测量系统分析在无损检测中的运用与实践
2022-08-14 12:27刘明萱杨庆富谷万山
技术与市场 2022年8期
程 宇,刘明萱,杨庆富,谷万山,陈 祥
(中国航发贵州黎阳航空动力有限公司,贵州 贵阳 550014)
0 引言
在科学技术高速发展的大背景下,产业管理理论体系也得到了相应的提升,已经不再是传统质量控制的方式,取而代之的是六西格玛新型管理思维。六西格玛思维是基于数据的决策,因此,保障数据的准确性和可靠性决定了整个产业体系的安全,一定意义上掌握了整个产业的命脉。无损检测作为工业医生,其检测数据结果关乎产品的安全运转。目前,随着新的超声检测设备引入及X射线检测不同型号工件的任务量增加,检测结果的可靠性亟待评定。
1 测量系统分析原理
测量系统分析(MSA)是运用统计方法来分析研究测量系统中各个变差源及其对测量结果的作用,并根据可接受的判断方法判断测量系统的符合性。测量系统的变差由稳定条件下运行的测量系统多次测量数据的统计特性——偏倚和变差来表征。测量系统分析方法的运用可以确保管理实施或改进的准确,明确由测量引起的误差与公差的比例,在引入新的测量系统时,作为一个重要的的评价标准,分离系统中的变差源,分析误差来源,提出改进措施。
测量系统数据偏倚是指测量数据值相对于参考值(基准值)的位置,包括测量系统的偏倚(Bias)、线性(Linearity)和稳定性(Stability);变差是指测量数据的分散程度,也称为测量系统的 R&R,包括测量系统的重复性(Repeatability)和再现性(Reproducibility)。这些因素综合起来可以分为测量系统的准确度和测量系统的精密度。
1.1 测量系统分析的方法
根据测量系统输出数据类型不同,测量系统分析的方法也不同,通常分为计量型测量系统分析和计数型测量系统分析。计数型测量系统的测量结果不是连续性数据,最常见的结果就是“通过”“不通过”,通常是通过评价不同检验人员对产品判断结果的一致性来分析。
常规无损检测方法中的渗透检测、射线检测、磁粉检测的检测结果都是计数型测量系统分析型数据。计量型测量系统的结果是连续性数据,可以在连续坐标上绘制数据,通常评定数据测量再现性、设备测量重复性及两者结合的影响。常规无损检测方法中的涡流检测、超声检测的检测结果都是计量型测量系统分析型数据,但在一定情况下,如全自动扫查时,可转换为计数型测量系统分析型数据。
1.2 测量系统分析时机
对于是否开展测量系统分析,需要结合实际的科研生产情况、顾客要求以及内部的管理要求而定,通常开展测量系统分析的时机如表1所示。
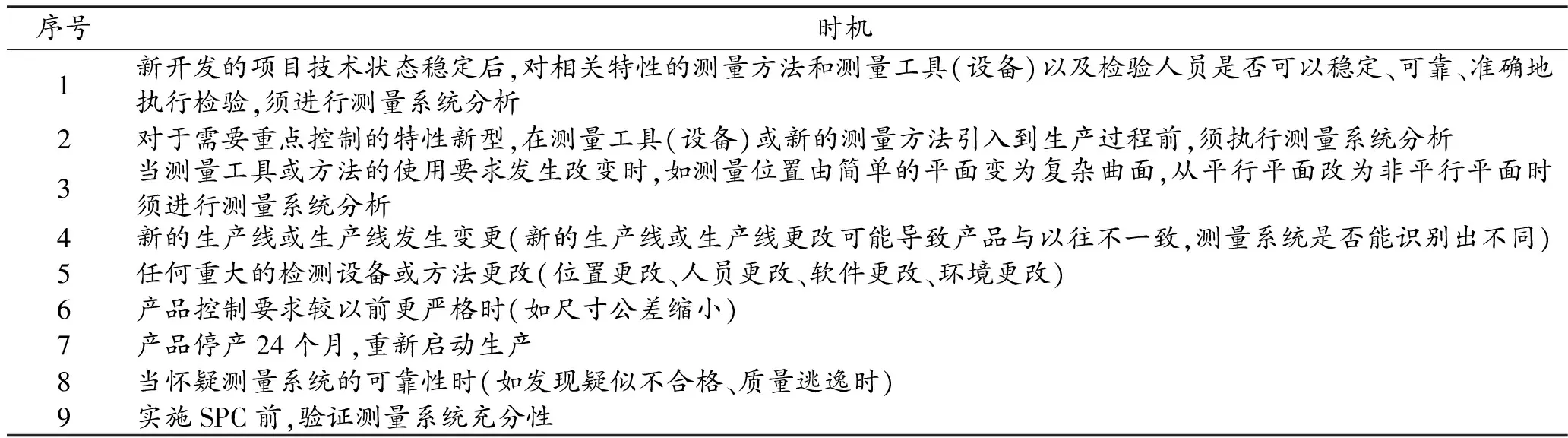
表1 测量系统分析时机
1.3 测量系统分析判断依据
根据数据类型的不同,其计算方法与结果评定方法都不同,计数型测量系统分析采用解析法与属性一致性分析方法进行数据处理,计量型测量系统分析采用线性和偏移研究及量具R&R研究进行数据处理。最终,计数型测量系统分析数据结果判定标准如表2所示,计量型测量系统分析数据结果判定标准如表3所示。
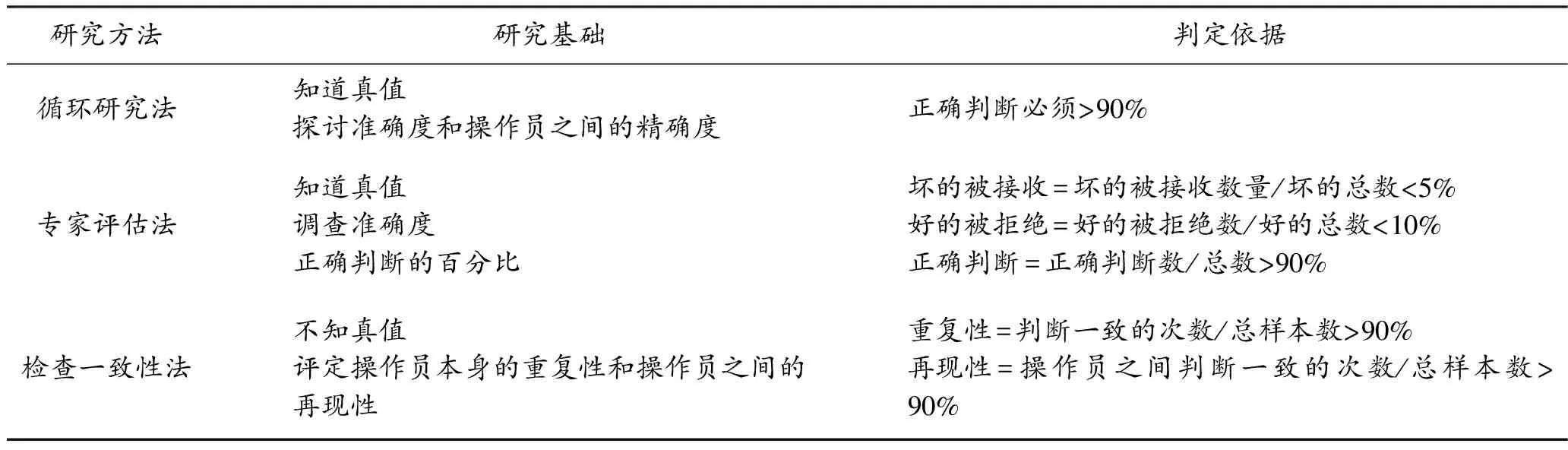
表2 计数型测量系统分析数据结果判定标准

