
Environmental impact assessment of aircraft elevator made with new lightning protection material
2022-09-26 08:17ShaoceDONGChenggaoLIGuijunXIANZhongjieZHAOXufengZHANGQingwenYUN
Shao-ce DONG, Cheng-gao LI, Gui-jun XIAN, Zhong-jie ZHAO, Xu-feng ZHANG, Qing-wen YUN
Research Article
Environmental impact assessment of aircraft elevator made with new lightning protection material
Shao-ce DONG1,2,3, Cheng-gao LI1,2,3, Gui-jun XIAN, Zhong-jie ZHAO4, Xu-feng ZHANG4, Qing-wen YUN5
1MOE Key Laboratory of Structures Dynamic Behavior and Control, Harbin Institute of Technology, Harbin 150090, China2MIIT Key Laboratory of Smart Prevention and Mitigation of Civil Engineering Disasters, Harbin Institute of Technology, Harbin 150090, China3Shool of Civil Engineering, Harbin Institute of Technology, Harbin 150090, China4Aviation Industry Corporation of China, Ltd. (AVIC) Composite Technology Center, Beijing 101300, China5Aviation Industry Corporation of China, Ltd. (AVIC) Harbin Aircraft Industry Group Co., Ltd., Harbin 150066, China
The non-metallic lightning strike protection film covering carbon fiber reinforced polymers (NM-LSP covering CFRP) can reduce the weight and thus the fuel consumption of aircraft by replacing the traditional lightning strike protection (LSP) materials. In the present study, in order to study the environmental influence of utilizing NM-LSP covering CFRP in an aircraft elevator, a new elevator was designed and manufactured, replacing the aluminium net and glass fiber reinforced polymers (GFRP) with NM-LSP covering CFRP, with the same mechanical and LSP abilities. A comparative life cycle assessment was conducted between the two kinds of aircraft elevators, including material extraction, transportation, elevator manufacturing phase, service phase, and end-of-life procedures. Additionally, the environmental impacts of producing two LSP materials were compared by considering the environmental effects of different buy-to-fly ratios and recycling strategies on the production of aluminium net. The analysis indicates that the new elevator achieved reduction for all the environmental impact categories used, such as human toxicity potential and marine aquatic ecotoxicity potential (3.83% and 3.20% reduction). Furthermore, it is found that the service phase makes the greatest contribution to the environmental impact of the elevators under investigation. When recycling is excluded, NM-LSP covering CFRP is more environmentally friendly than the traditional material. At the same time, CFRP prepreg and electricity from the production of NM-LSP covering CFRP contribute to a higher environmental impact compared to the NM-LSP film. From the sensitivity analysis, it is believed that NM-LSP covering CFRP can reduce environmental impact compared with traditional LSP materials.
Environmental impact assessment; Lightning strike protection (LSP) material; Aircraft elevator; Life cycle assessment (LCA); Non-metallic lightning strike protection (NM-LSP) material
1 Introduction
A big increase in air transport is forecast for the next few decades. For example, Airbus and Boeing estimated that, by the year 2035, the number of aircraft will be double that in 2016 (Bachmann et al., 2017). Such a huge expansion of air traffic will inevitably pose a great threat to the environment and will require much innovation in aircraft design.
To reduce the emissions from kerosene burning during aircraft flying, which include carbon dioxide (71%), water vapour (28%), and nitrogen oxides (Penner et al., 1999; Scelsi et al., 2011), lower weight has always been a goal for the aircraft industry. Weight reduction will mean less fuel consumption and will therefore reduce emissions. Carbon fiber reinforced polymers (CFRP) have gained wide application in the aircraft industry because of their excellent mechanical properties such as high strength (Xian et al., 2022), high fatigue resistance (Li et al., 2019b, 2019c), good durability (Li et al., 2019a; Xian et al., 2021), and also their ability to reduce the total weight of an aircraft. For example, for Airbus A380 and Boeing 787, up to 50% by weight of their bodies is composites (Liu, 2013).
However, there are also drawbacks to a CFRP made airplane. For example, because of its electrical isotropicity, CFRP is relatively less resistant to lightning strike (Kanata et al., 2013; Zhao et al., 2017). To overcome that problem and to further reduce the weight of the aircraft, the co-author of the present study developed a non-metallic lightning strike protection (NM-LSP) film for CFRP (Zhao et al., 2020) to create a CFRP with lightning strike protection (LSP) ability. Although the effectiveness of LSP of CFRP can be improved by adding conductive fillers, its mechanical properties would be reduced (Duongthipthewa et al., 2020). Adding carbon nanotube (CNT) to carbon fiber can also improve the LSP effectiveness of CFRP but that method has significant manufacturing problems (Zhao et al., 2020). Other materials to protect CFRP from lightning strike, such as CNT paper (Gaztelumendi et al., 2017) or graphene sheet (Zhang et al., 2017) succeeded in laboratories but are also hard to scale up. Therefore, NM-LSP in the present study was adopted as the technique for LSP of CFRP because it is an easily-prepared synergistic designed technique to disperse the lightning current during a strike and to protect the inner CFRP from thermal damage caused by extremely high temperature plasma. It is also suitable for scaling up. It is also reported by Zhao et al. (2020) that CFRP samples protected by both NM-LSP film and commercial expanded copper foil have similar original flexural strength (810 and 819 MPa) and interlaminar shear strength (61 and 66 MPa), also similar damage depth (0.24 and 0.25 mm) and residual compressive strength (401 and 409 MPa) in lightning strike tests.
