
小钢珠冲击除锈方法及其模拟仿真
2022-09-20 01:57吴上生兰侨周运岐
机床与液压 2022年10期
吴上生,兰侨,周运岐
(1.华南理工大学机械与汽车工程学院,广东广州 510640;2.韶关市宏乾智能装备科技有限公司,广东韶关 512026)
0 前言
钢制设备长时间暴露在空气中,其表面会产生氧化锈蚀,必须对其进行定期的除锈和喷漆维护,才能确保其能够安全运行。除锈是钢制设备涂装前的首要任务,可以为喷漆提供良好的接触基底,从而确保喷漆效果,更好地保护设备,是设备维护的关键步骤。除锈质量的好坏,对上漆防锈有着十分重要的影响,必需给予足够的重视。
常用的除锈方法有手工除锈、电动或气动除锈、喷砂除锈、高压水射流除锈以及化学除锈等。手工除锈效率低,劳动强度大,而且很难达到除锈标准的清洁度和粗糙度,基本上已经被其他除锈方法替代。电动或气动除锈主要使用电动钢丝刷、气动针束除锈器等工具对船舶锈蚀面进行摩擦或冲击除锈,但钢丝刷、针束容易损坏,需要频繁更换,使用不方便。喷砂除锈会产生大量的粉尘,易产生环境污染,而且需要持续提供砂石。高压水射流除锈需要大量水资源,会产生大量污水,而且存在二次返锈问题,设备昂贵。化学除锈产生的废酸等易污染环境,还需配备酸再生等环保设备,而且化学药剂操作不当还会对工人的健康及安全造成危害。
针对上述除锈方法的不足,参考钢丝刷摩擦除锈和喷丸除锈方法,本文作者提出小钢珠冲击除锈新方法及其应用装置。该除锈方法利用小钢珠对锈蚀面的冲击作用和摩擦作用来去除锈蚀面锈层,使锈蚀面达到清洁度和粗糙度的要求。详细介绍了除锈方法的动作原理和除锈装置的机械机构,重点研究除锈工作过程中接触除锈层小钢珠和推力层小钢珠之间、接触除锈层小钢珠和锈蚀面之间的相互作用情况;使用多体动力学软件ADAMS进行模拟仿真,研究不同转速和不同压紧力对接触除锈层小钢珠与锈蚀面之间相互作用的影响。
1 小钢珠冲击除锈方法及其应用装置
1.1 小钢珠冲击除锈方法