表3 计量型测量系统分析数据结果判定标准
2 X射线检测系统分析
2.1 分析方案
X射线检测结果是典型的计数型测量系统数据,仅有“检出”“未检出”2种结果,由于公司新型叶片任务量的增加,需要针对该叶片重新进行X射线检测系统分析,确保能准确检出工件缺陷。根据计数型测量系统分析要求,试验选取20件新型叶片样本,其中4件缺陷样本,16件无缺陷样本,选择5名现场X射线检测操作人员,分别对选取的样本进行3次检测,检测过程中,各检测人员间不进行交流,保证数据独立性,统计所有检测结果。
2.2 分析数据
最终获得的检测结果如表4所示,对所有检测结果的准确度、精确度进行属性一致性分析。

表4 X射线检测结果
2.3 结果分析
2.3.1 循环研究法
目标:正确判断率(a)>90%。
实际:总判断次数N=300次,判断不正确b=11次,判断正确n=289次,总的正确判断率:a= n/N=289/300=96.3%>90%。
结论:该系统合格。
2.3.2 专家评估法
目标:%坏的被接收=坏的被接收数量/坏的总数<5%。
%好的被拒绝=好的被拒绝数/好的总数<10%。
%正确判断=正确判断数/总数>90%。
实际如表5所示。

