高速卷接机组大压板调节机构压紧力计算与优化
2022-07-27 02:44梅光传洪广怀李韫哲刘辉华
包装工程 2022年13期
梅光传,洪广怀,李韫哲,刘辉华
高速卷接机组大压板调节机构压紧力计算与优化
梅光传1,洪广怀2,李韫哲2,刘辉华3
(1.中烟机械集团常德烟草机械有限责任公司,湖南 常德 415000;2.湖南大学 汽车车身先进设计与制造国家重点试验室,长沙 410082;3.湖南磐钴传动科技有限公司,长沙 410082)
为使高速卷接机组烟枪成型大压板调节机构能转动灵活且锁紧可靠,有必要减小成品烟支直径与理想直径的误差。分析大压板锁紧机构与烟支直径调节机构的工作原理,研究大压板调节机制和烟支直径卷制质量。通过测试大压板压紧力,得到弹簧工作参数。优化大压板调节机构,使其自锁可靠。根据测量得到的两大压板压紧力分别为137 N和147 N,为确保大压板不分离和卷制质量良好,压缩弹簧弹力需大于209.8 N。优化后最大连杆长度值在[29.2 mm, 29.7 mm]时,大压板锁紧机构可实现自锁。大压板压紧力测算与自锁机构优化可有效地改善烟丝卷制效率,保证了烟支的成品率。
卷接机组;大压板;调节机构;压紧力
高速卷接机组生产速度为12 000支/min,烟枪成形大压板调节机构是高速卷接机组的重要装置,主要由大压板自锁机构和烟支直径调节机构组成。大压板调节机构作为对烟丝条进行第3次压缩并测量和调节烟丝条直径的关键部件。成品烟支直径与理想直径的误差要求在许用范围之内,同时要求该调节机构转动灵活,锁紧可靠。
对于机构锁紧的研究,王春月等[1]介绍锁紧机构的工作原理,建立三维模型并运用机械动力学仿真软件对其进行优化设计,得到相应的动力学曲线和最佳的参数组合,顺利实现对目标体的锁紧。李发展等[2]针对模切机肘杆机构,建立ADAMS虚拟样机仿真模型,获取机构各杆件受力与负载扭矩等性能参数,徐立峰等[3]在此基础上,建立该机构的参数化模型与优化目标函数,实现机构的参数优化,提高机构的工作精度与稳定性。邱枫等[4]针对自动化包装设备,设计新型电磁式锁紧机构,通过建立三维模型与动力学仿真模型,获取机构运动规律与运动性能。吴君[5]针对空间机械臂结构尺寸及质量分布,提出锁紧点布局方法,首先确定了最少锁紧点数量,结合锁紧点增加策略,最终确定了空间机械臂锁紧点数量及位置。韩邦成等[6]提出了一种基于机构自锁原理的可重复电磁锁紧机构,满足空间用磁悬浮飞轮在发射过程的性能需求,分析了机构在锁紧和解锁过程中锁紧力和解锁力的变化曲线,实验验证了该机构有效实现锁紧和解锁功能。
