
一种塑料扁丝双膜共挤三折叠拉丝机组
2022-09-07 09:34王仁龙整理
塑料包装 2022年4期
王仁龙 整理
一、概述
传统的生产集装袋、编织袋纬线的拉丝机组,由于采用单组膜片剖丝、折叠成卷方式,因此生产效率较低。因此出现有双模共挤形式的拉丝机组,两组膜片剖丝后经牵引辊牵引再分开折叠,因此拉丝效率得以提高。
双模共挤形式的拉丝机组在生产过程中需要将挤出机挤出的薄膜在冷却池内进行冷却,但现有的拉丝机组的冷却池内大多为设置冷却装置,仅仅通过常温冷水对薄膜进行冷却,冷却效率较低,降低生产效率。
本文介绍了一种塑料扁丝双膜共挤三折叠拉丝机组,解决现有技术中拉丝机组的冷却池内大多为设置冷却装置,仅仅通过常温冷水对薄膜进行冷却,冷却效率较低,降低生产效率的问题。
二、技术方案
一种塑料扁丝双膜共挤三折叠拉丝机组,所述塑料扁丝双膜共挤三折叠拉丝机组包括挤出机、冷却池、冷却装置、输送带、切割装置、烘干装置和收丝机,所述挤出机的输出端设置有所述冷却池,所述输送带的一端与所述冷却池相对应,所述输送带的另一端与所述收丝机相对应,所述输送带靠近所述冷却池的一端设置有所述切割装置,所述输送带靠近所述收丝机的一端设置有所述烘干装置,所述冷却池的内部设置有所述冷却装置;
所述冷却装置包括主控器、温度传感器和多个半导体制冷器,所述冷却池的侧壁上设置有所述主控器,所述冷却池的内部设置有所述温度传感器,所述冷却池内设置有多个安装槽,每个所述安装槽的内部均设置有所述半导体制冷器,每个所述半导体制冷器的冷端均位于所述冷却池的内部,每个所述半导体制冷器的热端均位于所述冷却池的外部。
当通过所述挤出机挤出薄膜后,使得薄膜在所述冷却池进行冷却的过程中,通过多个所述半导体制冷器对所述冷却池内的水进行降温,通过所述温度传感器实时监测水温,使得所述冷却池内的水温度适中处于最佳温度,从而提高薄膜在冷却过程中的速率,进而提高所述塑料扁丝双膜共挤三折叠拉丝机组的生产效率。
其中,所述冷却池的内部还设置有隔板,所述隔板将所述冷却池的内部由上至下依次分隔为冷却区和混合区,所述隔板上设置有多个通孔,所述冷却区内设置有牵引组件,所述混合区内设置有混合组件。
利用所述混合组件对所述冷却池内的水进行混合,使得通过多个所述半导体制冷器进行制冷时,效率更快,利用所述牵引组件将所述挤出机输出的薄膜分隔在所述冷却池内,从而避免水流搅动对薄膜造成影响。
其中,所述牵引组件包括第一牵引辊和第二牵引辊,所述第一牵引辊位于所述冷却池靠近所述挤出机的一端,所述第二牵引辊位于所述冷却池靠近所述输送带的一端。
将所述挤出机输出的薄膜依次绕过所述第一牵引辊和所述第二牵引辊,从而使得薄膜始终处于平整状态,从而避免所述水流搅动对薄膜造成影响。
其中,所述第一牵引辊和所述第二牵引辊均包括两个连接件、连接杆和滚筒,所述连接杆的两端均设置有所述连接件,每个所述连接件均与所述冷却池的内壁螺钉连接,所述连接杆的外部套设有所述滚筒。