提出的小钢珠冲击除锈方法工作原理如图1所示:小钢珠分为接触除锈层和推力层两层,放置于旋转盘中;旋转盘以角速度旋转,给予推力层小钢珠一推动力,推动推力层小钢珠整体转动;推力层小钢珠转动,并与接触除锈层小钢珠产生相互作用,包括推力层小钢珠对接触除锈层小钢珠的摩擦力和碰撞力,推动接触除锈层小钢珠转动,并且以速度冲击锈蚀面;接触除锈层小钢珠部分突出于旋转盘,压紧力将旋转盘压紧在锈蚀面上;通过接触除锈层小钢珠与锈蚀面之间的相互作用,包括冲击力以及摩擦力和挤压力,来去除锈蚀面锈层。
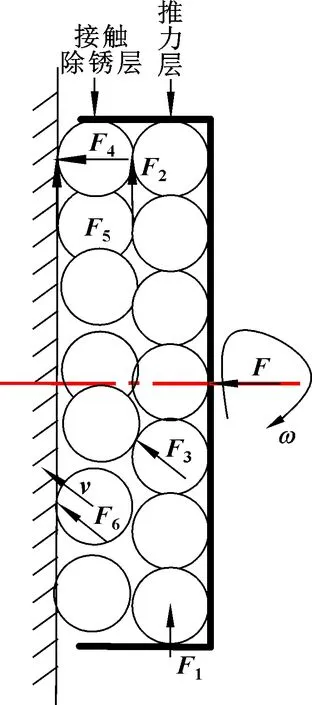
图1 除锈方法工作原理
1.2 小钢珠冲击除锈装置及其动作过程
根据第1.1节提出的小钢珠冲击除锈方法和工作原理,设计小钢珠冲击除锈装置,如图2所示。旋转盘8和小钢珠14是除锈装置的核心零件。旋转盘8的结构如图3所示:旋转盘8内有一挡板,挡板高度小于推力层小钢珠高度,保证挡板只会推动推力层小钢珠,同时旋转盘围缘周壁上布满孔洞,便于排出除去的锈蚀物。
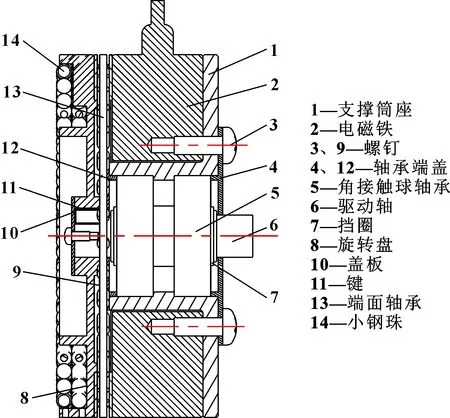
图2 除锈装置剖面结构示意
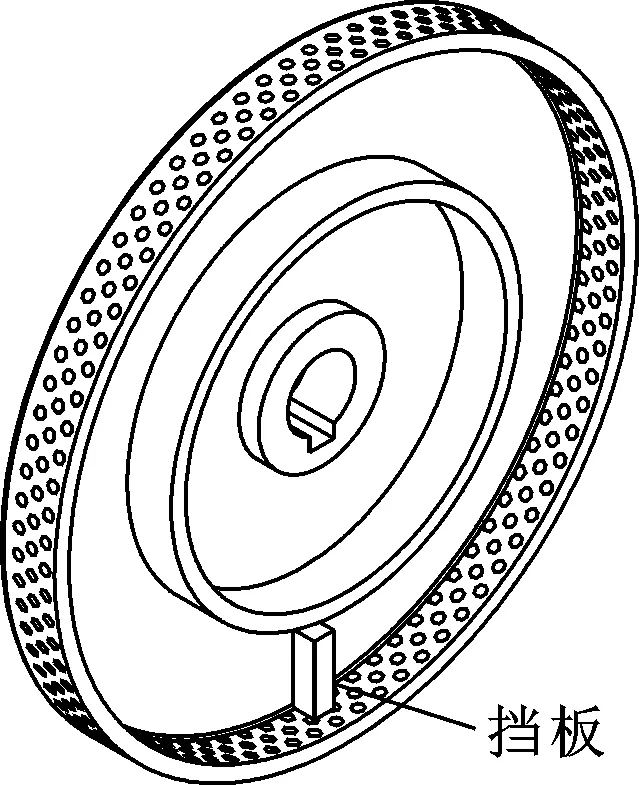
图3 旋转盘结构示意
工作前,电磁铁2通电吸附住小钢珠14,使小钢珠14紧密排列在旋转盘8内。调整旋转盘8的角度,使接触除锈层小钢珠整体与锈蚀面接触,并将除锈装置压紧在锈蚀面上。
工作时,电磁铁2断电,驱动轴6通过键11带动旋转盘8转动,旋转盘8通过其内挡板推动推力层小钢珠绕旋转盘8轴心线转动,推力层小钢珠依靠摩擦力等带动接触除锈层小钢珠转动,并对接触除锈层小钢珠产生顶撞,使接触除锈层小钢珠对锈蚀面产生冲击和摩擦等作用,去除锈蚀面锈层物质。除锈过程中,在旋转盘8的离心力以及小钢珠14相互碰撞挤压作用下,除去的锈蚀面锈层物质由旋转盘上的孔洞排出旋转盘外,由旋转盘外接吸尘装置处理。
工作后,电磁铁2通电吸附住小钢珠14,使小钢珠14紧密排列在旋转盘8内,调整旋转盘8朝上,使小钢珠14不会掉落出旋转盘8外。
2 小钢珠冲击除锈可行性研究
2.1 小钢珠冲击除锈装置工作过程分析
为了利于小钢珠之间产生冲击碰撞等相互作用,设计旋转盘时,其放置小钢珠的凹槽宽度控制在2+1倍小钢珠半径长度,使小钢珠非规整放置在旋转盘内,推力层小钢珠之间错位形成各种空隙,接触除锈层小钢珠或陷于推力层小钢珠的空隙间,或正对着推力层小钢珠,如图4所示。

