
加工道次对FSP 制备高熵合金增强铝基复合材料组织和性能的影响
2022-07-13 07:32李鹏廉润康马超群董红刚
焊接学报 2022年6期
李鹏,廉润康,马超群,董红刚
(大连理工大学,大连,116024)
0 序言
颗粒增强铝基复合材料(particulate reinforced aluminum matrix composites,PRAMCs) 因其轻质、高强和高韧的突出特点得到广泛关注,成为实现现代交通运输和航空航天等领域关键零部件轻量化的重要基础材料,也被称为21 世纪最具有发展前途的先进材料之一[1-2].目前,颗粒增强铝基复合材料的制备工艺主要有搅拌铸造法、粉末冶金法、放电等离子烧结法以及搅拌摩擦加工等[3].其中,搅拌摩擦加工(friction stir processing,FSP)是在搅拌摩擦焊技术基础上开发的一种新型固态加工技术,将材料塑性加工及热处理结合于一体,从而实现晶粒细化、性能强化及结构均匀化[4],在制备复合材料方面已得到广泛应用.
近年来,陶瓷颗粒作为FSP 制备铝基复合材料的增强相得到广泛研究.Kurt 等人[5]利用FSP 将SiC颗粒掺入商用纯铝中,形成SiC/Al 颗粒增强表面复合层.结果发现,增加转速和行进速度均可使SiC颗粒分布更加均匀.Devaraju 等人[6]采用FSP 方法制备得到(SiC+Al2O3)/6061Al 复合材料,发现硬质SiC 和Al2O3颗粒作为增强相产生了钉扎效应,使复合材料硬度显著提升,但Al2O3与基体的润湿性差,颗粒周围存在微孔,导致复合材料拉伸性能下降.陶瓷颗粒可以显著提高材料的强度及耐磨性,但硬质陶瓷颗粒与基体界面相容性差,往往伴随着复合材料延展性和韧性的下降,同时由于难以进行机械加工,特别是焊接性较差,从而制约了其在工程中的应用推广[7].高熵合金(high entropy alloy,HEA)作为一种新型合金,“四大核心效应”赋予了其高强度、高硬度、良好的塑性以及耐腐蚀性能的优点,有望解决增强相与基体的界面开裂及增强相脆性断裂问题,从而提高复合材料的塑性.因此,高熵合金颗粒增强铝基复合材料逐渐成为一个新兴的研究方向.已有研究表明,HEA 作为增强相时,其与铝基体之间可以形成良好的界面结合,在强度提升的同时仍能保持一定的塑性,呈现出独特的优势.Yang 等人[3]采用水下搅拌摩擦加工(submerged friction stir processing,SFSP)方法制备了体积分数为10%的AlCoCrFeNi/5083Al 复合材料.与SFSPed-5083A1 相比,复合材料中的增强相颗粒激发成核促进了动态再结晶,产生了平均粒径为1.2 μm 的细晶粒结构.HEA 与铝基体界面处具有良好的结合,加入HEA 颗粒后基体的屈服强度和抗拉强度分别提高25.1%和31.9%.Li 等人[8]通过多道次搅拌摩擦加工制备了Al0.8CoCrFeNi/5083Al 复合材料,经多道次搅拌摩擦加工,HEA 颗粒在基体中均匀分布,界面处发生元素扩散,复合材料力学性能较FSPed-5083A1 显著提高.
然而,由于所选材料体系及研究侧重点不同,关于FSP 制备HEA 颗粒增强铝基复合材料的微观结构、强化机理及道次影响方面的研究尚不充分.因此,文中以AlCoCrFeNi2.1高熵合金颗粒作为增强相,6061 铝合金作为基体,采用不同道次FSP工艺制备高熵合金颗粒增强铝基复合材料,研究加工道次及AlCoCrFeNi2.1增强相颗粒对复合材料组织和性能的影响规律,以期为高熵合金颗粒增强铝基复合材料的工程化应用提供理论和试验支撑.
1 试验方法
试验所用基体和增强相显微组织形貌如图1所示.基体材料选用尺寸为200 mm×60 mm ×10 mm 的商用轧制态6061-T6 铝合金,轧制方向上晶粒尺寸约为200 μm,如图1a 所示.增强相选用球形AlCoCrFeNi2.1高熵合金粉末,其形貌及尺寸分布如图1b 所示.从图1b 可见,高熵合金颗粒尺寸大小不一,平均粒径为20.1 μm,细小颗粒多分布于大颗粒表面或空隙中,有利于提高粉末装填密度.采用配备有FAGOR 控制系统的专用搅拌摩擦焊设备进行加工.试验采用的搅拌头材料为H13 工具钢,分别为有针、无针两种形式的搅拌头,其形貌及示意图如图2 所示.搅拌头轴肩直径为20 mm,有针搅拌头的搅拌针根部直径为7 mm,顶部直径为5 mm,针长为5.8 mm.
