全钢轻型载重子午线轮胎高温硫化工艺研究
2022-07-19 07:01高水锋吴群华杨振环
轮胎工业 2022年2期
徐 伟,高水锋,吴群华,杨振环
(杭州朝阳橡胶有限公司,浙江 杭州 310018)
在轮胎生产过程中,硫化是保证轮胎产品质量的关键步骤[1-3],轮胎硫化工艺直接影响轮胎的热传导,从而影响其各项性能[4-6]。
全钢轻型载重子午线轮胎的自身质量较小,与轿车子午线轮胎相近,但其硫化温度却与轿车子午线轮胎相差很大。
为了验证高温硫化工艺对轻型载重子午线轮胎产品质量的影响,本工作通过调整硫化温度,进行温度场及硫化状态的全面解析,设计适合轻型载重子午线轮胎的高温硫化工艺,以在保证轮胎质量的前提下提升硫化效率。
1 实验
1.1 方案设计
轮胎正常硫化工艺和高温硫化工艺的温度设计方案见表1。

表1 轮胎正常硫化工艺和高温硫化工艺的温度 ℃
1.2 主要设备和仪器
LLJ1680×4580×2B型双模硫化机,桂林橡胶机械有限公司产品;工程机械轮胎版硫化测温仪,华南理工大学产品;RPA2000橡胶加工分析仪,高铁检测仪器(东莞)有限公司产品。
1.3 硫化工艺
目前,轻型载重子午线轮胎多采用氮气硫化工艺,目的是节能和提效,同时硫化管路较蒸汽硫化工艺简洁明了。
本试验采用高温蒸汽加氮气的硫化工艺,高温蒸汽主要是为轮胎硫化提供所需要的热量,氮气主要是为轮胎硫化过程提供压力,进而保证轮胎胶料的致密程度。轮胎具体硫化工艺条件见表2,其中A为可调整时间。
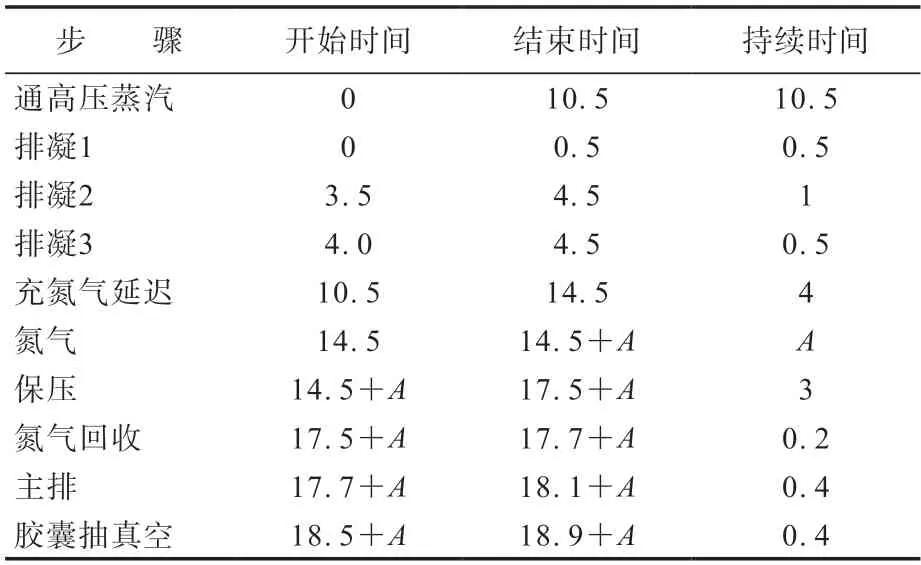
表2 轮胎硫化工艺条件 min
1.4 测试分析
利用工程机械轮胎版硫化测温仪检测轮胎硫化过程中各主要部位的温度,通过RPA2000橡胶加工分析仪测得的转矩-时间曲线表征胶料的物理性能变化情况。
2 结果与讨论
2.1 轮胎硫化温度分析
为了分析不同的硫化工艺,在硫化过程中对轮胎温度影响较大的胎肩、胎侧和胎圈3个位置进行温度测定,布线位置如图1所示。

图1 轮胎温度测定位置示意
不同硫化工艺轮胎各部位上下模温差对比如图2所示。

图2 不同硫化工艺轮胎各部位上下模温差对比
由图2可见:采用高温硫化工艺,轮胎胎肩和胎圈部位的温差处于指标范围之内,满足技术要求;而胎侧部位的温差大于正常硫化工艺,会影响胎侧的物理性能。因此,需要进一步对胎侧胶料性能进行确认。
2.2 轮胎气泡点测试
轮胎的硫化时间取决于轮胎硫化最慢点部位的气泡点时间,当气泡点消失后就可以撤压,硫化机可以开缸,结束整个硫化历程。因此通过硫化气泡点测试,也可以直观地看出轮胎硫化工艺的合理性。
轮胎硫化临界点气泡见图3,轮胎硫化气泡点测试结果见图4。在试验过程中发现,采用高温硫化工艺轮胎的气泡点消失时间较正常硫化工艺短,高温硫化工艺在保证轮胎开缸时硫化程度的一致性的前提下可以缩短硫化时间。

