基于PLC 的刮板输送机自动张紧控制装置设计研究
2022-07-14 10:04冀明文
机械管理开发 2022年6期
冀明文
(山西西山晋兴能源有限责任公司, 山西 吕梁 033000)
引言
随着煤矿高产、高效的不断推进,综采工作面刮板输送机作为原煤运输的主要设备,也朝着大运量、长运距和大功率方向发展。刮板链是刮板输送机的牵引机构,其运行工作状态影响煤矿的生产效率[1]。刮板输送机的自动张紧控制系统在煤矿井下复杂工况下易出现不能正常收缩、卡链以及响应慢等故障,为了实现在线监测,需要对其性能进行分析。当刮板输送机停止运行时,需要给刮板链施加一定量的张紧力,以确保刮板链与巷道底板间的悬垂度。正常运行时刮板链张力应在合理范围内,以便设备可正常运行。受到刮板链弹性变形影响,刮板输送机长时间运行后刮板链条会出现松弛现象,需要根据现场情况对刮板链进行张紧。为此,提出一种刮板输送机自动张紧控制系统,该系统通过监测刮板链张力变化情况对张紧装置运行情况进行控制,以便达到提高刮板输送机运行效率的目的。
1 自动张紧装置控制系统工作原理
刮板输送机的自动张紧控制装置安装在刮板输送机的机尾端,主要由液压油缸、压力传感器、位移传感器、PLC 控制单元、组合开关以及液压控制单元等构成[2-3],刮板输送机自动张紧控制装置结构图如图1所示。
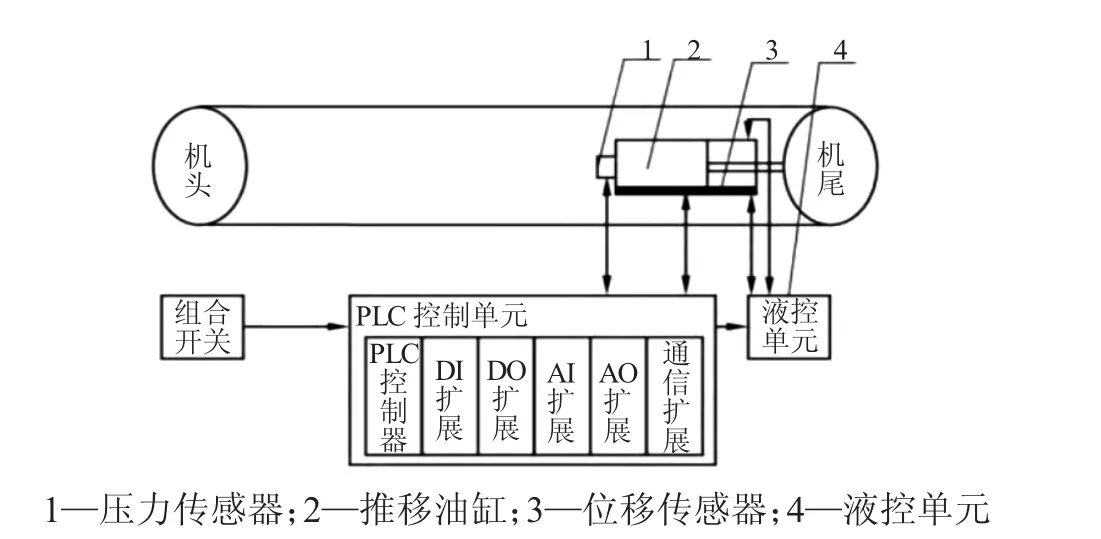
图1 刮板输送机自动张紧控制装置结构图
刮板链自动张紧装置使用各类传感器,实时监测刮板输送机电动机输入电流、电压变化参数以及液压系统液压压力、液压活塞伸缩量等,传感器监测获取到的参数首先经过PLC控制器进行A/D 转换(模拟/数字转换)后,再进行逻辑控制处理。液压控制系统依据PLC 处理结果控制液压油缸伸出或收回,并再次对位移传感器监测数据进行确定,使刮板链张紧力稳定在设定区间内。液压控制单元通过PLC 控制器控制液压油缸动作,组合开关为PLC 控制器运行提供220 V交流电。
2 自动张紧装置硬件结构及控制方案
2.1 硬件结构
自动张紧装置控制核心为PLC 控制器,选用型号为FX2N 系列,具备稳定性强、扩展性能好以及接口丰富等优点,具体PLC 控制器各主要功能模块结构参数如表1 所示。

表1 PLC 控制器各主要功能模块结构参数
采用的压力传感器型号为CYB-36S-2-I,具有便于调试、精度高以及多量程等优点,选用的位移传感器型号为ZBT-24-2-I,具有测量精度高、安装便捷以及使用方便等优点。
2.2 控制方案
刮板输送机自动张紧装置自动张紧方案控制流程如下页图2 所示。控制方案使用FB 语言编写,可通过PLC 控制器中的单片机进行运行控制。自动张紧装置运行有自动、手动两种控制模式,一般情况下仅使用自动控制模式,手动控制模式为自动控制模式的补充。控制程序运行时,首先需要进行初始化处理,确保自动张紧装置各按钮均处于初始功能状态,保护装置处于未启动状态。同时,清理PLC 控制器内各变量、确保PLC 控制器可平稳运行。
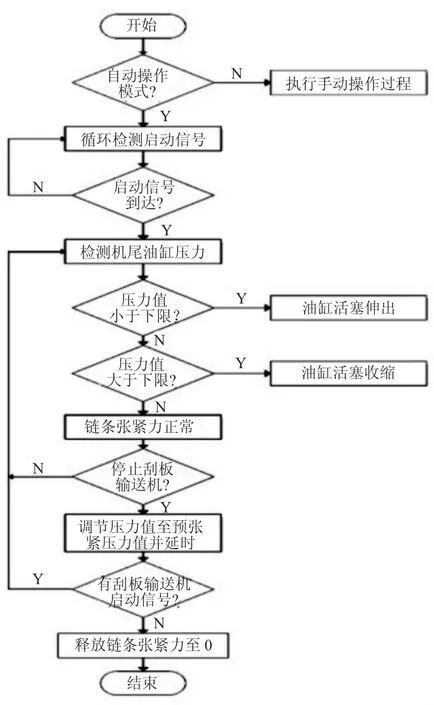
图2 自动张紧方案控制流程