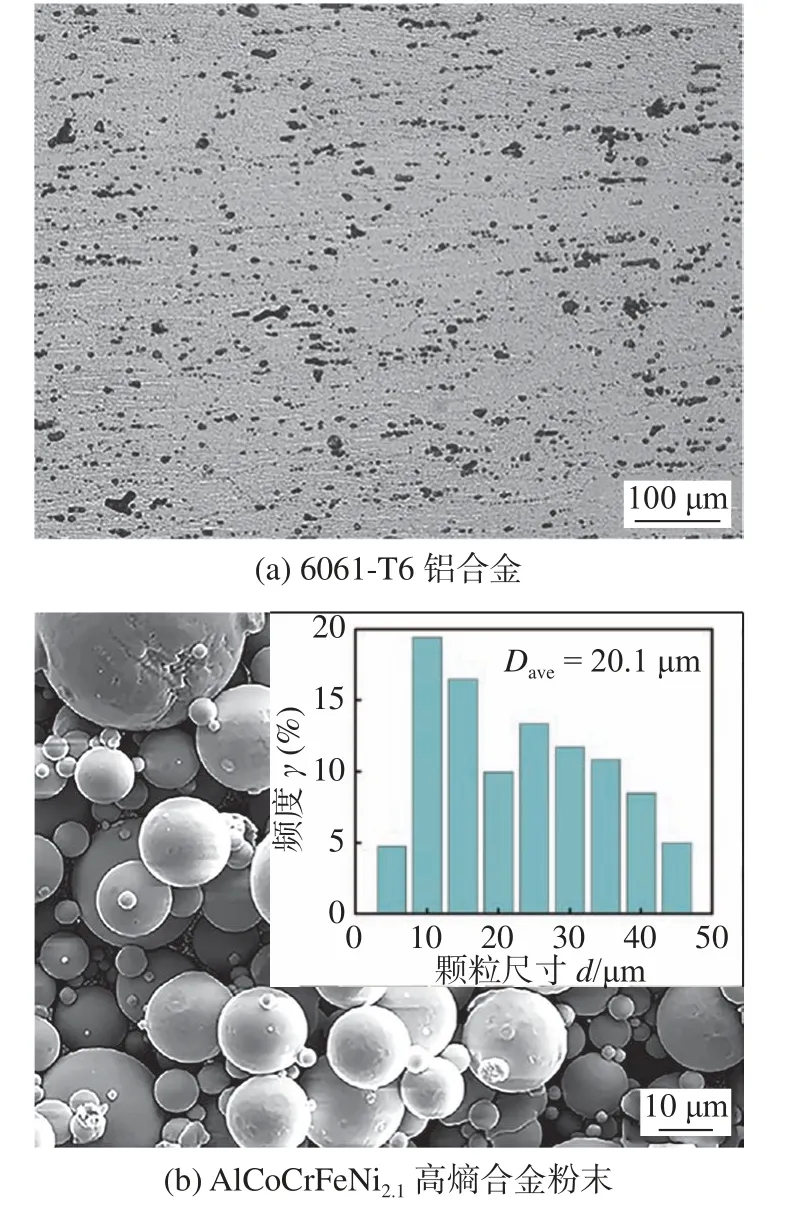
图1 基体和增强相显微组织形貌Fig.1 Microstructure and morphology of BM and reinforcements.(a) 6 061-T6 aluminum alloy;(b)AlCoCrFeNi2.1 high entropy alloy powders

图2 搅拌头形貌及示意图(mm)Fig.2 Appearance and schematic diagram of stirring tool.(a) appearance of stirring tool;(b) stirring tool with pin;(c) stirring tool without pin
试验采用预先打孔和后续填充的方式添加增强相.首先,使用角磨机和砂纸将铝板表面打磨干净以去除表面氧化膜,使用钻孔设备在铝合金表面加工50 个φ2 mm×5 mm 呈阵列排布的盲孔;其次,去除表面加工产生的毛刺,用酒精清洗铝合金表面,并用压缩空气吹干表面及孔内残留酒精;最后,在盲孔内添加体积分数为15%的高熵合金粉末并压实.
FSP 过程分两个步骤,首先需要使用无针搅拌头对试样进行“封孔”预处理,防止在搅拌摩擦加工过程中增强相颗粒溢出或溅射[9].封孔处理后再使用有针搅拌头沿着盲孔中心线方向分别进行2,4,6 道次下的FSP 试验,如图3 所示,所得复合材料分别简称为2-AMCs,4-AMCs 和6-AMCs.试验采用往返加工来消除塑性变形的不对称.FSP 转速和行进速度分别恒定为1 200 r/min 和80 mm/min,固定倾角为2°.同时设置不含增强相的6 道次加工试验进行对比,简称FSPed-6061Al.
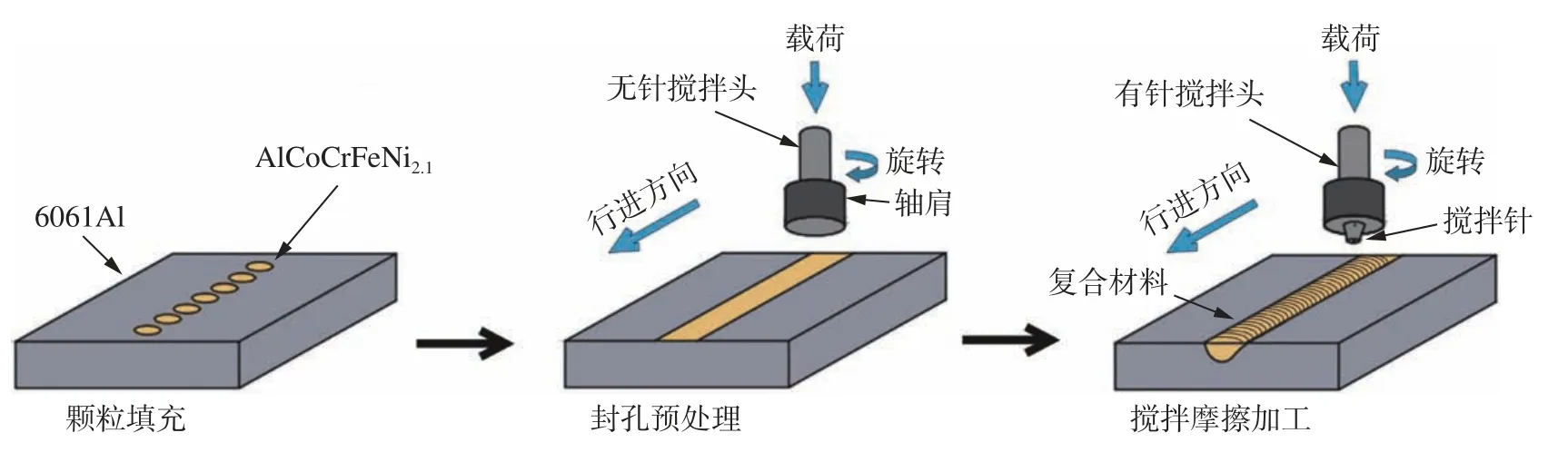
图3 FSP 过程示意图Fig.3 Schematic diagram of FSP process
采用线切割方式从复合材料加工区截取所需的金相及拉伸试样.试样经SiC 砂纸打磨、金刚石抛光膏抛光和Keller 试剂腐蚀后,吹干备用.采用Leica-MEF4A 型光学金相显微镜(optical microscope,OM) 和ZEISS SUPRA55 场发射扫描电镜(scanning electron microscope,SEM) 对基材及复合材料的显微组织及增强相分布状况进行观察.使用Empyrean 型X 射线衍射仪(X-ray diffraction,XRD)比较分析基体及不同道次加工试样的物相差异.选用JXA-8350F Plus 型电子探针分析仪(electron probe micro-analyzer,EPMA) 对加工区域增强相的分布状态、增强相与基体之间的界面结合状况及元素分布情况进行观察.选用5982 型Instron 电子万能材料试验机测量试样的拉伸强度.拉伸试验采用标距长度20 mm、宽度4 mm、厚度2 mm 的狗骨型标准拉伸试样,每组拉伸试样取3 个,采用砂纸对拉伸试样进行打磨以达到要求的表面粗糙度,拉伸速率为0.5 mm/min.