利用螺钉将所述连接件固定在所述冷却池的内部,在所述连接杆的外部套设所述滚筒,使得薄膜在所述冷却池内冷却池,输送更加方便。
其中,每个所述连接件均包括连接块和固定杆,所述连接块与所述冷却池螺钉连接,并位于所述冷却池的内部,所述固定杆的一端与所述连接块固定连接,所述固定杆的另一端与所述连接杆螺纹连接。
将所述滚筒套设在所述连接杆的外部后,通过所述固定杆与所述连接杆螺纹连接,将所述固定杆安装在所述连接杆的两端,利用螺钉将所述连接块固定在所述冷却池的内壁上,从而完成所述第一牵引辊和所述第二牵引辊的安装。
其中,所述混合组件包括放置板、伺服电机、齿轮减速箱、输出轴和搅拌扇叶,所述放置板与所述冷却池固定连接,并位于所述冷却池的外部,所述伺服电机与所述放置板拆卸连接,所述伺服电机的输出端设置有所述输出轴,所述输出轴贯穿所述冷却池,所述搅拌扇叶与所述输出轴拆卸连接,并位于所述混合区内。
启动所述伺服电机,利用所述齿轮减速箱将所述伺服电机的输出转速减缓后,通过所述输出轴带动所述搅拌扇叶转动,从而对所述冷却池内的水进行混合。
三、有益效果
本技术的塑料扁丝双膜共挤三折叠拉丝机组,所述冷却池的内部设置有所述温度传感器,所述冷却池内设置有多个安装槽,每个所述安装槽的内部均设置有所述半导体制冷器,每个所述半导体制冷器的冷端均位于所述冷却池的内部,每个所述半导体制冷器的热端均位于所述冷却池的外部,当通过所述挤出机挤出薄膜后,使得薄膜在所述冷却池进行冷却的过程中,通过多个所述半导体制冷器对所述冷却池内的水进行降温,通过所述温度传感器实时监测水温,使得所述冷却池内的水温度适中处于最佳温度,从而提高薄膜在冷却过程中的速率,进而提高所述塑料扁丝双膜共挤三折叠拉丝机组的生产效率。
四、附图说明
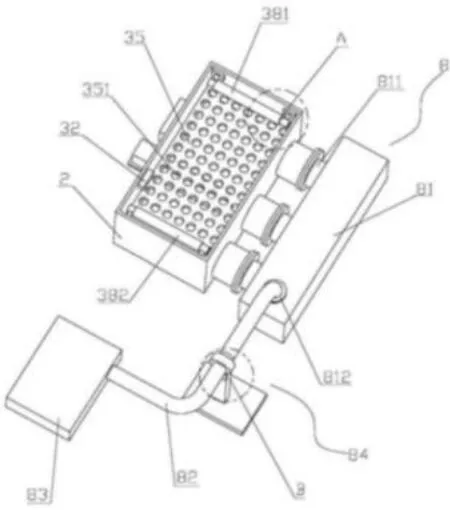
图2 本技术冷却池与余热利用管路的连接结构示意图
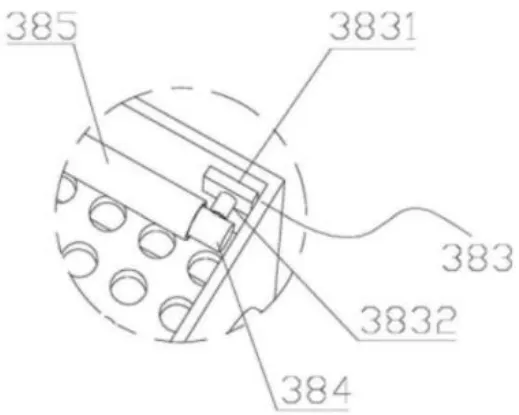
图3 本技术图2的A处的局部结构放大图
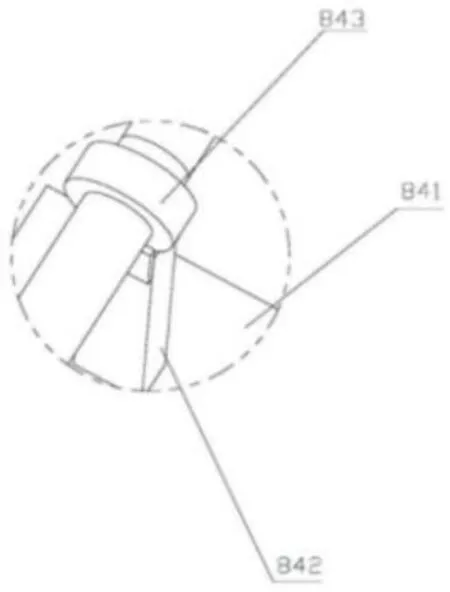
图4 本技术提图2的B处的局部结构放大图
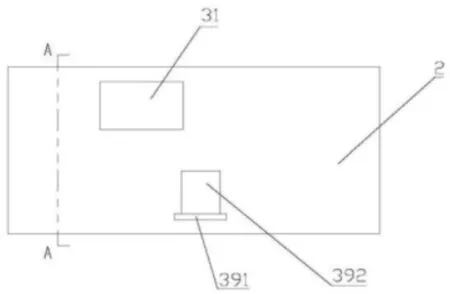
图5 本技术冷却池的正视图
五、具体实施方式
参阅图1至图6,本技术提供一种塑料扁丝双膜共挤三折叠拉丝机组,所述塑料扁丝双膜共挤三折叠拉丝机组包括挤出机1、冷却池2、冷却装置3、输送带4、切割装置5、烘干装置6和收丝机7,所述挤出机1的输出端设置有所述冷却池2,所述输送带4的一端与所述冷却池2相对应,所述输送带4的另一端与所述收丝机7相对应,所述输送带4靠近所述冷却池2的一端设置有所述切割装置5,所述输送带4靠近所述收丝机7的一端设置有所述烘干装置6,所述冷却池2的内部设置有所述冷却装置3;

图1 本技术拉丝机组的结构示意图
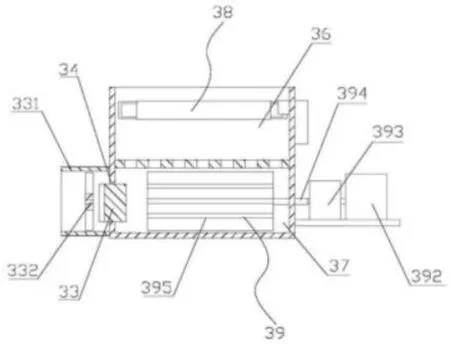