针对大压板锁紧机构容易失灵导致成品烟支直径不稳定的问题,吴泉兰等[7]对大压板锁紧机构进行了改进,将压簧锁紧方式改为“铰链”机构锁紧,提高了设备的稳定性和可靠性。周诗华等[8]则针对YJ17卷接机组生产的烟支外观端口不够平滑问题,对大压板锁紧机构原有压簧锁紧方式改进为“四连杆”机构锁紧,统计结果显示,未出现因大压板松动而引起的烟支直径圆周波动,其锁紧效果良好。
以自主研发的某型高速卷接机组为研究对象,研究大压板调节机构压紧力的计算与优化方法。通过测量调节机构球形滚珠螺丝(压头)的压紧力,计算大压板的压紧力。对调节机构进行运动分析,通过优化杆件长度实现机构的自锁。
1 调节机构工作原理
大压板调节机构由支座、板、磁铁、连杆、大压板、支架、压板和球形滚珠螺丝等组成,见图1。调节机构的翻转状态和锁紧状态通过旋转压板7进行切换。锁紧状态是调节机构的工作状态,翻转状态则是调节机构的非工作状态。
该机构处于工作状态时,通过球形滚珠螺丝8调节烟支直径大小,通过机构自锁控制支架5位置固定和烟支直径波动。
为了便于分析,大压板调节机构等效为一个平面四杆机构(图2b)。杆代表连杆4,杆可简化为带有碟簧的弹性杆,即杆为柔性体。当点在点和点连线上方时,主动件杆通过连杆作用于从动件的力,对杆产生的转矩为F。该转矩带动杆逆时针旋转,此时平面四杆机构无法自锁。当、和3点共线时,杆通过连杆作用于从动件的力,将会通过杆的回转中心,此时平面四杆机构达到死点位置,平面四杆机构实现自锁。当点在、点连线下方时,主动件杆通过连杆作用于从动件的力,会对杆产生一个转矩F,带动杆顺时针旋转,而杆逆时针旋转,根据杆和杆的相对位置关系,在某个位置杆和杆将会发生接触,阻碍杆和杆继续旋转,实现平面四杆机构的自锁。
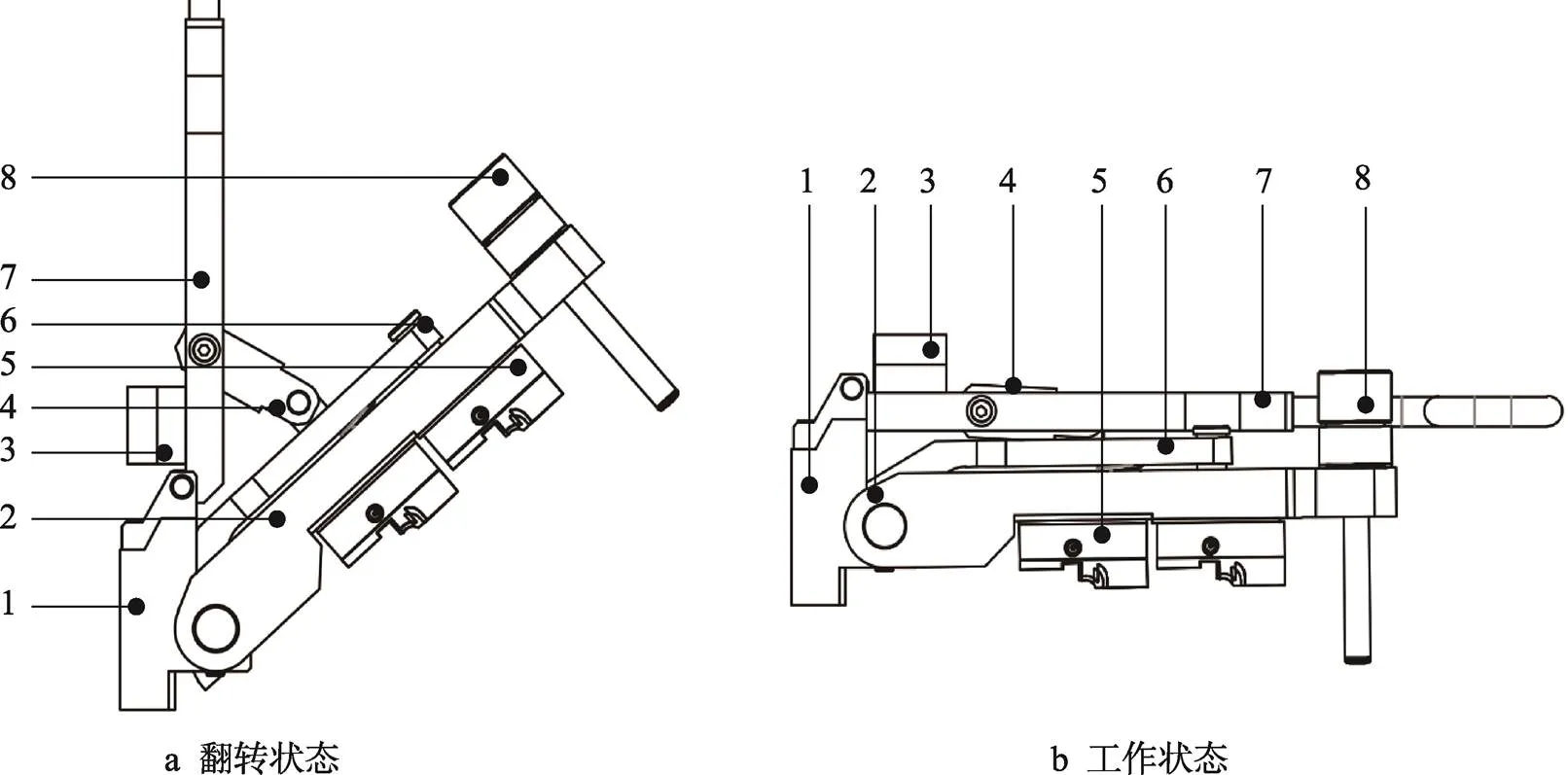
1.支座;2.板;3.磁铁;4.连杆;5.大压板;6.支架;7.压板;8.球形滚珠螺丝。

图2 大压板调节机构的结构与计算模型