2 试验结果与分析
2.1 复合材料的宏观形貌
不同加工道次搅拌摩擦加工后复合材料的宏观形貌图如图4 所示.由于采用往返加工的方式,试样两侧均出现少量飞边,因此前进侧与后退侧不进行区分.同时可以看出,4,6 道次复合材料表面的鱼鳞波纹较2 道次明显减少且更加光滑.此外,2,4,6 道次的复合材料加工表面均未观察到表面过热、沟槽、孔洞等表面缺陷,说明表面复合材料层的宏观成形良好.
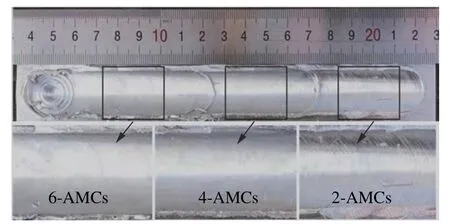
图4 FSP 样件表面宏观形貌Fig.4 Surface macro-morphology of FSP specimen
AlCoCrFeNi2.1高熵合金颗粒增强的6061 铝合金复合材料(AlCoCrFeNi2.1/6061Al)在不同加工道次下加工区横截面宏观形貌如图5 所示.按照组织特征不同,加工区横截面可分为4 个区域:搅拌区(stir zone,SZ)、热力影响区(thermo-mechanically affected zone,TMAZ)、热影响区(heat affected zone,HAZ)以及母材区(base metal,BM)[10],其中增强相颗粒主要分布于搅拌区,同时可以发现不同区域在宽度上存在较大差别.Kumar 等人[11]采用“搅拌针驱动流”和“轴肩驱动流”两种不同的材料流动模型揭示了搅拌摩擦过程中焊缝的形成机制,由于这两种驱动流在加工深度及驱动机制上存在差异,从而导致整个加工区域不同深度各类组织宽度不同.
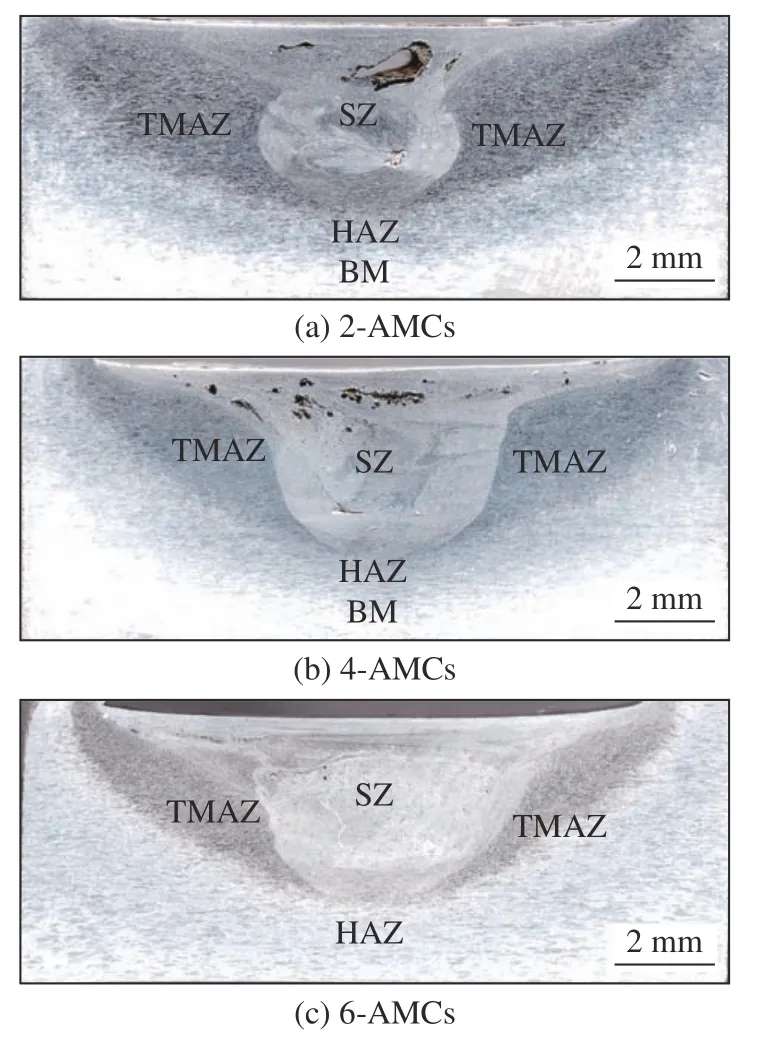
图5 FSP 样件横截面宏观形貌Fig.5 Macroscopic appearance of FSP specimen on cross section.(a) 2-AMCs;(b) 4-AMCs;(c) 6-AMCs
图5a 为2 道次加工试样横截面宏观形貌.搅拌区存在较大孔洞缺陷,周围存在明显的颗粒聚集,这是由于在2 道次加工条件下,基体流动性不足,流动范围小,盲孔未被塑化金属完全填充,颗粒尚未分散.整个搅拌区呈“罐状”,可见摩擦热的有效作用深度有限.在4 道次加工条件下,搅拌区同样存在一些缺陷和颗粒聚集,但相较于2 道次,缺陷体积显著降低,且颗粒分布比较分散,呈带状分布,整个搅拌摩擦区较2 道次在宽度方向有明显增大,如图5b 所示.6 道次加工条件下,整个搅拌区并未观察到明显缺陷,颗粒分布较为均匀,搅拌区范围较2,4 道次明显增大,形状由“罐状”转变为“盆状”,如图5c 所示.