当PLC 控制器接收到启动信号后,检测液压装置油缸底部压力。若压力小于设定值时,则推移油缸小幅动作,并在动作过程中持续对推移油缸底部压力进行测定,确保底部压力达到设计值。若检测到推移油缸底部液压值在正常范围内,首先判定是否接收到刮板输送机停机指令,若未接收到的停机指令,则循环检测液压油缸底部压力。若接收到停机指令,则液压油缸缓慢收缩液压活塞,使刮板链张紧力处于允许范围内的最低值,即液压油缸底部压力为压力下限值。同时延时T 时间,在此时间范围内,若未接收到启动指令,则保持液压油缸不动作。若接收到新的启动指令后,再次对液压油缸底部压力进行检查,并调整液压油缸动作情况,确保液压油缸底部压力在合理范围内[4-5]。
3 应用效果分析
斜沟矿设计年产能为1500 万t,主采的8 号、9号煤层赋存稳定,煤层厚度3.9 m、倾角5°,现井下有18203 综采工作面处于回采阶段。综采面采用型号MG700/1740-WD 采煤机、型号为SGZ730/320 的刮板输送机进行煤炭运输。工作面设计倾向长度为200 m、走向推进长度为1580 m。为了提高刮板输送机运行效率,将自动张紧装置控制系统应用到综采面刮板输送机上,具体使用的张紧装置参数如表2 所示。

表2 张紧装置参数
现场耗时1 d 完成安装调试工作,在后续应用过程中发现,随着刮板输送机使用时间的增加,刮板链受到的张力呈现缓慢下降趋势,当PLC 控制器监测到刮板链张紧力不在设定允许范围内,PLC 控制会向液压控制单元发出指令,液压油缸通过伸出或者收缩活塞来实现对链条张紧力进行调控。
在综采面内对自动张紧装置控制系统运行监测共计6 个月,现场监测发现,该控制系统可依据现场情况对刮板输送机刮板链张紧情况进行调整,在监测期间刮板链链条事故仅出现过1 次,刮板链故障发生率平均为0.17 次/月,较使用前的0.5 次/月明显降低。使用自动张紧装置后,基本避免人工张紧刮板链操作,不仅降低了作业人员劳动强度,而且提高了刮板输送机工作效率。
4 结语
刮板输送机是矿井采煤工作面重要的生产、运输设备,随着采煤工作面切眼斜长增加,刮板输送机在运行过程中,刮板链受到的张力不断增加。随着运行时间的增加,刮板链在载荷作业下会出现一定的弹性变形,从而导致刮板输送机在后续使用过程中频繁出现卡链等故障。本文基于PLC 控制技术设计的刮板输送机自动张紧控制系统,可依据刮板输送机使用情况自动调整刮板链张紧力,提高刮板输送机工作效率,并降低故障发生率。现场应用后,刮板输送机刮板链始终在设定张力范围内,故障发生概率大幅减少,提高了自动化程度,降低了工人的劳动强度。
猜你喜欢
中国金属通报(2021年21期)2021-11-19
建材发展导向(2021年6期)2021-06-09
科学与财富(2021年35期)2021-05-10
矿山机械(2021年3期)2021-03-25
中国新技术新产品(2016年21期)2016-12-08
山东工业技术(2015年1期)2015-03-16
中国新技术新产品(2014年12期)2014-11-16
中国新技术新产品(2014年1期)2014-11-16
汽车零部件(2014年5期)2014-11-11
筑路机械与施工机械化(2014年3期)2014-03-01