
集流盘自动上下料机
2022-07-16 11:54冉昌林蔡汉钢
科学与财富 2022年4期
冉昌林 蔡汉钢
摘 要:在电池生产过程中,集流盘需要放置在焊接设备的上料位,机械手拾取集流盘至焊接区进行焊接,集流盘焊接环节是制约整个产线生产效率的关键环节。本文中的集流盘自动上下料机构中,上料区与下料区的底部均安装有用于与上料小车配合的流利条,上料区安装有自动上料机构,自动上料机构用于抬升上料小车上满载物料的物料盘,下料区安装有自动下料机构,自动下料机构用于堆叠未装载物料的空物料盘,支架的顶部设有移料机构,用于将上料区的空料盘移送至下料区。集流盘自动上料焊接设备,安装的流利条方便上料小车进入,自动上料机构、自动下料机构和移料机构相互配合实现物料盘的自动上下料,提高了集流盘自动化生产效率,有效降低了集流盘损坏率。
关键字:电池;集流盘;上料;下料;焊接;
一、 绪论
1.1 集流盘上下料机构的应用背景
研究目的与意义
动力锂电池作为新能源产业的核心部件,其技术发展及改进备受关注。在锂离子电池的生产过程中,需要将揉平后并入壳的电芯与集流盘进行焊接。技术发展很长时间内,集流盘焊接通常采用人工的方式,人工将集流盘逐一上料,耗费大量人力,人工成本高、工作效率低,难以满足生产需求。
集流盘的自动化生产成了电池加工领域迫待突破的瓶颈,本文中的集流盘自动上下料机构解决了目前集流盘正是实现了这一瓶颈的突破,解决了集流盘上料依赖人工导致电池制造成本高的缺陷,实现了低成本高效生产。
二、 设备概况
2.1 设备名称及规格
本文所研究的设备名称为集流盘自动上下料设备。本文的集流盘自动上下料机构,能够实现集流盘自动上下料。
本文所提及的集流盘直径32~60mm(含极柱高度);设备产能/节拍:电芯分选节拍25PPM;合格率:99.8%;时间稼动率≥98%。
本文所提及的集流盘自动上下料设备的设备规格:约长2.4m*宽0.78m*高1.4m;设备重量:最大件重量<300KG;系统功率:3KW; 设备重量:最大件重量<300KG;系统功率:3KW
本文所提及的集流盘自动上料机的设备规格为约长;产能/节拍:电芯分选节拍25PPM;合格率:99.8%;时间稼动率≥98%(说明:稼动率=在作业的时间/整日的上班时间)。
2.2 设备结构组成
2.3.1 设备系统的结构组成
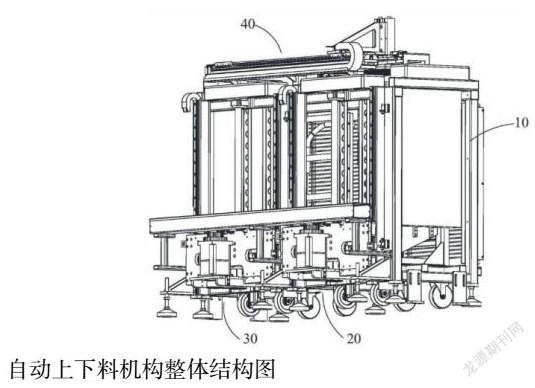
集流盘自动上下料机构包括:自动上料机构、移料机构及自动下料机构;自动上料机构用于抬升上料小车上满载物料的物料盘,移料机构用于将所述上料区的空料盘移送至所述下料区,自动下料机构用于用于堆叠未装载物料的空物料盘;三个机构相互配合实现物料盘的自动上下料。
2.3.2 主要设备介绍
(1)自动上、下料机构
自动上料机构包括升降驱动单元及载物台,升降驱动单元的驱动端与载物台相连以驱动载物台在上料区的竖直方向运动。升降驱动单元包括丝杠机构及与丝杠机构传动连接的旋转电机,支架上平行于丝杠机构的丝杆设置有滑道。载物台包括升降板、直线驱动单元及安装在升降板相对两侧的两个支撑立板,两个所述直线驱动单元安装在升降板上,两个支撑立板设置在物料盘的下方,升降驱动单元与升降板传动连接,两个直线驱动单元与两个支撑立板一一对应驱动连接。
自动下料机构与自动下料机构结构相同。
(2)移料機构
移料机构包括水平驱动单元及与水平驱动单元传动连接的拾取单元。当位于上料区最顶部的物料盘内的集流盘被取完后,拾取单元抓取该空物料盘,并在水平驱动单元的驱动下将空物料盘移送至下料区,然后经由自动下料机构将堆叠的空物料盘转移到上料小车上。其中,拾取单元为吸盘结构或者夹爪结构。