图4 小钢珠放置示意
除锈过程中,接触除锈层小钢珠与推力层小钢珠之间以及接触除锈层小钢珠与锈蚀面之间的冲击碰撞过程十分复杂。为简化分析,对其在二维平面内的冲击碰撞过程进行理论分析,如图5所示。
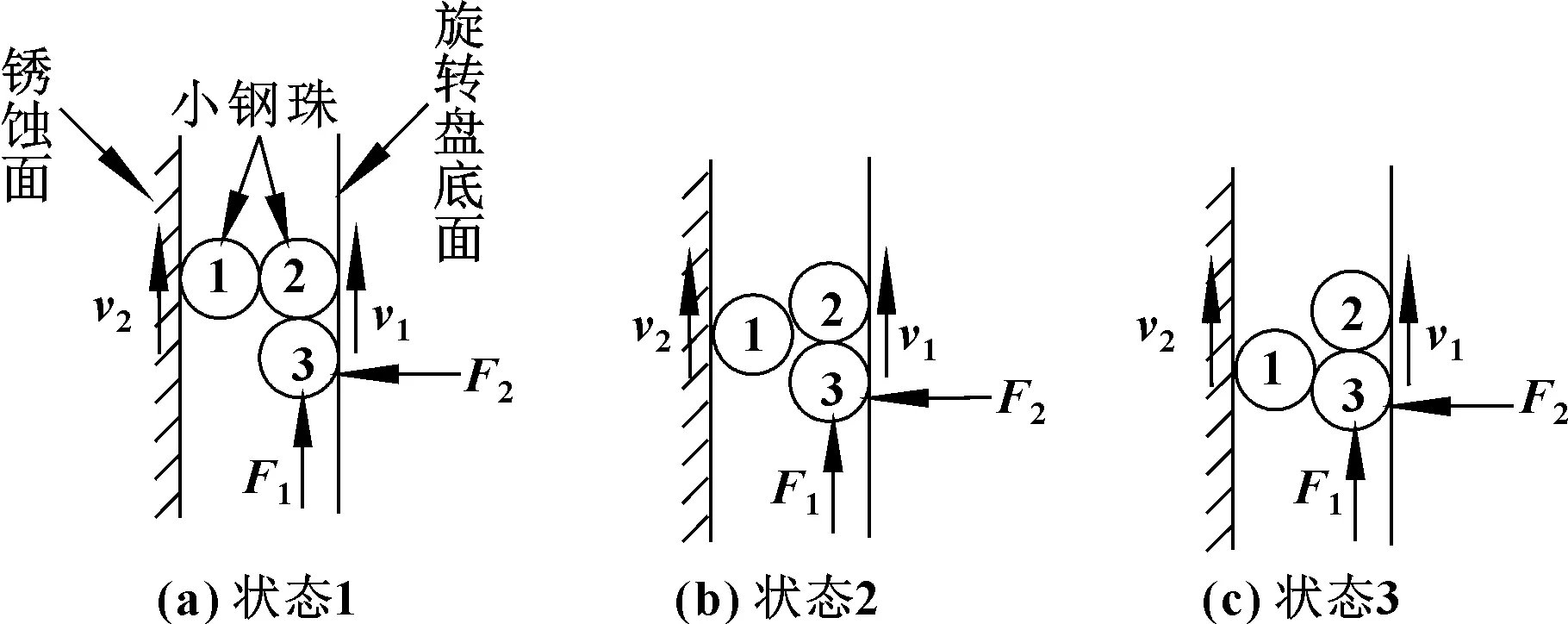
图5 除锈过程示意
推力层小钢珠在旋转盘挡板的推动下,向上运动;是挡板推动推力层小钢珠、推力层小钢珠之间产生的相互作用力;是作用在除锈装置上,使除锈装置压紧在锈蚀面上的压紧力。在的作用下,推力层小钢珠2、3以速度向上运动;在推力层小钢珠的作用下,接触除锈层小钢珠1以速度向上运动,如图5(a)所示。由于锈蚀面对接触除锈层小钢珠1的摩擦作用,使得<,在下一时刻,小钢珠之间的位置关系如图5(b)所示,接触除锈层小钢珠处于推力层小钢珠之间。进一步地,接触除锈层小钢珠1与推力层小钢珠3发生碰撞,如图5(c)所示,碰撞前后两小钢珠的速度不在同一直线上,故接触除锈层小钢珠1与推力层小钢珠3发生斜碰。碰撞后,接触除锈层小钢珠1以速度′对锈蚀面产生冲击作用,如图6所示。