运动过程中,若支架2在图2a中点处与支座1发生接触,杆将会被压缩。杆存在由压缩再到恢复最大杆长BC_max的过程,见图3。1点为杆在刚发生压缩时的点,2为大压板锁紧机构在死点位置时所在的点,3点为杆恢复最大杆长的点。点由1运动到2过程中,杆由最长变最短,杆不发生转动;点在由2运动到3过程中,杆由最短变最长,杆不发生转动。
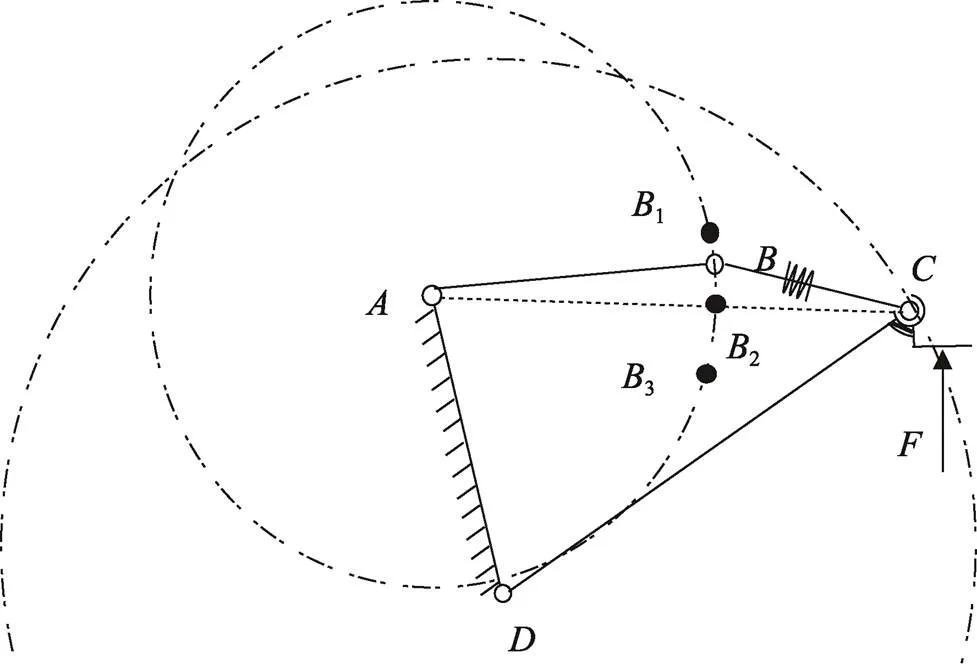
图3 连杆BC伸缩过程
2 压紧力测试与计算
大压板调节机构主要作用是测试并调节烟条直径,为保证烟支直径能符合规定的工艺要求,大压板调节机构应产生足够大的压紧力,该调节机构见图4。
由于大压板1和2的压紧力无法直接测量,需要采用间接测量的方式,具体测量步骤:如图5所示,将一张白纸夹在端面凸轮和球形滚珠螺丝之间;将尼龙绳打结成环,套在球形滚珠螺丝上;将数显式拉压测试仪的挂钩挂上尼龙绳,向上拉数显式拉压测试仪,并轻拉白纸,当白纸恰好能被拉动时记录数显式拉压测试仪的读数,得到球形滚珠螺丝1和2测量点的压力e1和e2;轴为大压板的旋转轴,用钢尺测量球形滚珠螺丝1和2测量点至旋转轴沿轴方向的距离e1和e2、大压板烟道至旋转轴沿轴方向的距离N1和N2。

1.压缩弹簧1;2.大压板2;3.大压板1;4.端面凸轮1;5.端面凸轮2;6.球形滚珠螺丝1;7.球形滚珠螺丝2;8.压缩弹簧2。
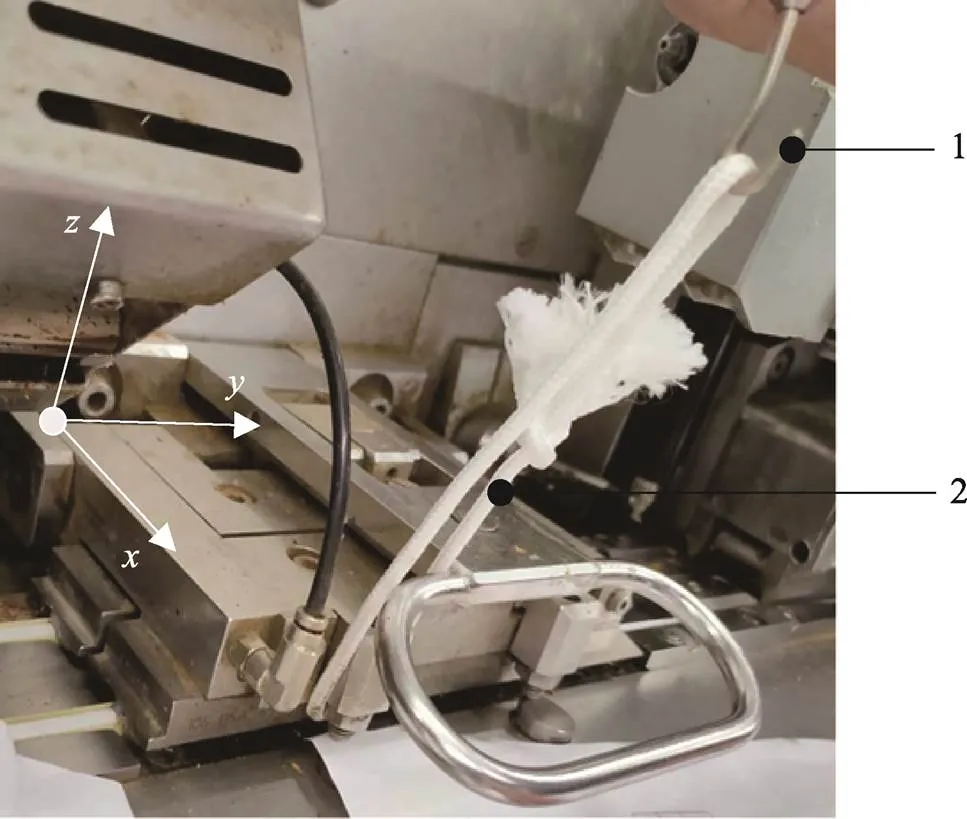
1.数显式拉压测试仪;2.尼龙绳
由臂长测试结果得到e1为105 mm,e2为105 mm,N1为88 mm,N2为50 mm;压紧力测试结果得到e1为115 N,e2为70 N。
通过计算式(1)得到大压板1和大压板2的压紧力。
(1)
式中:N1和N2为大压板1和2的压紧力;T1和T2为压缩弹簧1和2的弹力;T1和T2为弹簧1和2至旋转轴沿轴方向的距离。通过式(1)计算得到N1和N2分别为137.2 N和147.0 N,因此自主研发卷接机组大压板调节机构压紧力大于147 N时,可保证烟枪成形工序有足够压紧力。
3 调节机构分析与优化
3.1 机构分析
如图2b所示,根据大压板调节机构的零件尺寸得到杆长L约为36.00 mm、杆长L为27.7~ 28.7 mm,假设杆不被压缩,取值为28.7 mm,杆长L为62.39 mm,点坐标x=0 mm、y=36.5 mm,点坐标x=9 mm、y=0 mm。