表5 专家评估法结论表(一)
结论:操作者A、B、E与专家一致;操作者C、D与专家有差异。
测量系统分析:操作者C、D得出的检测结果与专家有较大差距,为保证系统的稳定性,对检验员进行再次培训提升。
2.4 第二次X射线检测系统分析
对操作者进行提升技能培训后,重新对X射线检测系统进行分析。选取30件新型叶片样本,其中5件样本带有缺陷,25件样本中无缺陷。5名操作人员未知缺陷具体情况,分别对30件试验样本进行3次检测,统计检测结果如表6所示。

表6 第二次X射线检测结果
2.4.1 循环研究法
目标:正确判断率(a)必须>90%。
实际:总判断次数N=450次,判断不正确b=2次,判断正确n=448次,总的正确判断:
a=n/N=448/450=99.5%>90%
结论:该系统合格。
2.4.2 专家评估法
目标:%坏的被接收=坏的被接收数量/坏的总数<5%。
%好的被拒绝=好的被拒绝数/好的总数<10%。
%正确判断=正确判断数/总数>90%。
实际如表7所示。

表7 专家评估法结论表(二)
结论:操作者A、B、D、E跟专家一致;操作者C跟专家有差异,判定太严。
2.4.3 检查一致性法
目标:重复性=判断一致的次数/总样本数>90%
再现性=操作员之间判断一致的次数/总样本数>90%
实际如表8所示。

表8 检查一致性法结论表
总的重复性: Repeatability=148/150=98.6%>90%。
再现性: Reproducibility=28/30=93.3%。
结论:通过循环研究法、专家评估法、检查一致性法,某型叶片X射线检测测量系统合格; 检验员C须进一步进行培训,合格后方可从事某型叶片X射线检测工作。
3 超声波检测系统分析
3.1 系统分析方案
由于超声波检测新设备的引入,需要对其进行测量系统分析方可投入使用。由于超声波检测结果是典型的计量型系统分析数据,以手持式超声检测系统对钛合金不同埋深盲孔进行定量为例,对其进行计量型系统分析。
检测时,调节检测参数,将准备好的10个不同埋深的标准样件放置于工作台上,检测人员手持探头进行试样盲孔扫查,确认信号最大处,保存仪器检测界面,记录缺陷波高。整个测量系统分析要求所取的样件能够代表整个生产中可能出现的所有的现象,选择2名现场负责超声检测仪的操作人员,每名操作人员分别测量所有试样2次,统计测量结果,进行量具 R&R 研究(交叉)分析。
3.2 数据收集
所选10个不同埋深的盲孔基准波高及2名检测人员的2次检测结果如表9所示。