图6 两小钢珠斜碰过程
2.2 小钢珠除锈受力情况分析
在接触除锈层小钢珠1与推力层小钢珠3碰撞过程中,忽略小钢珠之间的摩擦,则小钢珠之间只会在连心线方向产生接触力,碰撞过程如图6所示。推力层小钢珠3受到力的作用,故碰撞前后速度基本保持不变。碰撞时,推力层小钢珠3对接触除锈层小钢珠1作用碰撞力,由动量定理可得:
·=·′-·
(1)
式中:是碰撞时间;是接触除锈层小钢珠1的质量;是碰撞前接触除锈层小钢珠1的速度;′是碰撞后接触除锈层小钢珠1的速度。
设′的偏转角度为,则:

(2)
故碰撞后,接触除锈层小钢珠1以速度′、入射角对锈蚀面产生冲击作用。
接触除锈层小钢珠1与锈蚀面发生斜向冲击,冲击力可以分解为法向力和切向力,如图7所示。由于锈蚀面锈层相对较软,在力作用下,小钢珠对锈层产生法向冲击,压入锈层一定深度,并在力作用下切向运动,与锈蚀面产生摩擦作用,使锈蚀面锈层在切向运动方向产生隆起。锈层受到小钢珠的机械冲击作用和摩擦产生的热作用,发生软化变形。当锈层较深,法向力较大,小钢珠压入锈层较深时,可能发生微切削或犁耕现象。在小钢珠循环的冲击和摩擦作用下,锈层发生上述形式的重复变形,进而破裂脱落。

图7 小钢珠与锈蚀面接触过程
小钢珠与锈蚀面发生冲击碰撞,使用L-N接触力模型计算法向接触力。模型表达式如下:

(3)

阻尼系数与压入量有关:
=
(4)
式中:为滞后阻尼因子。
(5)
式中:是恢复系数。
将式(5)代入式(4)后的结果代入式(3),得出法向接触力最终表达式为

(6)
切向摩擦力采用修正的库仑摩擦模型进行计算:

(7)
式中:为滑动摩擦因数;为动态修正系数;′为相对切向速度;为切向速度。
由上面的分析可知,在除锈过程中,接触除锈层小钢珠会对锈蚀面产生冲击和摩擦,可以达到去除锈蚀面锈层的目的,从而说明文中提出的小钢珠冲击除锈方法可行。
3 小钢珠冲击除锈过程模拟仿真研究
3.1 模型简化
将Inventor建立的小钢珠冲击除锈装置的三维模型通过适当的格式转换,导入刚体动力学分析软件ADMAS中。为了减少具体结构对仿真过程的影响,减少计算量和计算时间,保证解算器求解收敛,建模时忽略局部的结构细节和部分运动副的摩擦,简化模型如图8所示。将电磁铁和支撑筒座等固定不动的部件用仿真软件中的“ground”这一虚拟部件等效替代,只保留旋转盘和小钢珠。旋转盘直径缩小到能容纳3~4列小钢珠,小钢珠直径5 mm,使用40 mm×40 mm×2 mm的平板模拟锈蚀面。