点的运动轨迹是以点(0,36.5)为圆心,杆长AB为半径的圆,由式(2)—(4)可得杆与水平方向夹角θ和点坐标值。
(2)
(3)
(4)
式中:AB为杆的角速度,取值为30(°)/s;为时间,=[0:0.032:3.2] s。点是以(x,y)为圆心,杆长L为半径的圆与以(x,y)点为圆心,杆长L为半径的圆的交点。两圆方程见式(5)和式(6)。
(5)
(6)
联立(5)和(6)两圆方程,可以解得点坐标x和y的值。根据式(7)计算得到杆与水平方向夹角θ的值。
(7)
根据图2a可知,连杆发生压缩的条件是在图2a中处支座和支架接触。可以测得此时杆与水平方向夹角θ=27.18°。杆长BC先取最大值28.7 mm,由式(2)—(7)得到θ,然后判断θ是否小于等于27.18°,若小于等于27.18°,则连杆发生压缩,θ保持27.18°不变;若大于27.18°,则连杆不发生压缩,点和点之间距离保持最大值不变。
对大压板调节机构进行运动仿真,将大压板调节机构的三维模型导入Adams软件中,并建立其仿真模型[9-11],见图6。
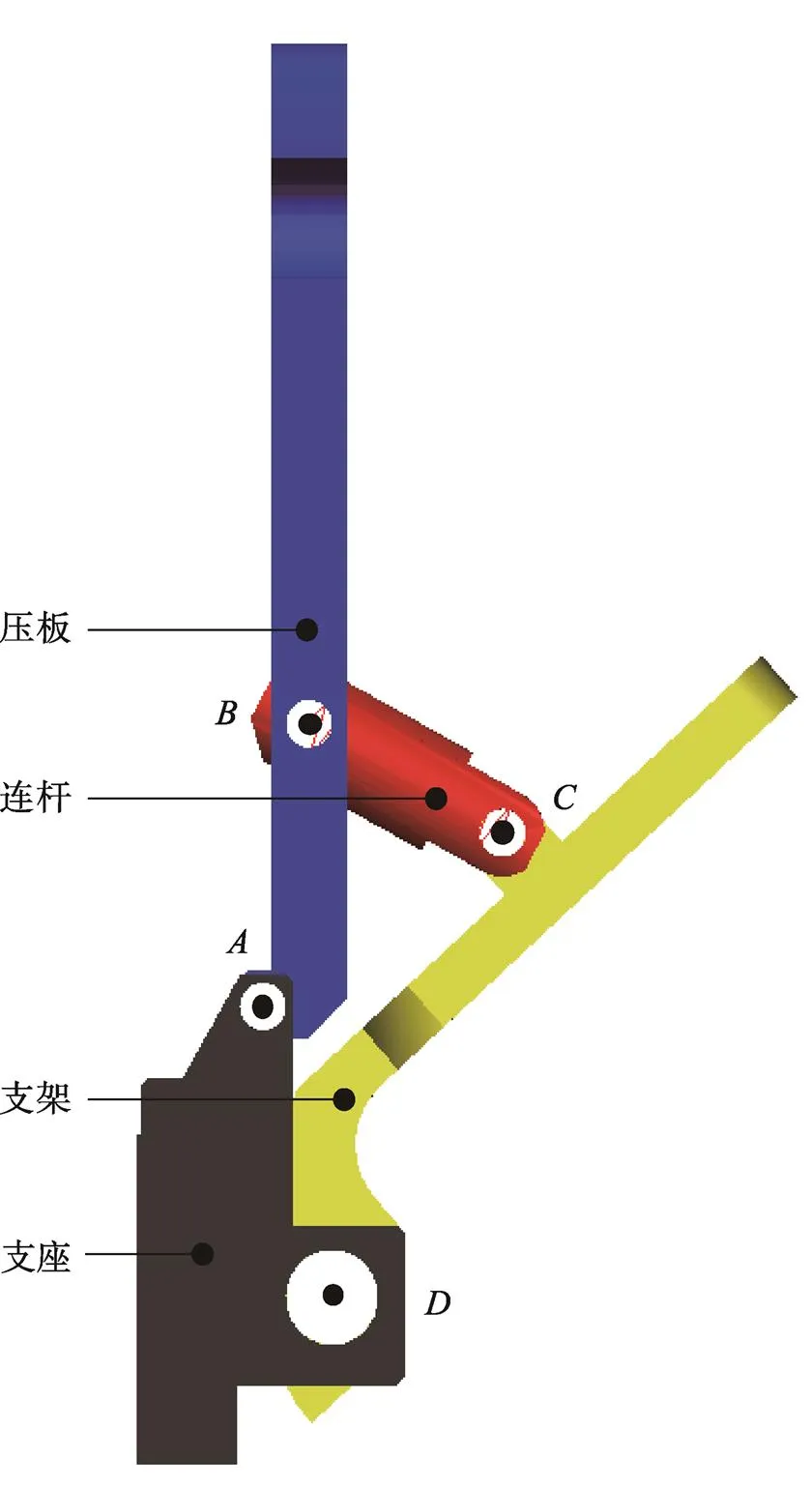
图6 大压板调节机构模型
仿真模型上共有4个关键点:支座与压板的铰链中心点、压板与连杆的铰链滑槽中心点、连杆与支架的铰链中心点以及支架与支座的铰链中心点。在、和点处添加旋转副、点添加一个点线副并在点之间添加一个非线性弹簧。非线性弹簧是模拟连杆内部的碟簧,根据德国标准[12]DIN 2092,弹力d与变形关系见式(8)。
(8)
式中:e为碟簧的外径,e=11 mm;i为碟簧的内径,i=6.2 mm;为碟簧的厚度,=0.6 mm;为弹簧压平时的变形量(取0.2 mm),为e与i的比值;碟簧系数4取值为1。
2种模型的计算结果见图7,其计算得到的θ几乎一致,在运动过程中θ的最小值为27.65°(大于27.18°),因此支座和支架不会发生接触。Adams仿真模型可以仿真和杆的接触,而理论仿真模型不能,因此图8中,仿真模型计算的自变量θ在压板和支架接触后不再变化,而理论仿真模型计算的自变量θ在压板和支架接触后仍减小。由仿真模型可以计算得到压板和支架接触时θ和θ的值分别为−10.51°和27.99°。