2.2 增强相颗粒分布情况
图6 为不同加工道次下HEA 增强相颗粒在搅拌区中心区域的分布情况.可以看出,2 道次加工后,增强相颗粒发生了严重的簇状聚集;而4 道次加工后,其颗粒分布明显比2 道次加工后的颗粒分布更加均匀,由簇状聚集转变为层带状聚集分布;6 道次加工后颗粒分布均匀性较2,4 道次明显改善,呈弥散分布状态.在FSP 过程中,塑性铝合金会包裹增强相颗粒一起流动,由于两者物理性能方面的差异,导致增强相颗粒随铝合金基体的流动阻力较大,而加工道次的增加可以提高两者的流动性,使颗粒分布均匀性不断提高,同时2,4,6 道次加工后增强相颗粒均未出现明显的脱落现象.
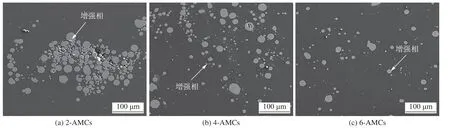
图6 搅拌区中心区域高熵合金增强相颗粒分布情况Fig.6 Distribution of high entropy alloy reinforced particles in the center of stirring zone.(a) 2-AMCs;(b) 4-AMCs;(c)6-AMCs
试验结果表明,6 道次FSP 大大改善了搅拌区中心区域增强相颗粒的分布状态,但在其它区域分布情况尚未可知,因此继续对6 道次加工后增强相颗粒在搅拌区不同区域的分布情况作进一步分析,结果如图7 所示.
一般来说,在搅拌针压锻力及摩擦热的共同作用下,塑性铝合金基体与增强相颗粒混合从而形成复合材料.在FSP 过程中,强烈的机械搅拌作用促使塑性铝合金基体从前进侧向后退侧移动,而前进侧温度分布明显高于后退侧,因此增强相颗粒往往呈现不对称分布的现象[12].而通过对比图7a 和7c发现,颗粒在搅拌区两侧的分布并无明显差异,证实了通过往返加工来消除前进侧和后退侧两侧增强相不对称分布的可行性.总体来看,6 道次FSP增强相颗粒在搅拌区各区域分布较为均匀,说明加工道次增加后,“轴肩驱动流”与“搅拌针驱动流”的耦合作用累积效果良好,在足够的热输入下基体充分软化,增强相颗粒随铝合金基体的塑性流动性增强,进而与基体混合更加充分.

图7 6-AMCs 搅拌区不同区域增强相颗粒分布情况Fig.7 Distribution of reinforced particles at different region of 6-AMCs.(a) left side of stirring zone;(b) stirring zone;(c)right side of stirring zone;(d) top portion of stirring zone;(e) center portion;(f) bottom portion of stirring zone
2.3 界面结合情况及元素扩散行为
除了受基体和增强相自身特性影响外,铝基复合材料的性能在很大程度上还取决于基体与增强相之间的界面结合情况.图8 为不同道次下AlCoCrFeNi2.1增强相颗粒的微观组织形貌.从图8 可以看出,2 道次加工后存在极薄的界面扩散层,平均厚度约为100 nm;4 道次加工的界面扩散层较厚,平均厚度约500 nm;6 道次加工下界面扩散层更加明显,且扩散层界面更加连续致密,平均厚度约为700 nm.这表明随着加工道次增加,界面层的厚度不断增大,该结果与加工道次增加而产生更多热量的积累相关,同时可发现不同道次下增强相颗粒与铝基体界面均无明显空隙或缺陷,说明增强相颗粒与铝基体之间发生了良好的冶金结合.