图6 本技术图5的A-A线的内部结构剖视图
所述冷却装置3包括主控器31、温度传感器32和多个半导体制冷器33,所述冷却池2的侧壁上设置有所述主控器31,所述冷却池2的内部设置有所述温度传感器32,所述冷却池2内设置有多个安装槽34,每个所述安装槽34的内部均设置有所述半导体制冷器33,每个所述半导体制冷器33的冷端均位于所述冷却池2的内部,每个所述半导体制冷器33的热端均位于所述冷却池2的外部。
在本实施方式中,当通过所述挤出机1挤出薄膜后,使得薄膜在所述冷却池2进行冷却的过程中,通过多个所述半导体制冷器33对所述冷却池2内的水进行降温,通过所述温度传感器32实时监测水温,使得所述冷却池2内的水温度适中处于最佳温度,从而提高薄膜在冷却过程中的速率,进而提高所述塑料扁丝双膜共挤三折叠拉丝机组的生产效率。所述冷却池2的内部还设置有隔板35,所述隔板35将所述冷却池2的内部由上至下依次分隔为冷却区36和混合区37,所述隔板35上设置有多个通孔351,所述冷却区36内设置有牵引组件38,所述混合区37内设置有混合组件39。
在本实施方式中,利用所述混合组件39对所述冷却池2内的水进行混合,使得通过多个所述半导体制冷器33进行制冷时,效率更快,利用所述牵引组件38将所述挤出机1输出的薄膜分隔在所述冷却池2内,从而避免水流搅动对薄膜造成影响。所述牵引组件38包括第一牵引辊381和第二牵引辊382,所述第一牵引辊381位于所述冷却池2靠近所述挤出机1的一端,所述第二牵引辊382位于所述冷却池2靠近所述输送带4的一端,所述第一牵引辊381和所述第二牵引辊382均包括两个连接件383、连接杆384和滚筒385,所述连接杆384的两端均设置有所述连接件383,每个所述连接件383均与所述冷却池2的内壁螺钉连接,所述连接杆384的外部套设有所述滚筒385,每个所述连接件383均包括连接块3831和固定杆3832,所述连接块3831与所述冷却池2螺钉连接,并位于所述冷却池2的内部,所述固定杆3832的一端与所述连接块3831固定连接,所述固定杆3832的另一端与所述连接杆384螺纹连接。
在本实施方式中,将所述挤出机1输出的薄膜依次绕过所述第一牵引辊381和所述第二牵引辊382,从而使得薄膜始终处于平整状态,从而避免所述水流搅动对薄膜造成影响,利用螺钉将所述连接件383固定在所述冷却池2的内部,在所述连接杆384的外部套设所述滚筒385,使得薄膜在所述冷却池2内冷却池2,输送更加方便,将所述滚筒385套设在所述连接杆384的外部后,通过所述固定杆3832与所述连接杆384螺纹连接,将所述固定杆3832安装在所述连接杆384的两端,利用螺钉将所述连接块3831固定在所述冷却池2的内壁上,从而完成所述第一牵引辊381和所述第二牵引辊382的安装。所述混合组件39包括放置板391、伺服电机392、齿轮减速箱393、输出轴394和搅拌扇叶395,所述放置板391与所述冷却池2固定连接,并位于所述冷却池2的外部,所述伺服电机392与所述放置板391拆卸连接,所述伺服电机392的输出端设置有所述输出轴394,所述输出轴394贯穿所述冷却池2,所述搅拌扇叶395与所述输出轴394拆卸连接,并位于所述混合区37内。