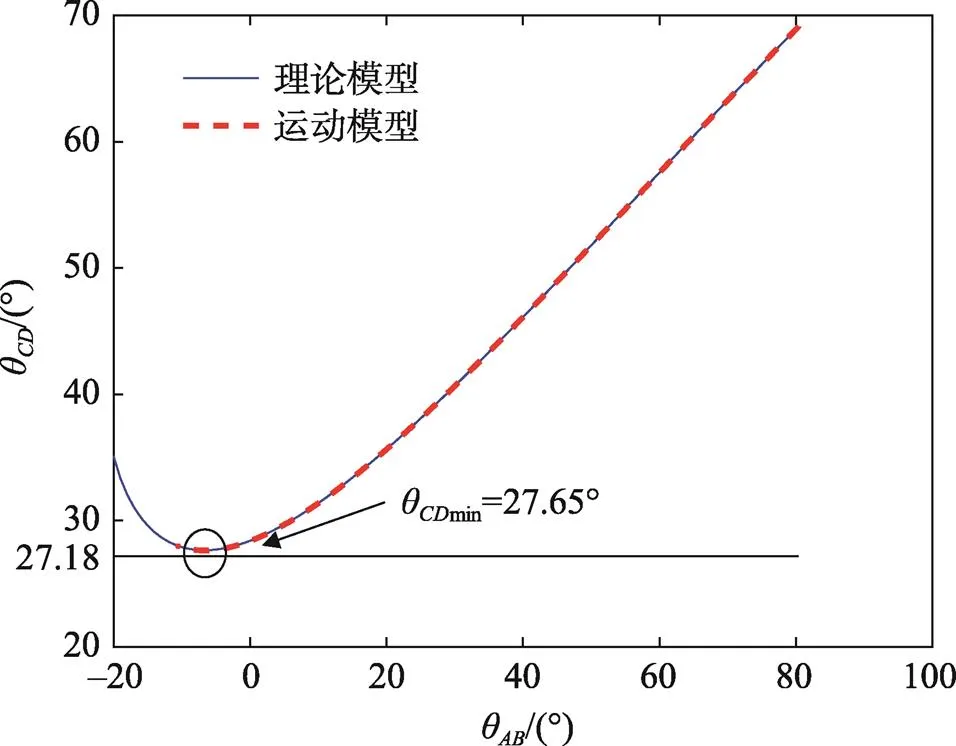
图7 θCD计算结果
由大压板锁紧机构的自锁原理可知,当点在点和点连线下方时,挤压烟条受到的反力作用在杆(支架)上,使得杆逆时针旋转。通过杆(连杆)作用于从动件的力,将会对杆产生一个转矩F,带动杆顺时针旋转,无法自锁,但由于杆和杆的空间结构,在某个位置杆和杆将会发生接触,阻碍杆和杆继续旋转:当点在点和点连线下方时,支架在θ=27.65°和θ=27.99°之间运动不受约束,支架会有0~0.34°的偏转范围,无法实现完全的自锁。
3.2 机构优化
上述分析可知大压板调节机构无法自锁,支架(杆)将会有0~0.34°的偏转,因此为了实现烟枪成形大压板调节机构的自锁可靠,需要对大压板锁紧机构进行优化。平面四杆机构的运动主要和构件的杆长有关[13-15],通过调整构件杆长对大压板自锁机构进行优化。
如图8,杆在压缩阶段时,杆始终保持固定不动,因此若保证在杆压缩阶段内,压板(杆)和支架(杆)发生接触,使得杆始终处于压缩阶段,则能实现锁紧机构的自锁。利用三维软件的装配功能,使支架和支座接触且压板和支架接触,测得此时点的坐标值为35.31 mm和坐标值为29.84 mm,计算得到θ=−10.68°。
选择调整连杆的杆长L的最大值L_max优化大压板调节机构,L的最小值L_min不变,为28.7 mm。连杆边距b(如图9)不能过小,因此设置杆长L最大值L_max不超过29.7 mm(此时边距b等于3 mm)。要保证杆长L发生压缩,L_max值要比28.7 mm更大,因此杆L取值为28.7~29.7 mm。

图8 支架与压板的接触

图9 连杆结构
为保证加工方便,L_max取值到小数点后一位。机构优化的具体流程如下。
1)建立大压板锁紧机构理论模型,输入参数、、、、、和。
2)赋予L_max初值28.8 mm。
3)赋予θ初值80.41°。
4)计算、、、和。
5)判断是否小于27.18°,若小于27.18°,则赋值为27.18°;否则,保留原值。
6)输出,判断θ是否小于−10.68°,若θ小于−10.68°,则进行步骤7;否则,θ赋值θ+1,返回步骤4。
7)判断最后输出的是否小于27.18°,若小于27.18°,赋值1,该种杆长L_max取值下,支架与支座接触时,连杆处于压缩阶段;若大于等于27.18°,赋值0,该种杆长L取值下,支架与支座接触时,连杆不处于压缩阶段。