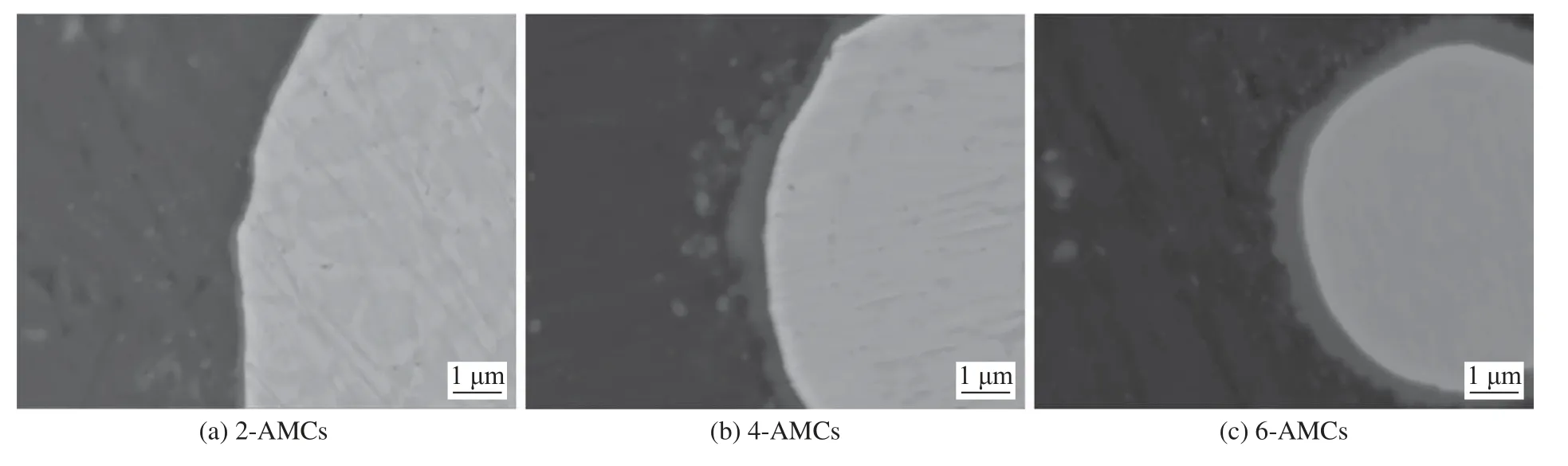
图8 不同道次AlCoCrFeNi2.1 增强相颗粒微观组织形貌Fig.8 Microstructure morphology of AlCoCrFeNi2.1 reinforced particle at different passes.(a) 2-AMCs;(b) 4-AMCs;(c)6-AMCs
为进一步分析增强相与基体之间的元素扩散行为及界面层形成原因,对6 道次FSP 后的增强相颗粒及周围基体进行了元素面扫描分析,结果如图9 所示.从图9 可以看出,Al 元素大多分布在基体中,其主要在铝基体与HEA 界面发生扩散,形成一定厚度的Al 过渡层.Co,Cr,Fe,Ni 元素仍主要分布于增强相颗粒中,向基体中仅发生少量的扩散,主要是因为搅拌摩擦加工相对较低的加工温度以及HEA 具有的“迟滞扩散效应”[13]使得界面处元素扩散困难.Mg 元素主要均匀分布在基体中,Si 元素含量相对较少,但在界面扩散层发生了富集.对于这种富集现象,可以用吸附能或混合焓来加以解释[14],即Si 在铝合金基体中主要以Mg2Si的形式存在,Si 与Co,Cr,Fe,Ni 元素之间的混合焓分别为-38,-37,-35 和-40 kJ/mol,均低于Si 与Mg 元素的混合焓-26 kJ/mol 以及Si 与Al 元素的混合焓-19 kJ/mol,混合焓越低,原子之间亲和力越大,趋向于混合来降低整个体系的能量.因此Si 元素更倾向于与Co,Cr,Fe,Ni 元素混合.另外,Si 元素的界面活化作用使其具有降低界面张力的能力[15],促进了界面原子的扩散,Si 元素也常常在钎焊中作为界面活性剂使用,因此推测Si 元素在界面的富集有利于界面更好的冶金结合.
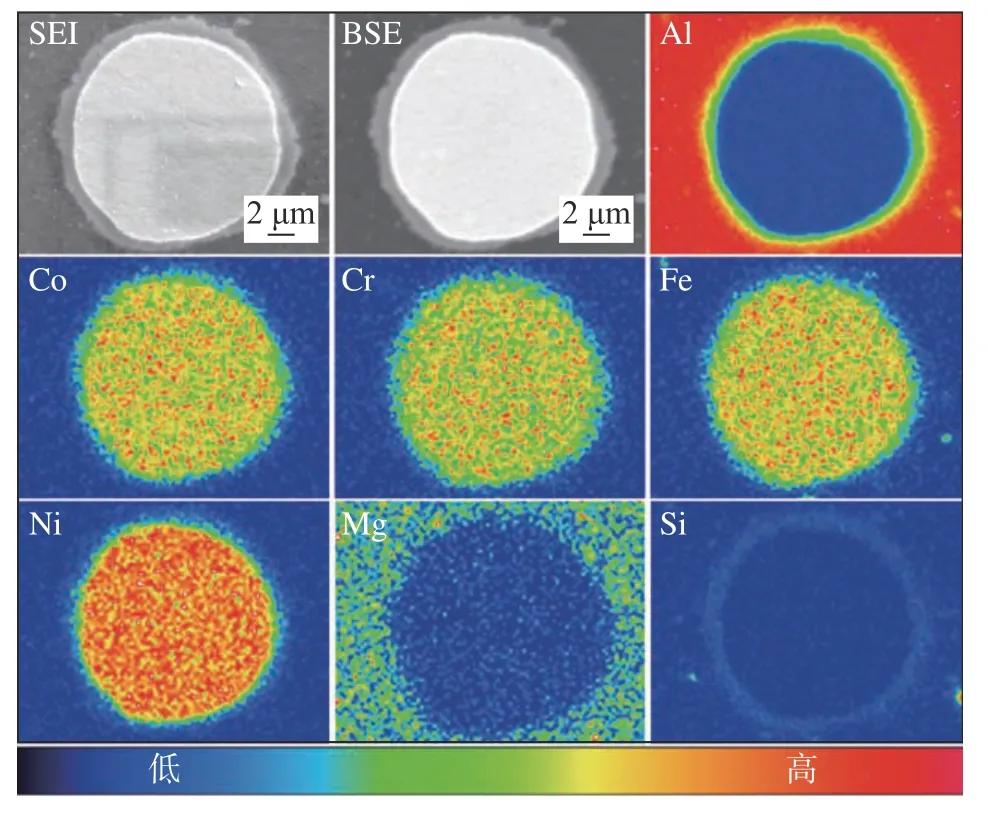
图9 单一增强相颗粒的显微组织与元素分布Fig.9 Microstructure and elemental distribution of single reinforced particle
为了进一步明确FSP 及AlCoCrFeNi2.1增强相颗粒的引入对复合材料组织结构的影响规律,分别对6061 铝合金、FSPed-6061Al、HEA 颗粒以及6-AMCs 进行了XRD 表征,结果如图10 所示.从图10 可以看出,6061 铝合金在搅拌摩擦加工后相结构并未发生变化,同时复合材料中AlCoCrFeNi2.1颗粒增强相仍为面心立方(face-centered cubic,FCC)和体心立方(body-centered cubic,BCC)双相结构,复合材料中未检测到其它化合物相,说明HEA 颗粒在6 道次FSP 过程中具有良好的热力学稳定性,FSP 并未使其相结构发生明显变化,这主要归因于HEA 的“迟滞扩散效应”以及FSP 较低的加工温度和较短的停留时间.