However, the environmental performance of this new LSP material itself and in its use in aircraft is still not clear. Possible 'hotspots' during the NM-LSP film production process have not been identified. To solve these problems, an aircraft elevator with NM-LSP covering CFRP as LSP material was designed and built and a life cycle assessment (LCA) was performed. LCA is an environmental impact assessment method, well defined by guidelines including ISO 14040 and ISO 14044 (ISO, 2006a, 2006b). LCA in aircraft focuses mainly on looking for possible alternatives for kerosene, using lighter but stronger materials to replace traditional aluminium, and incorporating LCA with other tools to support the design of an aircraft at an early stage. Section 2 gives a more detailed introduction to the current progress of LCA studies in aircraft.
The aim of the present study is to assess the environmental performance of NM-LSP itself and to find the important factors affecting its environmental impact. Another aim is investigation of the possible environmental advantages of NM-LSP covering CFRP compared with traditional LSP materials in aircraft structures. Phases adopted in the present study include material extraction, transportation, elevator manufacturing, service phase, and end-of-life phase.
2 Short review of LCA studies in aircraft industry
LCA has been widely used in the aircraft industry. Most studies focus on the environmental impact of kerosene and its possible replacement from both inorganic and organic sources. For the life cycle of commercial kerosene, the main environmental impact includes the acidification and greenhouse effects, mainly arising from its combustion (Koroneos et al., 2005). Hydrogen is considered as a possible replacement for kerosene because of the absence of CO2from its combustion. Several LCA cases showed the potential of hydrogen as an environmentally benign aviation fuel. It was found that hydrogen produced from different renewable energy sources, such as photovoltaics, captured solar energy, wind, hydropower, biomass, and solar thermal, had significantly less environmental impact than kerosene (Koroneos et al., 2005). It was also verified that liquid hydrogen produced by the steam methane reforming method had between 13% and 21% less environmental and social impacts than conventional jet fuel A used among six typical aircrafts flying both short (<5000 km) and long (>5000 km) distances (Pereira et al., 2014). Similar environmental advantages of hydrogen compared with jet fuel were also reported by Bicer and Dincer (2017).
Alternative biofuels produced from different biomass also show lower environmental impact compared with commercial kerosene although these studies were under specific conditions. Besides, when comparing the environmental impact between biofuel and traditional fuel, non-CO2combustion effects should also be considered to avoid overestimating the environmental advantages of biofuel (Stratton et al., 2011). It was found that the life cycle greenhouse gas (GHG) emissions for pennycress-derived hydroprocessed renewable jet fuel were between -18 to 45 g/MJ (CO2eq.) depending on how the co-products were allocated. The fossil energy consumption for this kind of renewable jet fuel was less than that for petroleum fuel (Fan et al., 2013). Cox et al. (2014) investigated the environmental impact of aviation biofuels from microalgae, pongamia, and sugarcane molasses in Australia, using economic allocation and system expansion. It was reported, based on economic allocation, that biofuel from sugarcane molasses had better fossil energy ratio (FER) and GHG abatement but higher water use and eutrophication potential than the other two biofuels. By contrast, biofuels from microalgae and pongamia had lower FER and GHG abatement, eutrophication potential, and water use. If system expansion was applied, biofuels from microalgae and pongamia had lower environmental impact than biofuel from sugarcane for all categories except energy input. Vásquez et al. (2019) compared the environmental characteristics of jet biofuel production from palm oil and soybean oil in Brazil based on both the conventional production scenario and on an enhanced production scenario. In the enhanced scenario, residual biomass gasification from the palm oil production process and water electrolysis from the soybean oil production process were used for jet biofuel production. It was reported that there was a 57% to 94% reduction in terms of global warming impact category for both conventional and enhanced scenarios compared with traditional jet fuel. Enhanced scenarios also displayed the lowest carbon footprint. Connelly et al. (2015) analyzed factors affecting the life-cycle greenhouse gas (LC-GHG) emissions of algae-derived diesel, jet fuel, and gasoline produced by the hydrothermal liquefaction (HL) method. They reported that, under certain conditions, algae-derived biofuels had over 50% reduction in LC-GHG emissions compared to their petroleum counterparts, but the results were sensitive to some upstream and downstream factors. Similarly, Fortier et al. (2014) found LC-GHG emissions of bio-jet fuel produced by microalgae cultivated in wastewater effluent through the HL method, were sensitive to heat integration extent, the heat source for HL, where HL was sited, and the solid content of dewatered algae. Agusdinata et al. (2011) developed a comprehensive model to assess to what extent bio-jet fuels produced from oil-producing feedstock and lignocellulosic biomass could reduce GHG emissions in the U.S. aviation sector. They revealed that, at likely adoption rates, bio-jet fuel alone was not enough to reduce GHG emissions to the target figure.