8)判断L_max是否大于29.7 mm。若大于29.7,则结束优化;否则,L_max赋值L_max+1,返回步骤3,优化流程见图10。
优化结果见表3。L_max在[29.2 mm,29.7 mm]内,大压板自锁机构能够自锁,保证支架不会偏转。

图10 机构优化流程
表3 机构优化结果
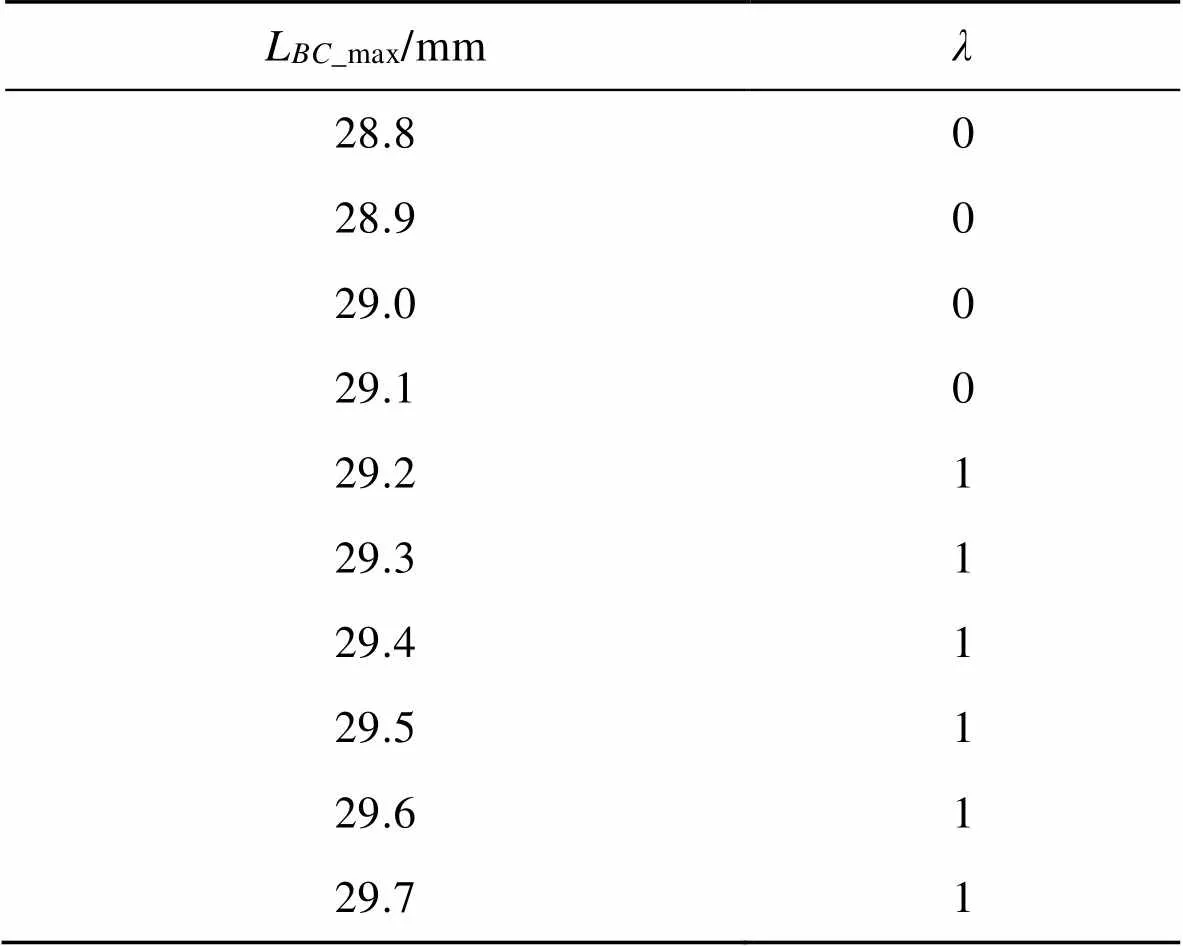
Tab.3 Optimization results of mechanism
4 结语
为提高高速卷接机组烟枪成型大压板调节机构的转动灵活性与锁紧可靠性,减小成品烟支直径与理想直径的误差,对大压板调节机构工作原理进行分析和参数优化,并对压板的压紧力进行测量,以得到良好的自锁效果。主要结论如下。
1)对卷接机组烟枪成型的两大压板的压紧力进行测试,得到压紧力分别为137 N和147 N。压缩弹簧弹力要求大于209.8 N才能使大压板与烟枪不分离,并能使烟条卷制质量良好。
2)通过对大压板锁紧机构进行优化,实现了大压板调节机构的自锁可靠。大压板锁紧机构优化后的连杆最大值为29.2~29.7 mm时,机构可实现自锁,且可提高烟条卷制的稳定性。
[1] 王春月, 白海清, 原永亮. 基于ADAMS的一种新型锁紧机构的优化设计[J]. 机械设计, 2016, 33(7): 35-38.
WANG Chun-yue, BAI Hai-qing, YUAN Yong-liang. Optimization Design of a Novel Locking Mechanism Based on ADAMS[J]. Journal of Machine Design, 2016, 33(7): 35-38.
[2] 李发展, 卢章平. 基于ADAMS模切机肘杆机构特性分析[J]. 包装工程, 2010, 31(1): 24-26.
LI Fa-zhan, LU Zhang-ping. Characteristic Analysis of the Elbow-Bar Mechanism of Die-Cutting Machine Based-on ADAMS[J]. Packaging Engineering, 2010, 31(1): 24-26.