图8 简化后的除锈装置
3.2 材料与约束设置
材料设置:旋转盘、小钢珠、锈蚀面都给定材料为Steel,密度为7.8 g/cm,弹性模量为207 GPa,泊松比为0.29。
约束设置:旋转盘与“ground”之间施加圆柱副,使其只能沿自身轴线转动和移动,并给其施加一个转速=480 r/min的旋转驱动和沿轴向的压紧力=50 N,使其旋转并压紧在锈蚀面上;锈蚀面施加固定约束。
3.3 接触碰撞力学模型的创建
ADMAS中一共有2种接触碰撞模型,文中选用Impact冲击函数模型来模拟接触;摩擦力采用库仑法来进行计算。
给小钢珠、旋转盘、锈蚀面之间都施加固体对固体的接触约束,接触静摩擦因数0.25,动摩擦因数0.15,静摩擦转换速度为100 mm/s,动摩擦转换速度为1 000 mm/s;初始时刻,锈蚀面和接触除锈层小钢珠接触。
3.4 仿真结果分析
在83颗小钢珠的作用下,锈蚀面在接触处法向(方向)和、方向的受力变化情况如图9所示。在接触处法向,小钢珠对锈蚀面产生冲击碰撞,冲击力在0~135 N内变动。在和方向,小钢珠与锈蚀面产生摩擦,摩擦力在-10~10 N内变动,相对于冲击力,摩擦力相对较小。小钢珠冲击除锈装置就是依靠小钢珠与锈蚀面之间的冲击力和摩擦力来去除锈蚀面锈层,以达到除锈的目的,使锈蚀面达到清洁度和粗糙度要求,故模拟仿真说明文中提出的小钢珠冲击除锈方法及其应用装置可行。

图9 n=480 r/min、F=50 N时,锈蚀面受力变化情况
保持旋转盘转速=480 r/min不变,压紧力改为=100 N,此时锈蚀面受力变化情况如图10所示。可知:随着压紧力变大,法向冲击力和、方向的摩擦力也随之变大,故可以通过控制施加给除锈装置的压紧力来控制接触除锈层小钢珠与锈蚀面之间相互作用力的大小,以满足不同的锈蚀面除锈要求。
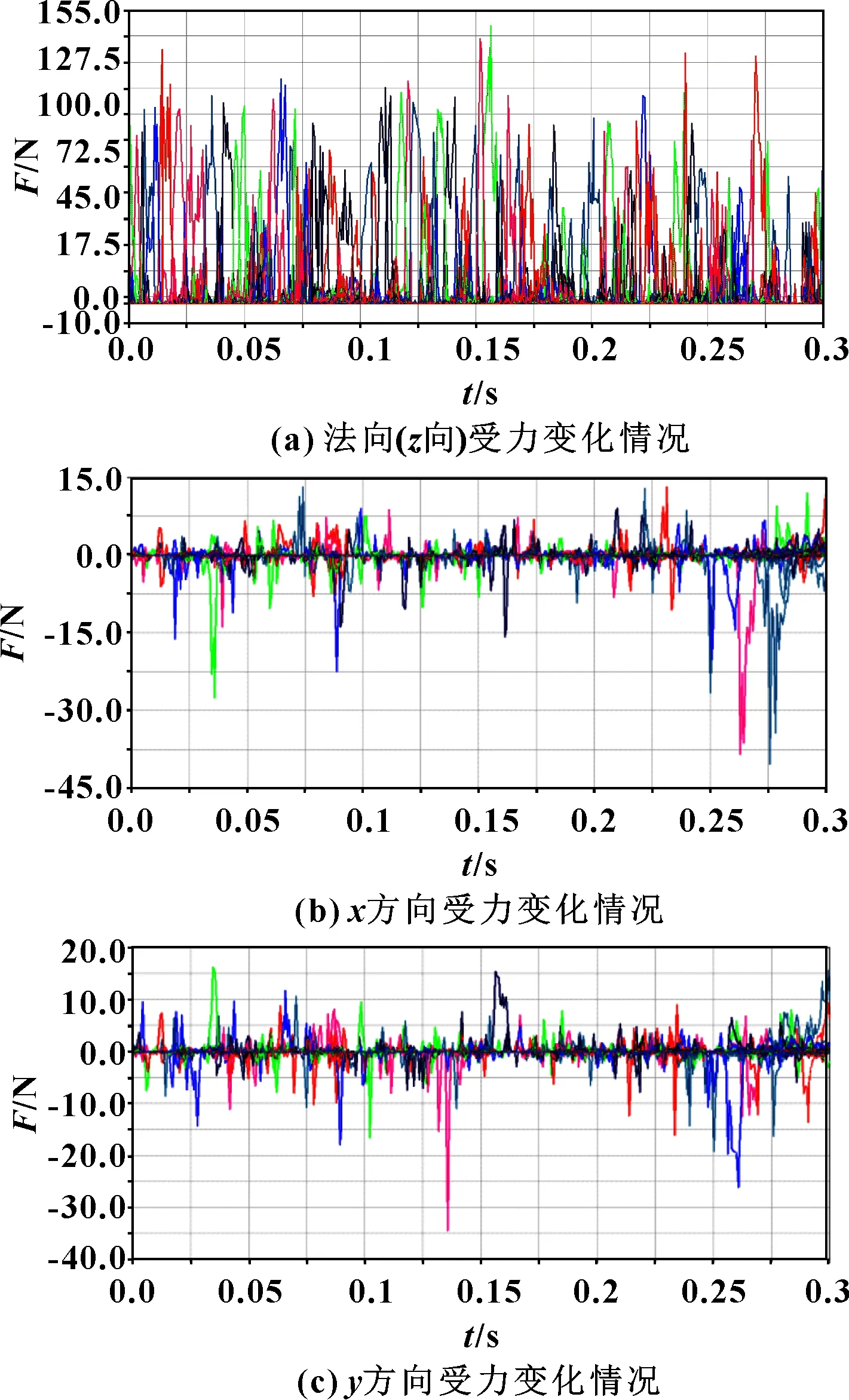
图10 n=480 r/min、F=100 N时,锈蚀面受力变化情况
在压紧力=50 N、转盘转速=900 r/min时,锈蚀面受力变化情况如图11所示。可知:随着转速变大,法向冲击力和、方向的摩擦力变化不明显,法向冲击力有变小的趋势。分析原因:由于转速变大,小钢珠离心力增大,使得小钢珠紧贴旋转盘内侧面,推力层小钢珠对接触除锈层小钢珠的碰撞减弱。故需要寻找一个合适的转速,使得法向接触力最大且满足除锈要求。