Another important aspect of LCA studies in aircraft is for assessing the possible environmental benefits of adopting lighter materials, especially CFRP. Usually CFRP will have a higher environmental impact in the production phase but a lower environmental impact over the whole life cycle (Beck et al., 2011) because of their ability to achieve weight reduction. Scelsi et al. (2011) investigated the environmental impact of a tubular component in aircraft made of aluminium, GLARE (glass fiber/Al laminates), and CFRP respectively. As reported, once the composite materials were used, a cumulative reduction of aircraft fuel and emissions would occur. Timmis et al. (2015) modelled an aircraft made of 100% composite based on the Boeing 787 Dreamliner to investigate the influence of adopting composites on reduction of the environmental impact. CFRP achieved less emissions of CO2and NOduring the whole life cycle because of lower use of jet fuel, though there was a larger environmental impact in the production phase.
LCA was adopted to assess the environmental impact of aircraft components. Usually the service phase dominates the environmental impact generation compared with other phases. Howe et al. (2013) investigated the contribution of each life cycle phase to the whole environmental impact of Airbus A320 aircraft. It was reported that the operation phase contributed 99.9% of the whole environmental impact because of the emissions from kerosene combustion. Vidal et al. (2018) analyzed the environmental impact of aircraft interior panels made of sustainable materials including recyclable polymers, natural fiber reinforcements, and nonhalogenated flame retardants respectively. The results showed that all the panels with sustainable materials had better environmental performance. During environmental impact contribution analysis, the use stage contributed most of the environmental impact.
Finally, LCA result also served as an index and was combined with other tools to assess the design of new aircraft components during the early design stage of aircraft (Calado et al., 2019; Parolin et al., 2021).
3 Methodology
3.1 Framework of life cycle assessment
Life cycle assessment is a method used to assess the environmental impact of a product or product system. A complete LCA study usually includes four steps: goal and scope definition, life cycle inventory analysis (LCI), life cycle impact assessment (LCIA), and interpretation. LCA is an iterative process and can help in assessing environmental performance and identifying possible environmental performance improvement opportunities for a product or product system.
When conducting an LCA study, much data needs to be processed. Therefore, environmental impact assessment software and databases are used to facilitate the calculation. In the present study, GaBi software (Sphera Solutions GmbH, 2021) was used to assist the computation process.
3.2 Goal and scope definition
The present study aims to calculate the environmental impacts of producing NM-LSP and the life cycle environmental impacts of an aircraft elevator using NM-LSP covering CFRP as LSP material. In order to assess the environmental performance of NM-LSP covering CFRP used in an aircraft elevator, the life cycle environmental impacts of an elevator made from traditional LSP material were also calculated and compared. The elevator is that of a Y12F aircraft, a multi-purpose turbo-prop transport aircraft designed and manufactured by Aviation Industry Corporation of China, Ltd. Harbin Aircraft Industry Group Co., Ltd. (AVIC HAIG) (AVIC HAIG, 2021).
The new elevator is different from a traditional elevator only in respect of its use of NM-LSP to replace the traditional LSP materials, which are aluminium net and glass fiber reinforced polymers (GFRP). The material providing the mechanical properties, mainly CFRP prepreg, is the same for both elevators. After lightning strike tests for the two elevators using one commonly used lightning current, the damage range and area for the two elevators were found to be similar.
The traditional elevator is made up of CFRP prepreg, honeycomb sandwich material, GFRP, and aluminium net. In producing the new elevator, CFRP prepreg, honeycomb sandwich material, and NM-LSP covering CFRP are used. Materials, including CFRP prepreg, honeycomb sandwich material, GFRP, and aluminium net were produced abroad and transported to AVIC HAIG to manufacture the elevator. NM-LSP covering CFRP was produced by AVIC Composite Technology Center (AVIC CTC) in Beijing and transported to Harbin to manufacture the new elevator. In the service phase, kerosene will be consumed and waste gas will be emitted. When the aircraft completes its life span, the elevator would be transported to landfill, which is the usual treatment of aircraft scrap in China according to AVIC HAIG. Fig. 1 shows the scope of the present LCA case. Fig. 2 is an image of the new elevator.