[3] 徐立峰, 张雷. 基于ADAMS的模切机双肘杆机构优化设计研究[J]. 包装工程, 2013, 34(1): 75-78.
XU Li-feng, ZHANG Lei. Optimal Design of Dual-Elbow-Bar Mechanism of Die-Cutting Machine Based on ADAMS[J]. Packaging Engineering, 2013, 34(1): 75-78.
[4] 邱枫, 杨臻, 原永亮. 一种新型电磁式锁紧机构设计与仿真分析[J]. 包装工程, 2015, 36(17): 80-83.
QIU Feng, YANG Zhen, YUAN Yong-liang. Design and Simulation of a New Type of Electromagnetic Locking Mechanism[J]. Packaging Engineering, 2015, 36(17): 80-83.
[5] 吴君. 大承载分布式空间机械臂锁紧释放机构研究[D]. 哈尔滨: 哈尔滨工业大学, 2014: 10-17.
WU Jun. Research on Large Load and Distributed Locking-Releasing Mechanism of Space Manipulator[D]. Harbin: Harbin Institute of Technology, 2014: 10-17.
[6] 韩邦成, 刘强. 基于自锁原理的磁悬浮飞轮电磁锁紧机构[J]. 光学精密工程, 2009, 17(10): 2456-2464.
HAN Bang-cheng, LIU Qiang. Electromagnetic Locking Device Based on Self-Locking for Magnetic Suspended Flywheel[J]. Optics and Precision Engineering, 2009, 17(10): 2456-2464.
[7] 吴泉兰, 吴传绪, 蔡洪江, 等. 卷烟机铰链式大压板锁紧机构的设计与应用[J]. 设备管理与维修, 2019(5): 109-110.