2.3 设备结构主要功能
集流盘自动上下料设备包括自动上料机构、自动下料机构及移料机构,自动上料机构、自动下料机构和移料机构相互配合实现物料盘的自动上下料,提高上料效率,降低人工成本。主要功能特点:
(1)全自动上下料,节约了人工成本,实现了低成本高效生产;
(2)传感器检测精准定位,实现精准上料;
(3)在加减速运动状态下,集流盘上料传送平稳顺畅,不会出现掉料、卡死等现象;
(4)凹槽尺寸调节顺畅,可适应多尺寸集流盘上下料
(5)安全防护,上下料区装有防护光栅,当被触发时,启动启动防护程序,停止各驱动单元的运行。
2.4 设备安装使用条件
2.6.1 现场环境要求
本文集流盘自动上下料设备的运行环境温度在-10℃~45℃范围内,相对湿度<75%HR,洁净度为100万级/million。
2.6.2 电力要求
本文集流盘自动上下料设备的主电源为三相五线的,其电压为415V~460V;电压波动小于10%,电源功率为20 KW。圆柱电芯分选设备需要接地,要求车间接地良好。
2.6.4对地面承重载荷要求
本文集流盘自动上下料设备的最大件重量<300KG,要求地面承重要求158≥kg/平方米。
2.6.5能源消耗
集流盘自动上下料机理论总功率为3KW,实际功率为2.5,同时使用系数0.83。
2.5.设备合格标准
在设备经过预验收合格之后,在终验收阶段也需要满足CMK>1.67;当CMK>1.67时,终验收合格;当CMK≤1.67时,需要给出具体达CMK>1.67条件的整改措施,并保证在下次终验收前完成整改,且本次终验收不合格。
对于样本取样的条件,在保证同批次原材料与设备合同需求节拍能力满足的情况下,在开始工作的1小时内完成所有取样工作,平均时间间隔内抽样10组数据,每组数据连续取样50~80个;当设备最大节拍能力达不到要求时或当同批次原材料量不能满足取样要求,可将总的取样时间加长,共取10组数据,或者减少每组连续取样的样品数,但仍需保证每组连续取样数据不低于50个样品。
结 论
本文的集流盘自动上下料机构包括自动上料机构、移料机构及自动下料机构;自动上料机构用于抬升上料小车上满载物料的物料盘,移料机构用于将所述上料区的空料盘移送至所述下料区,自动下料机构用于用于堆叠未装载物料的空物料盘;三个机构相互配合实现物料盘的自动上下料,可适应多尺寸集流盘传送,解决了目前集流盘上料依赖人工导致电池制造成本高的缺陷,实现了低成本高效生产,集流盘上料传送平稳顺畅。
作者简介:
冉昌林, 性别男,生日1984.12.06,籍贯湖北,学历本科,单位武汉逸飞激光股份有限公司,技术中心,职称副总,主要研究方向 新能源智能自动化领域
蔡汉钢, 性别男,生日1975.04.13,籍贯湖北武汉,学历本科,单位武汉逸飞激光股份有限公司,技术中心,职称研发经理,主要研究方向 新能源智能自动化领域。
猜你喜欢
汽车实用技术(2022年7期)2022-04-20
房地产导刊(2020年11期)2020-12-28
流体机械(2020年8期)2020-09-15
铁道通信信号(2019年4期)2019-10-10
制造技术与机床(2017年10期)2017-11-28
石油管材与仪器(2017年4期)2017-09-11
通信电源技术(2016年1期)2016-04-16
中国工程咨询(2012年6期)2012-02-16
四川水泥(2010年3期)2010-09-13