图10 XRD 衍射图谱Fig.10 X-ray diffraction patterns.(a) 6061 aluminum alloy and FSPed-6061Al;(b) HEA particles and 6-AMCs
2.4 复合材料晶粒尺寸分析
为了探究高熵合金颗粒加入对复合材料晶粒尺寸的影响,分别对基体、FSPed-6061Al 和6-AMCs进行了EBSD 表征,如图11 所示.图11a 表明铝合金基体为与轧制方向一致的轧制态粗大晶粒,且晶粒尺寸差别较大,轧制方向上平均晶粒尺寸为200 μm.没有添加高熵合金增强相颗粒的情况下,经FSP 后可以观察到微观组织发生细化,组织中整体呈现为细小的等轴晶粒,平均晶粒尺寸为8.12 μm,如图11b 所示.而加入高熵合金颗粒后,晶粒进一步细化,平均晶粒尺寸为3.63 μm,如图11c 所示.
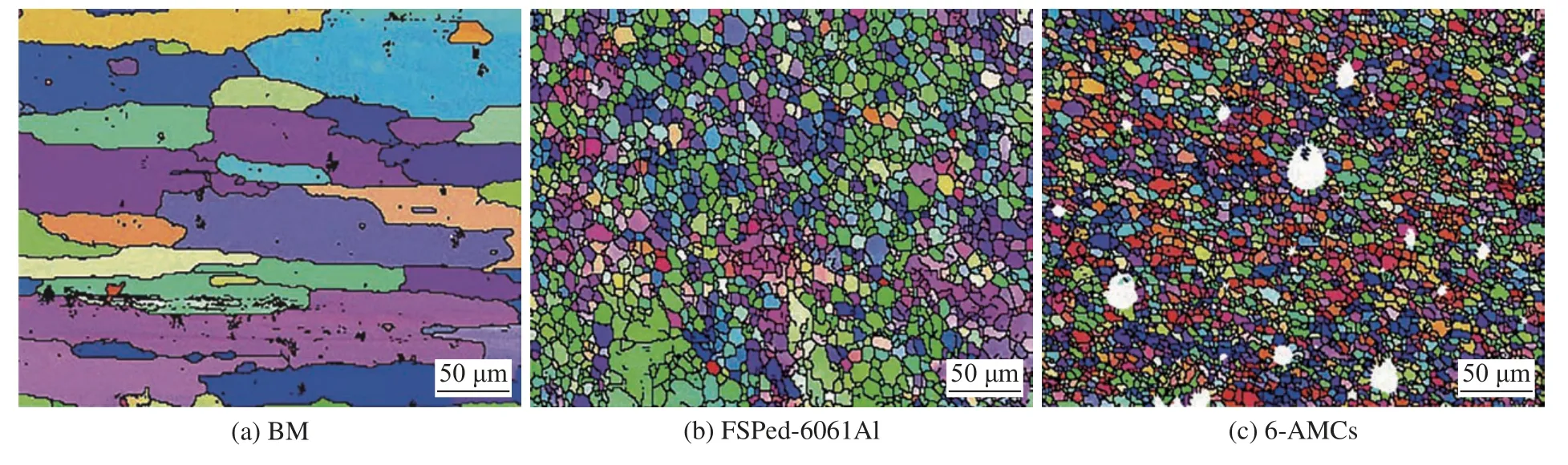
图11 晶粒尺寸及分布情况Fig.11 Grain size and distribution.(a) BM;(b) FSPed-6061Al;(c) 6-AMCs
6-AMCs 晶粒尺寸的显著减小是受到FSP 及高熵合金增强相颗粒共同作用的结果.一方面,FSP 过程中产生的摩擦热和强烈的塑性变形共同作用形成了理想的再结晶条件.FSP 时,由于搅拌头旋转过程中轴肩与工件表面以及搅拌针与工件内部发生强烈摩擦,产生足够的摩擦热,为材料内部晶粒的动态再结晶形核提供能量,从而提高晶粒的再结晶形核率.动态再结晶发生的方式主要取决于应变率和堆垛层错能,由于铝具有较高的堆垛层错能,因此可能会发生连续的动态再结晶[16].同时,FSP 属于固相加工过程,在搅拌头的旋转挤压作用下,组织随着基体的流动发生剧烈的塑性变形,位错密度不断增加,伴随产生位错缠结,形成更多的亚晶结构,从而促进形核率的提高.另一方面,HEA 硬质颗粒作为增强相,在再结晶过程中可作为再结晶形核的核心,同时硬质颗粒对再结晶晶粒长大过程中的晶界具有钉扎作用,从而抑制再结晶晶粒长大.