在本实施方式中,启动所述伺服电机392,利用所述齿轮减速箱393将所述伺服电机392的输出转速减缓后,通过所述输出轴394带动所述搅拌扇叶395转动,从而对所述冷却池2内的水进行混合。所述塑料扁丝双膜共挤三折叠拉丝机组还包括余热利用管路8,每个所述半导体制冷器33的热端均罩设有连通管331,每个所述连通管331远离所述冷却池2的一端均与所述余热利用管路8法兰连接,每个所述连通管331的内部均设置有送风扇叶332,所述余热利用管路8的输出端与所述输送带4相对应,并位于所述切割装置5和所述烘干装置6之间。
在本实施方式中,利用所述送风扇叶332将所述连通管331内所述半导体制冷器33的热端散发的热量,输送至所述余热利用管路8,从而利用余热将所述切割装置5和所述烘干装置6之间的胚丝预热,使得提高利用所述烘干装置6将胚丝加热呈扁丝的效率。所述余热利用管路8包括集热箱81、输送管82和预热板83,所述集热箱81上设置有多个进风口811,每个所述进风口811分别与一个所述连通管331法兰连接,所述集热箱81上还设置有出风口812,所述输送管82的一端与所述出风口812法兰连接,所述输送管82的另一端设置有所述预热板83,所述预热板83与所述输送带4相对应。
在本实施方式中,利用所述集热箱81将多个所述连通管331内的热量,输送至所述输送管82内,利用所述预热板83对所述输送带4上的胚丝进行预热。所述余热利用管路8还包括支撑架84,所述支撑架84包括底板841、支撑板842和固定环843,所述底板841与地面螺钉连接,所述支撑板842的一端与所述底板841固定连接,所述支撑板842的另一端与所述固定环843螺栓连接,所述固定环843套设在所述输送管82的外部。
在本实施方式中,利用所述支撑架84对所述输送管82起到一个支撑作用,利用膨胀螺钉将所述底板841固定在地面上,将所述固定环843套设在所述输送管82的外部,利用螺栓将所述固定环843与所述支撑板842固定,所述支撑板842与所述底板841固定连接,制造时采用一体成型技术制成结构更加牢固。
猜你喜欢
辽宁石油化工大学学报(2022年4期)2022-09-28
科海故事博览·下旬刊(2022年4期)2022-05-07
中国塑料(2022年4期)2022-04-25
起重运输机械(2022年2期)2022-03-04
中国塑料(2022年1期)2022-01-27
微特电机(2020年11期)2020-12-30
电子制作(2018年17期)2018-09-28
中国质量与标准导报(2018年3期)2018-09-10
电子制作(2016年1期)2016-11-07
燕山大学学报(2015年4期)2015-12-25
