一种烟叶加料机蒸汽温控系统应用研究
2022-07-22 08:00唐文尧冯焕芬夏同行
现代制造技术与装备 2022年5期
唐文尧 冯焕芬 姚 睿 郑 超 夏同行
(贵州中烟工业有限责任公司遵义卷烟厂,遵义 563000)
烟叶制丝加料作为制丝的关键工序之一,其工艺质量直接影响最终成品卷烟抽吸感官品质。加料出口物料温度是该工序的核心工艺参数之一。当温度较低时,烟叶无法充分伸展、松散,会有较多结团,不利于料液吸收,并导致烟叶含水不均;当温度较高时,料液挥发严重,同样不利于料液吸收,同时会影响叶片色泽,导致下一工序贮叶时,烟叶从更高温度降至室温,会使烟叶水分有更大的蒸发流失[1]。因此,在制定加料出口物料温度相关工艺标准时,工艺人员会多次试验来测试合适的出口物料温度,并要求生产设备尽可能满足标准要求。
1 生产现场设备硬件需求
笔者所在工厂生产现场为SJ1201 型加料机,蒸汽温控系统示意图如图1 所示。
该温控系统同样采用出入口端两侧同时直喷饱和蒸汽进行温度调节。蒸汽源压强为200 Pa,在入口端由PID 方式控制气动薄膜阀阀门开度。蒸汽喷射口位于入口物料振槽下方,从而实现温控系统对出口物料温度实现精确控制。出口端由手动减压阀将蒸汽压强降至100 Pa,在出口端滚筒上侧处直喷补偿蒸汽。在批次开始前,由可编程逻辑控制器(Programmable Logic Controller,PLC)采集当前烟叶牌号、现场温度以及蒸汽源压强等数据,并与数据库数据进行比对,自动设定适当出口端阀门开度。在整个批次生产时,保持该开度不变,扩大温控系统控制范围,降低不同外部因素对出口物料温度的影响。生产现场安装温湿度计,与制丝集控系统PLC 进行单边通信,实时采集现场温湿度。在蒸汽源及出口端,手动减压阀后安装压力变送器,利用PLC 实时采集生产全程蒸汽压强,从而减小蒸汽压强波动对出口物料温度的影响。在出口端手动减压阀后安装蒸汽质量流量计,以批次为单位采集补偿蒸汽累积量[2]。
2 制丝集控系统及数据库建立需求
制丝集控系统由西门子1500 系列PLC 与现场ET200S 子站箱为核心组成。PLC 通过现场子站箱内数模输出模块对气动薄膜阀开度进行精确控制,数模输入模块采集现场其余设备如温湿度计、压力变送器等反馈的各项实时数据,并以此调节输出控制,形成完整的控制闭环系统。
数据库主要包含烟叶工艺数据和外部影响因素数据两方面内容[3]。一方面,烟叶工艺数据。对于各个品牌烟叶,数据库提前录入对应烟叶品牌牌号、烟叶配方以及该工序对应的工艺参数。加料前端工序为通过隧道式回潮机对预混后烟叶进行增温增湿,因此加料段来料烟叶水分温度非常稳定,仅需进行品牌牌号比对即可确定来料烟叶水分温度。另一方面,外部影响因素数据。工艺人员通过正交试验,以实际生产为蓝本,试验变量包括现场温、湿度,烟叶品牌及配方、蒸汽压强以及出口端薄膜阀阀门开度。分析入口端薄膜阀设计结构可知,当阀门开度控制范围在50%附近时,蒸汽流量最稳定,对烟叶增温效果最合适,因此以此作为正交试验输出结果最佳。通过大量正交试验后,计算各项变量权重后可得如下结果:对于给定品牌配方烟叶,在某一环境温湿度、蒸汽源压强情况下,可设定一个合适的出口端补偿蒸汽阀门开度,使得入口端阀门开度控制范围在50%附近,并以此录入数据库。表1 为部分最优解试验数据。