2.5 拉伸性能及断口分析
图12 为不同加工道次AlCoCrFeNi2.1/6061Al复合材料的应力-应变曲线.从图12 可以发现,所有试样的拉伸曲线都观察到微小的锯齿状波动,有研究认为是由于拉伸试样的动态应变时效引起的PLC 效应(Portevin-Le Chatelier),与材料内部Mg溶质原子有关[17].同时随着加工道次的增加,材料的抗拉强度和断后伸长率均明显增大.6-AMCs的抗拉强度为223 MPa,达到基体材料抗拉强度(309 MPa)的72%,相比之下FSPed-6061Al 试样的抗拉强度仅为178 MPa,可以发现添加HEA 颗粒后,材料抗拉强度提升了25.6%,但断后伸长率有所下降,表明材料塑性变形能力相应有所降低.不同道次下拉伸试样断口形貌如图13 和图14 所示,可以发现2,4 道次断裂面均存在明显的颗粒聚集区,且2 道次断面存在明显的裂纹缺陷.而6 道次的断裂面颗粒分布均匀,无明显聚集区域,且断口呈现明显的韧窝,韧窝中心存在增强相颗粒.这是因为韧窝主要是由微观孔洞的形核长大及合并发展而来,常在第二相粒子或增强相界面产生.观察图14c 可发现,断口上HEA 颗粒表面覆盖有许多细密的韧窝,证明断裂时并不是简单的颗粒脱落,增强相颗粒与基体之间存在良好的冶金结合,拉伸载荷能够有效的传递到增强相颗粒处.
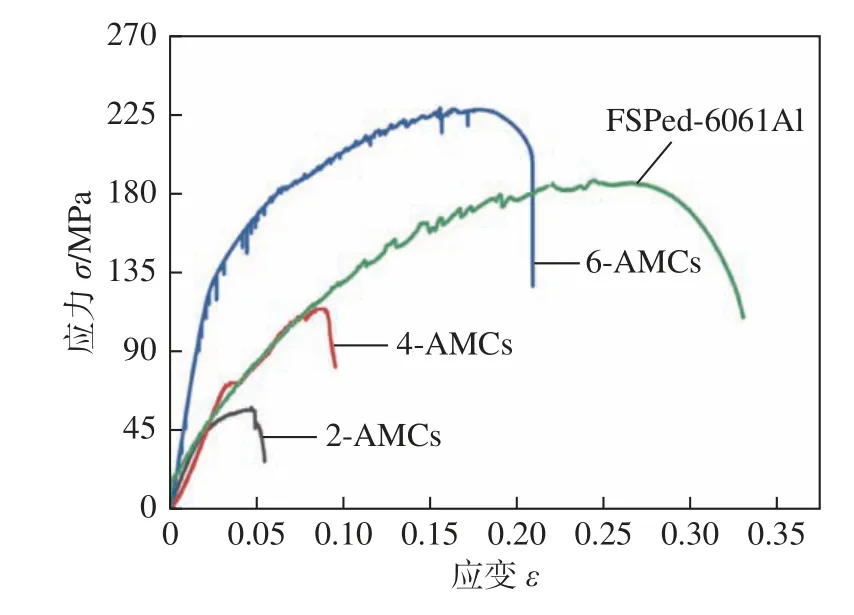
图12 不同加工道次下AlCoCrFeNi2.1/6061Al 复合材料应力-应变曲线Fig.12 Stress-strain curve of AlCoCrFeNi2.1/6061Al composite at different passes
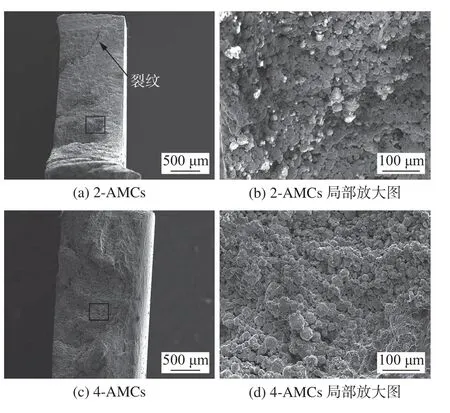
图13 拉伸试样断口形貌Fig.13 Fracture morphology of tensile sample.(a) 2-AMCs;(b) partial enlarged details of 2-AMCs;(c) 4-AMCs;(d) partial enlarged details of 4-AMCs
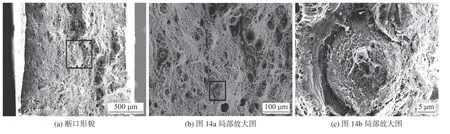
图14 6-AMCs 拉伸试样断口形貌Fig.14 Fracture morphology of 6-AMCs tensile sample.(a) fracture morphology;(b) partial enlarged details in Fig.14a;(c) partial enlarged details in Fig.14b
为了明确添加HEA 增强相颗粒对试样拉伸断裂过程的影响,进一步对比了6-AMCs 与FSPed-6061Al 拉伸试样SEM 断口形貌,如图15 所示,可以发现两者均呈现出典型的韧窝形貌,表明断裂机制为韧性断裂.局部区域放大图显示韧窝更加明显,不添加颗粒时的韧窝深而大(图15b),添加颗粒后的韧窝浅而细密(图15d),说明添加HEA 增强相颗粒后材料塑性降低,这主要归因于增强相颗粒的高硬度和高强度使得其难以发生塑性变形,同时也与应力-应变曲线中添加HEA 颗粒导致断后伸长率下降的现象相对应.