图3 轮胎硫化临界点气泡
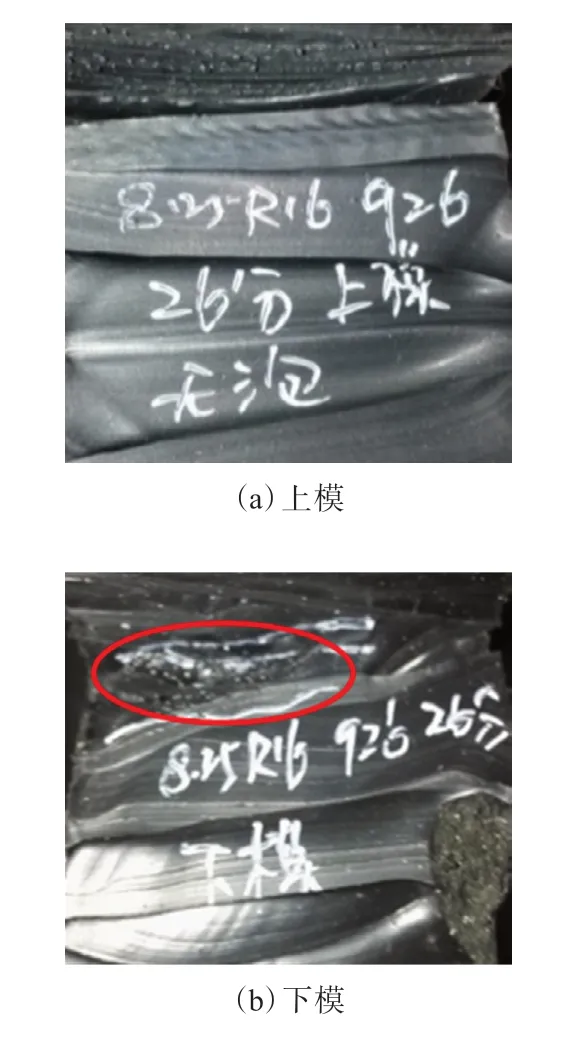
图4 轮胎硫化气泡点测试结果
2.3 轮胎胶料性能
变温分析是指在温度随时间变化(变化快慢模拟工艺过程实际情况)的条件下,检测胶料在不同温度下的性能变化。例如,用变温分析检测轮胎硫化情况,将轮胎实际硫化过程中每个部位胶料测温数值输入RPA2000橡胶加工分析仪中,用变温分析测出正硫化时间,并与实际硫化条件相比较,可为配方和结构设计的改进及硫化条件的修订提供依据。
本研究通过对轮胎关键部位胶料进行变温硫化分析,确认高温硫化工艺对轮胎性能的影响。轮胎胎面胶、胎肩垫胶、带束层胶及基部胶的转矩-时间曲线如图5所示。

图5 轮胎各部位胶料变温硫化分析
由图5可以看出,在高温硫化过程中随着硫化时间的延长,各关键部位胶料的性能均处于上升或最佳状态,说明采用高温硫化工艺不会造成这些部位性能的损失,仍处于胶料最佳性能区间。
3 结论
(1)全钢轻型载重子午线轮胎采用不同于其他载重子午线轮胎的高温硫化工艺是可行的,只要硫化程度控制在合理的范围内,就可以保证轮胎的综合性能,同时可以提升硫化效率。
(2)利用气泡点试验结合RPA2000橡胶加工分析仪硫化变温分析,可以很好地评价硫化工艺的合理性,进行硫化工艺的优化及评价。
(3)全钢轻型载重子午线轮胎的硫化温度调整会对轮胎上下模温差造成影响,故上下模温差是轮胎硫化工艺实施中必须要考虑并评价的一环。
猜你喜欢
英语文摘(2022年9期)2022-10-26
轮胎工业(2022年9期)2022-09-30
空气动力学学报(2022年3期)2022-07-13
新潮电子(2021年7期)2021-08-14
大经贸(2020年1期)2020-04-07
儿童故事画报·发现号趣味百科(2019年9期)2019-02-02
知识就是力量(2018年3期)2018-03-08
幼儿教育·父母孩子版(2017年12期)2018-02-28
世界热带农业信息(2016年12期)2017-05-23
科普童话·神秘大侦探(2017年3期)2017-03-16