由表1 试验数据可知,对于品牌配方为GY(KY)的烟叶,在现场温度34 ℃、湿度为53%、生产源压强为210 Pa 的生产环境下,批次开始时,将出口端阀门开度固定设置为30%,即可使得入口端阀门开度范围在50%左右。因为不同品牌配方烟叶总质量不同导致蒸汽累积量不同,所以蒸汽累积量用作参考量,仅在有大幅变化时进行报警提示。
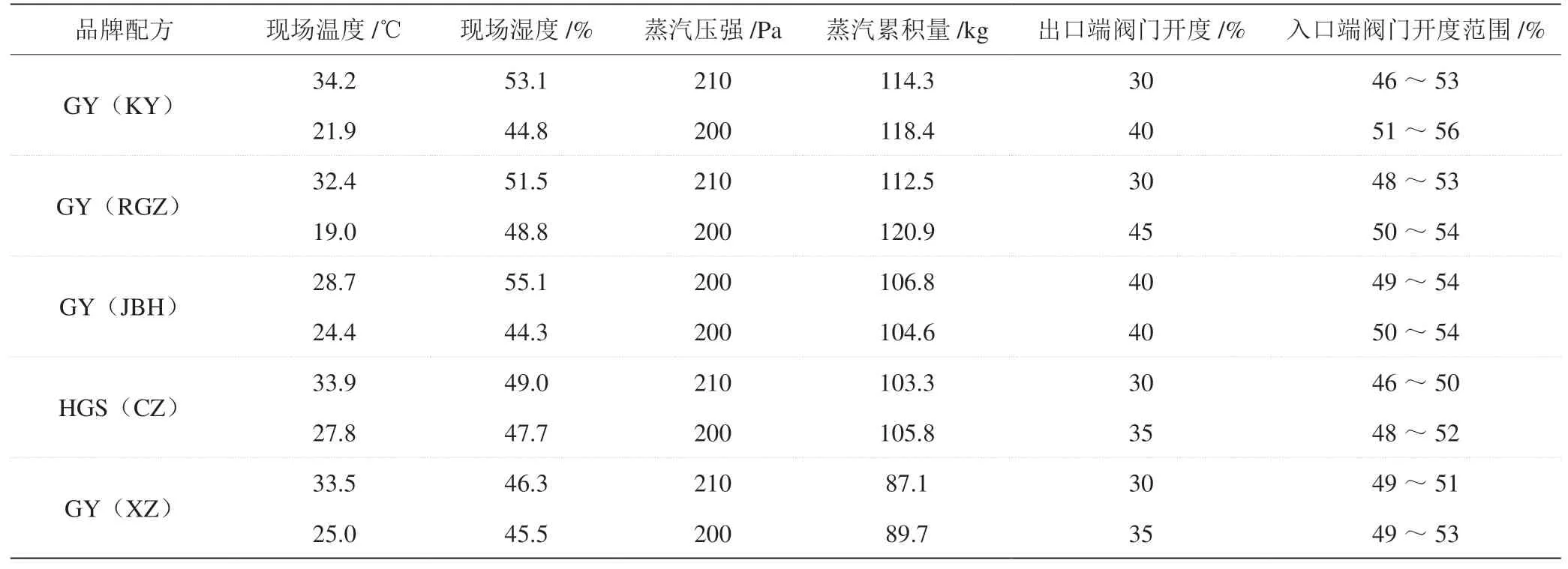
表1 试验数据表
3 控制程序及人机交互设计思路
笔者所在生产线制丝集控系统基于西门子1500系列PLC、TIA 博图进行组态编程,使用WINCC 进行人机交互控制,生产协同系统可自行建立数据库,供给WINCC 或TIA 访问[4-5]。因此,该温控系统可在现有设备基础上进行优化改进。
(1)将薄膜阀、温湿度计、流量计等硬件设备通信诊断纳入批次前通信诊断,当任一设备出现通信故障时,无法点击“批次开始”按钮并发出对应警告内容,如图2 所示。
(2)为了减少人工干预,在操作人员点击“批次开始”按钮后,PLC 自动根据采集数据对比数据库,并设定对应出口端阀门开度。在生产控制画面增加阀门开度控制栏可显示当前阀门开度,并根据访问等级高低来区分是否可以更改阀门开度,如图3 所示。
4 蒸汽温控系统效果统计
笔者分别统计温控系统改进前后各5 个批次加料段出口物料温度汇总信息,具体如表2 所示。
由表2 可知,在制丝生产线现有统计规则下,虽然改进前后出口温度合格率均能做到100%,但改进后的标准偏差和CPK 值也均有明显改善,符合工厂高质量发展要求。

表2 效果统计表
5 结语
该烟叶加料温控系统相比原系统,具有以下优点:①有效减少外部因素对工艺指标的影响;②减少人工干预,提升了系统自动化程度;③优化工艺指标,使得成品具有更高的质量指数。
猜你喜欢
电力需求侧管理(2022年5期)2022-10-14
河南科技(2022年8期)2022-05-31
科学与财富(2021年33期)2021-05-10
北京汽车(2021年2期)2021-05-07
科技信息·学术版(2021年35期)2021-01-03
发电技术(2020年3期)2020-06-29
戏剧之家(2018年21期)2018-10-19
科技创新导报(2017年20期)2017-09-13
中国科技纵横(2017年4期)2017-05-16
科技与创新(2015年1期)2015-02-04