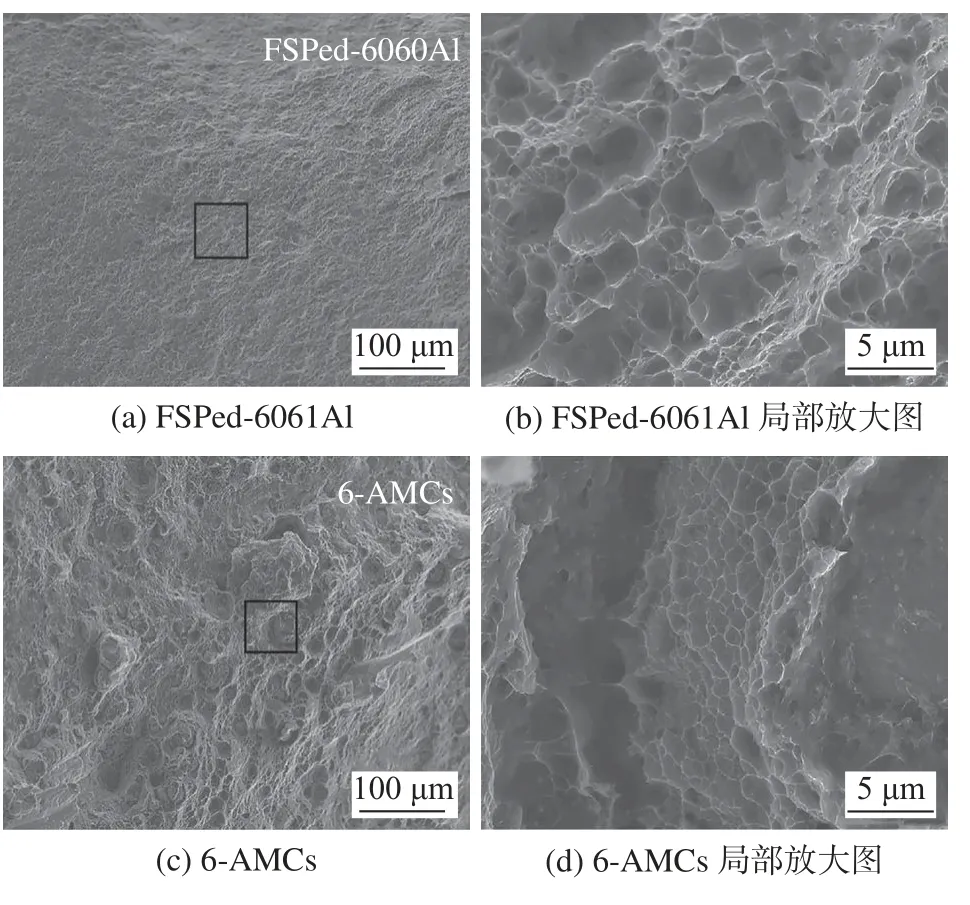
图15 拉伸试样断口形貌Fig.15 Fracture morphology of tensile samples.(a)FSPed-6061Al;(b) partial enlarged details of FSPed-6061Al;(c) 6-AMCs;(d) partial enlarged details of 6-AMCs
综上所述,加工道次的增加使复合材料的强度和塑性都有所提高,通过对断口形貌、颗粒分布情况、界面结合状态并综合晶粒尺寸变化的分析,明确了FSP 制备AlCoCrFeNi2.1/6061Al 复合材料的主要强化机制有:①载荷传递效应.良好的界面结合使载荷能够有效地从铝合金基体转移到HEA 硬质颗粒,从而提高了复合材料的抗拉强度;② 弥散强化.随加工道次增加,细小的HEA 硬质颗粒逐渐弥散分布于铝合金基体中,有效阻碍了位错的滑移,从而显著提高材料的强度;③细晶强化.搅拌摩擦加工过程中剧烈的热-力耦合作用和HEA 硬质颗粒的钉扎作用共同使基体组织得到显著细化,不仅提高了材料的强度,也大幅改善了材料的塑韧性.此外,随加工道次增加,缺陷含量的降低也较大程度上提升了复合材料的抗拉强度.
3 结论
(1) FSP 道次的增加可显著改善AlCoCrFeNi2.1/6061Al 复合材料中颗粒分布均匀性,使团聚现象减少,缺陷含量降低.同时,基体与增强相颗粒间形成的界面扩散层是实现良好冶金结合的关键,随着加工道次的增加,界面层厚度不断增大.
(2) FSP 作用及AlCoCrFeNi2.1粉末颗粒添加均使复合材料组织显著细化,且晶粒由基体的轧制态晶粒变为等轴晶粒.6 道次FSP 使铝合金晶粒尺寸从200 μm 细化为8.12 μm,加入HEA 颗粒后进一步使晶粒从8.12 μm 细化为3.63 μm.
(3) 随着FSP 道次的增加,复合材料的抗拉强度及断后伸长率均有所提高,6 道次AlCoCrFeNi2.1/6061Al 复合材料的抗拉强度223 MPa 最佳.2,4 道次下复合材料断口存在明显的缺陷及颗粒聚集,而6 道次下复合材料断口为大量韧窝,呈韧性断裂.高熵合金颗粒增强铝基复合材料的主要强化机制为载荷传递效应、细晶强化和弥散强化.
猜你喜欢
科技视界(2022年21期)2022-11-08
钢铁钒钛(2022年4期)2022-09-20
金属热处理(2022年2期)2022-03-16
速读·中旬(2021年10期)2021-10-14
快乐学习报·教师周刊(2021年6期)2021-09-10
科技视界(2019年7期)2019-05-13
东方教育(2018年3期)2018-03-30
科技创新与应用(2017年34期)2017-12-12
科技资讯(2017年24期)2017-09-15
科学与财富(2016年28期)2016-10-14
