能检查,校针需对麻花针进行100%的校正使麻花针针头基本处于中间位置,并采用标准孔进行100%的麻花针分离力检查,且产品入库前需100%进行对接测试绝缘、耐电压和导通电阻,每道工序完毕后均要进行了外观检查,故产品出厂前麻花针不会存在严重偏斜和缩针,且从产品解剖情况看,麻花针基本位于基座孔的中心,未发生偏斜情况,则可排除麻花针严重偏斜导致缩针的情况。
2.3对接端插孔内有多余物
当对接端插孔内有多余物,在产品进行对接时,由于插孔内已经堵塞,在对接力的作用下麻花针无法顺利插入到插孔内而被向下挤压变形,即发生缩针现象。根据与之对接的插座产品的1#孔位进行模拟检查,将单独一根麻花针针头插入到1#孔位中,麻花针能够顺利的插入到插孔内,没有出现缩针情况(见图9),因此该因素可以排除。
2.4 插孔变形对接
当插孔变形,在产品对接过程中,插孔变形侧壁就会直接顶在麻花针端部,在对接力的作用下麻花针向下挤压变形,此时就会出现缩针现象。检查对接端1#孔位插孔口部形状,并未发生变形,麻花针可以顺利进入,可以排除插孔变形的可能。
2.5偏斜对接
当严重的偏斜对接时,插孔对接端面直接顶在麻花针头部,麻花针未有效进入插孔中,在对接力的作用下麻花针被向下挤压变形,此时也会出现缩针的情况。当产品出现斜插时,插孔由于无法对准基座孔口,因此插入时插孔会将对接端基座孔口损伤,对产品基座1#孔位基座观察,孔口确实存在较严重的损伤,因此该因素不可排除。
2.6 分析
通过对上述五个方面可能原因的分析,排除了麻花针偏斜、对接端插孔内存在多余物、插孔口部变形的可能,因此产品出现斜插和麻花针内存在多余物是导致麻花针缩针的原因。
对麻花针头上附着的多余物进行分析,将黑色物质和基座对比发现,黑色物质为基座孔口部位啃噬损伤掉落的PPS材料。因此可以判断造成麻花针针头缩针的原因为产品在对接过程中出现了斜插的情况,插孔将对接端基座表面孔口部啃噬,损伤的基座材料掉落到麻花针上形成多余物,最终产品在对接时,多余物影响麻花针正常弹性形变出现缩针。
三、机理分析
由于超微矩形连接器产品的基座孔径非常小,对接端在插合的初始阶段如果出现斜插,插孔口部就会将基座口部啃噬损伤基座,损伤掉落的材料随着产品的对接带入到基座孔内形成多余物。当多余物附着到麻花针胖点部位时,麻花针需要发生弹性形变的空间被多余物堵住而无法发生弹性形变,而此时产品如果产品继续对接,麻花针又不能发生弹性形变伸进插孔内,对接产生的下压力就会破环麻花针针头形状,将铍铜丝向下挤压堆缩到孔底,形成缩针。
四、问题复现
取2套同款连接器和对应的对接端进行模拟斜插试验。当插孔口部没有完全插入到基座孔内时开始发力对接,基座口部出现不同程度的啃噬现象,损伤掉落的基座材料被推挤到了麻花针头部,问题得到复现。
五、采取措施
超微矩形电连接器产品使用说明书中有详细规定:插头/插座应保持水平或垂直状态,不得倾斜,在锁紧螺钉过程中,应采用手扶住产品自由端,避免外力拉扯产品产生倾斜现象,螺钉拧入时尽量使两边同时下移(各拧半圈),以免出现单边完全拧紧或拧过多,导致两端受力不均而出现插孔偏斜对接情况。因此使用方应提前熟悉说明书的内容,在对接操作时,严格按照说明书操作
六、结论
综上所述,造成产品1#孔位缩针的原因为产品在对接过程中出现了斜插情况,损伤基座口部材料形成多余物掉落到了基座孔内,造成产品对接时麻花针头缩针。该问题由于是对接操作不慎造成,属于偶然的个别现象,并非批次性质量问题,其他产品可以继续使用。通过措施的有效落实可以有效避免问题的再次发生。
参考文献
[1]航天电子电气产品安装通用技术要求 QJ 165B-2014 航天行业标准.
[2]航空产品电装工艺 线束和电缆的制作 HB 7262.3-95 中华人民共和国航空工业标准
猜你喜欢
青春岁月(2016年20期)2016-12-21
武术研究(2016年9期)2016-12-15
中国经贸(2016年19期)2016-12-12
商情(2016年40期)2016-11-28
中国市场(2016年41期)2016-11-28
农机使用与维修(2016年10期)2016-11-10
科学与财富(2016年28期)2016-10-14