WU Quan-lan, WU Chuan-xu, CAI Hong-jiang, et al. Design and Application of Hinged Large Press Plate Locking Mechanism for Cigarette Maker[J]. Plant Maintenance Engineering, 2019(5): 109-110.
[8] 周诗华, 张适洲, 吴泉兰, 等. YJ17卷烟机大压板锁紧机构的优化设计[J]. 轻工科技, 2017, 33(10): 61-63.
ZHOU Shi-hua, ZHANG Shi-zhou, WU Quan-lan, et al. Optimum Design of the Locking Mechanism of the Big Press Plate of YJ17 Cigarette Maker[J]. Light Industry Science and Technology, 2017, 33(10): 61-63.
[9] 戴闻, 刘强, 袁松梅. 基于ADAMS二次开发的零部件约束库建模仿真研究[J]. 机械工程师, 2007(9): 76-78.
DAI Wen, LIU Qiang, YUAN Song-mei. The Modeling and Simulation of Accessory Joint Based on ADAMS Secondary Development[J]. Mechanical Engineer, 2007(9): 76-78.
[10] LIU Ben-xue, YUAN Peng, WANG Meng-jian, et al. Optimal Design of High-Voltage Disconnecting Switch Drive System Based on ADAMS and Particle Swarm Optimization Algorithm[J]. Mathematics, 2021, 9(9): 1049.
[11] JIAN Wang, WANG Jian, ZHOU Li-li, et al. Dynamic Modeling and Cooperative Process Simulation in Cooperative Dual-Arm Robot Based on Adams[J]. Journal of Physics: Conference Series, 2020, 1621(1): 12041.
[12] 颜纯. 碟形弹簧计算方法DIN2092—88[J]. 弹簧工程, 1991(1): 40-45.
YAN Chun. Calculation METHOd of DISC SPRINg DIN2092-88[J]. Spring Engineering, 1991(1): 40-45.
[13] SAYAT I. Synthesis of Four-Bar Linkage with Adjustable Crank Length for Multi-Path Generation[J]. IJMERR, 2020, 9(4): 489-481.
[14] JOSHUA K, PICKARD, JUAN A. Appropriate Synthesis of the Four-Bar Linkage[J]. Mechanism and Machine Theory, 2020, 153: 1-2.
[15] 刘文瑞, 孙建伟, 褚金奎. 基于小波特征参数的平面四杆机构轨迹综合方法[J]. 机械工程学报, 2019, 55(9): 18-28.
LIU Wen-rui, SUN Jian-wei, CHU Jin-kui. Synthesis Method for Path Generation of a Planar Four-Bar Mechanism Based on the Wavelet Feature Parameters[J]. Journal of Mechanical Engineering, 2019, 55(9): 18-28.
Pressing Force Calculation and Optimization for Large Platen Regulating Mechanism in High-speed Cigarette Making Machine
MEI Guang-chuan1, HONG Guang-huai2, LI Yun-zhe2, LIU Hui-hua3
(1. Changde Tobacco Machinery Co., Ltd., China Tobacco Machinery Group, Hunan Changde 415000, China; 2. State Key Laboratory of Advanced Design & Manufacturing for Vehicle Body, Hunan University, Changsha 410082, China;3. Hunan Pangu Transmission Technology Co., Ltd., Changsha 410082, China)
The work aims to reduce the error between the diameter of the finished cigarette and the ideal cigarette to improve the rotation flexibility and locking reliability of the pipe-forming large platen regulating mechanism of the high-speed cigarette making machine. The working principles of large platen locking mechanism and cigarette diameter regulating mechanism were analyzed to study the large platen regulating mechanism and the rolling quality of cigarette. The pressing force of large platen was tested to get the working parameters of spring. The large platen regulating mechanism was optimized for reliable self-locking. Through measurement, the pressing force of the two large platens was 137 N and 147 N, respectively. The elastic force of the compression spring was greater than 209.8 N, which ensured non-separation of large platens and good rolling quality. The locking mechanism of the large platen realized good self-locking effect when the maximum length of the optimized connecting rod was in the range of [29.2 mm, 29.7 mm].The pressing force calculation of large platen and the optimization of self-locking mechanism can effectively improve the rolling efficiency of cigarette and ensure the production yield.
cigarette making machine; large platen; regulating mechanism; pressing force
TB486+.3
A
1001-3563(2022)13-0196-07
10.19554/j.cnki.1001-3563.2022.13.025
2021‒09‒07
高性能微型伺服器设计制造关键技术(2020WK2032)
梅光传(1967—),男,工程师,主要研究方向为卷接技术。
洪广怀(1995—),男,工程师,主要研究方向为机械设计。
责任编辑:曾钰婵
猜你喜欢
机床与液压(2022年8期)2022-09-19
东坡赤壁诗词(2020年4期)2020-09-02
作文周刊·小学一年级版(2019年12期)2019-04-28
小学生导刊(高年级)(2016年12期)2016-12-07
家庭医药·快乐养生(2015年8期)2015-09-10
农家科技(2014年11期)2015-03-11
知识就是力量(2014年3期)2014-03-06
中国信息化·学术版(2013年7期)2013-09-03