表9 超声波检测结果
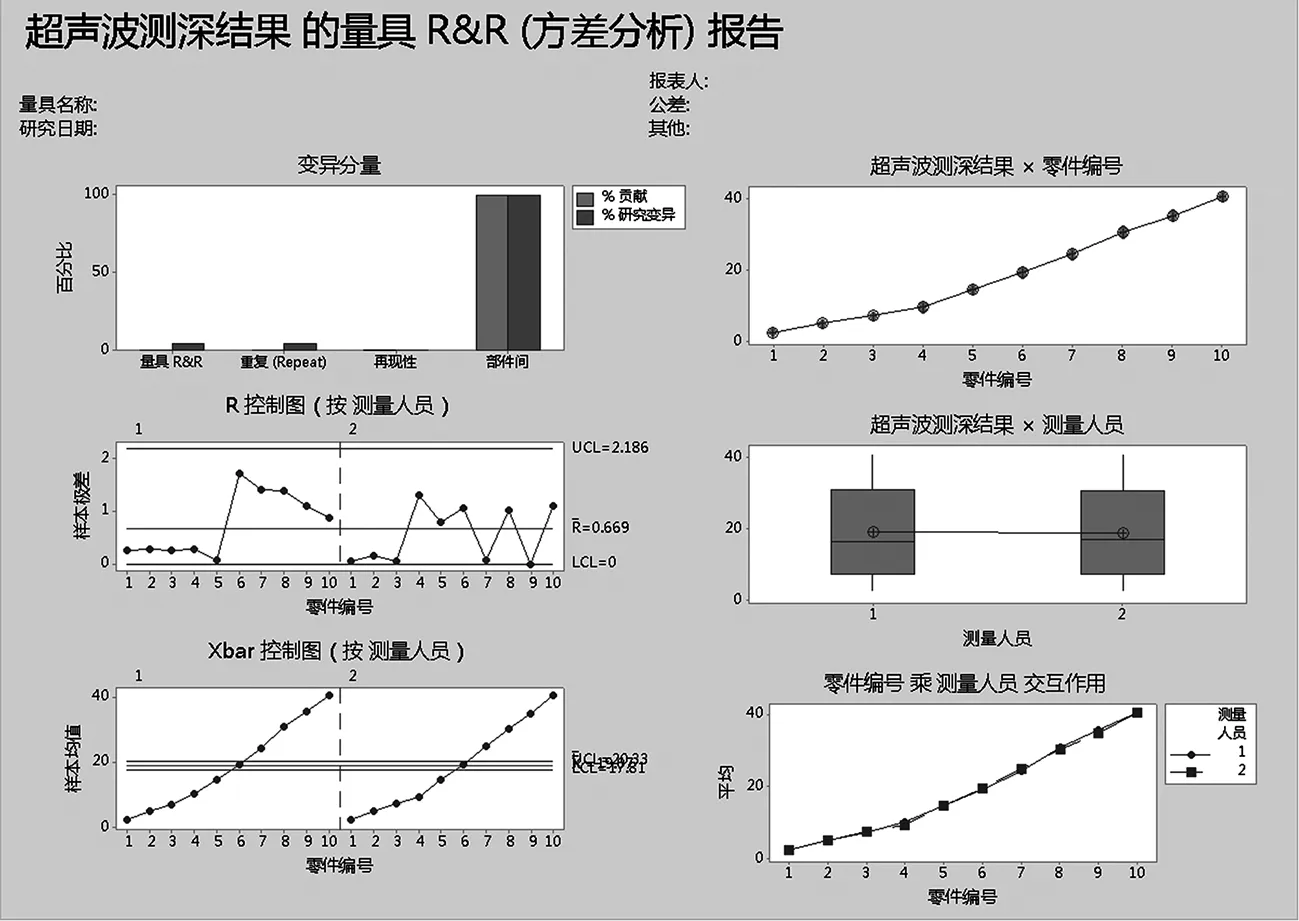
图1 age R&R 的方差分析图形结果输出
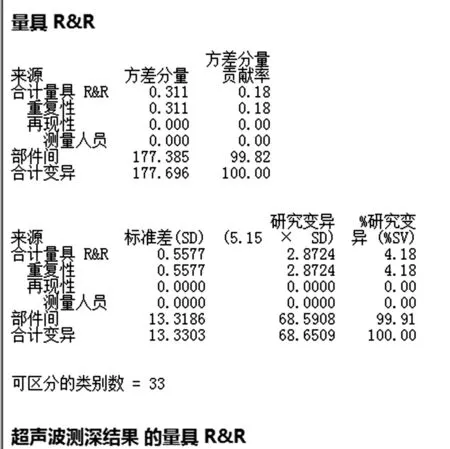
图2 量具R&R分析结果
3.3 数据分析
将检测结果输入 Mini-Tab软件,所得分析结果如图1、图2所示。
根据评判标准,结合所得的分析结果可知:可区分的类别数为 33>4,研究变异<10%,此测量系统分析合格,测量出来的数据真实可靠。从超声波探伤结果×测量人员图可以看出,操作者 A 的测量值与操作者 B 的测量值几乎一致;测量人员与零件编号的交互作用图表明操作者与零件之间不存在较明显的交互作用,说明测量方法稳定;从 R 控制图也能看出,仅有一个点为失控点,说明了操作人员对测量结果的影响并不大。
采用手持式超声检测系统对钛合金不同埋深盲孔进行定量,应用六西格码管理对测量系统进行评价,通过用Mini-Tab 软件对测量的连续型数据进行Gage R&R分析,可得出以下结论:手持式超声检测系统对钛合金埋深不同埋深盲孔定量是有效的;Gage R&R分析手持式超声检测系统对钛合金埋深不同埋深盲孔的定量方法是稳定的。
4 结论
1)通过循环研究法、专家评估法、检查一致性法,某型叶片X射线检测测量系统合格。
2)检验员C须进一步进行培训,合格后方可从事某型叶片X射线检测工作。
3)手持式超声检测系统对钛合金埋深不同埋深盲孔定量是有效的。
4)Gage R&R分析手持式超声检测系统对钛合金埋深不同埋深盲孔的定量方法是稳定的。
5)通过测量系统分析,明确检测系统可用于某型叶片X射线检测及超声波缺陷测深的实际工件检测,且具有很好的重复性、稳定性及可靠性。
猜你喜欢
中国交通信息化(2022年2期)2022-04-26
印制电路信息(2022年3期)2022-04-08
影像研究与医学应用(2021年15期)2021-09-12
装备制造技术(2020年4期)2020-12-25
科学与财富(2020年28期)2020-12-14
航天制造技术(2020年3期)2020-07-16
电子制作(2019年19期)2019-11-23
无线互联科技(2018年20期)2018-12-27
电子制作(2018年8期)2018-06-26
自动化博览(2014年4期)2014-02-28