图11 n=900 r/min、F=50 N时,锈蚀面受力变化情况
4 结论
提出小钢珠冲击除锈方法,依靠小钢珠对锈蚀面的冲击和摩擦来去除锈蚀面锈层。设计了小钢珠冲击除锈装置,详细介绍小钢珠冲击除锈装置的核心零件和动作过程。分析除锈过程中,小钢珠的受力情况及其对锈蚀面的作用力情况,理论分析结果说明文中提出的除锈方法的原理可行。最后,使用多体动力学仿真软件ADAMS对小钢珠冲击除锈过程进行模拟仿真,进一步验证了除锈方法的可行性。由仿真分析知:小钢珠与锈蚀面之间会产生接触力,接触力由小钢珠与锈蚀面之间的冲击力和摩擦力组成,并且通过控制旋转盘的转速和压紧力的大小,可以改变小钢珠与锈蚀面之间的接触力的大小,使锈蚀面满足不同的清洁度和粗糙度要求。文中只进行了理论与模拟仿真分析,下一步将制作物理样机,进一步实际检验除锈装置的除锈效果。
猜你喜欢
中学生数理化·高一版(2021年11期)2021-09-05
VOGUE服饰与美容(2019年10期)2019-12-02
发明与创新·中学生(2018年7期)2018-09-17
发明与创新·中学生(2018年2期)2018-02-07
发明与创新·小学生(2018年1期)2018-02-02
科技创新导报(2017年4期)2017-05-10
卷宗(2016年10期)2017-01-21
新闻世界(2016年9期)2016-12-10
创新作文(1-2年级)(2016年4期)2016-05-14
新高考·高一物理(2015年5期)2015-08-18