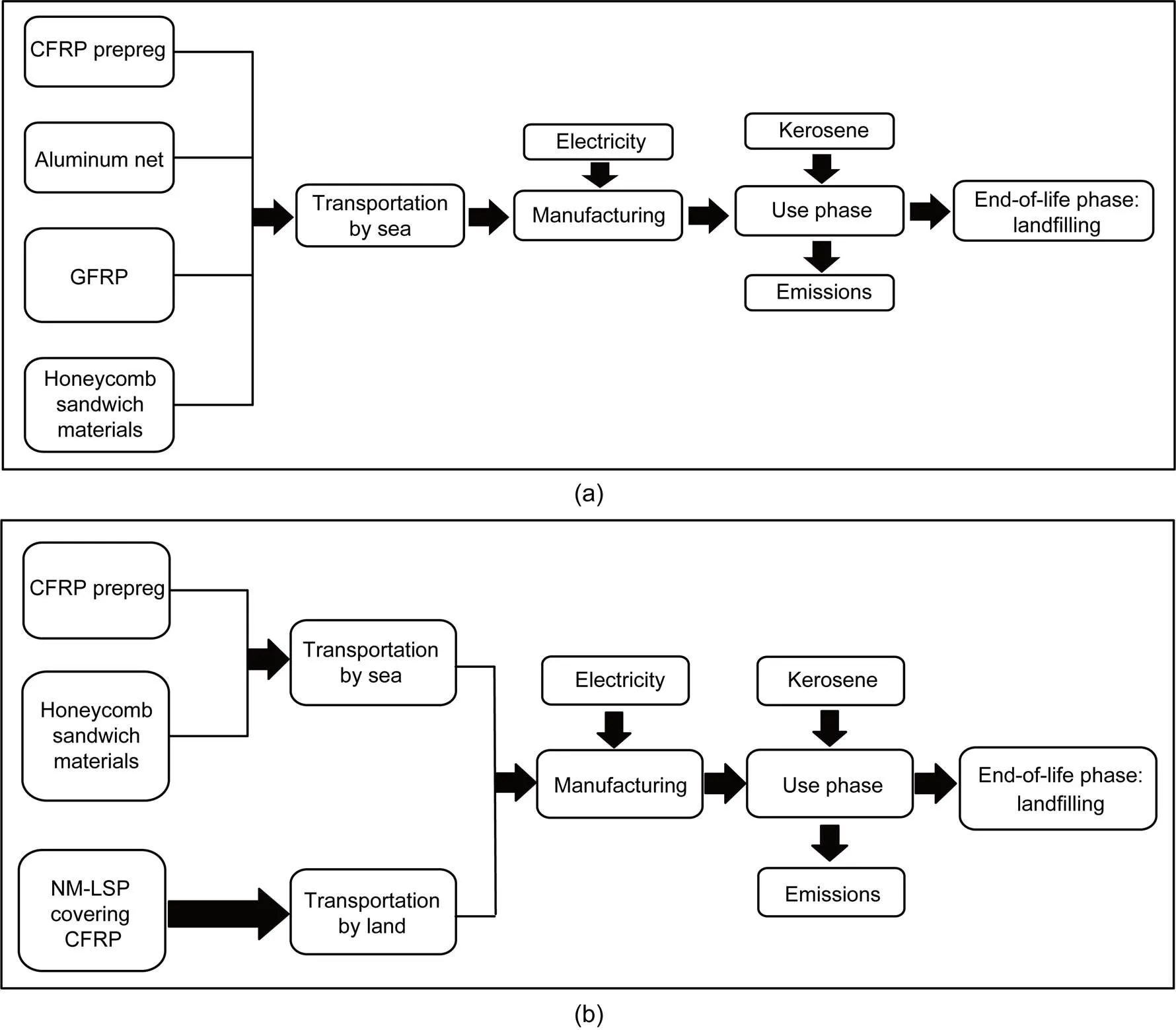
Fig. 1 Life cycle of traditional elevator (a) and new elevator with NM-LSP covering CFRP (b)
The functional unit is usually treated as a reference unit and input and output related to the functional unit are collected and calculated. In the present study, the functional unit is defined as a complete elevator used in a Y12F aircraft.

Fig. 2 Image of elevator using NM-LSP covering CFRP
3.3 Life cycle inventory analysis
In this phase, all the inputs and outputs within the system boundary are collected and calculated. Table 1 shows the amount of materials and electricity used in the two types of elevators, which were reported by AVIC CTC and AVIC HAIG.
The manufacturing technology for the elevator is a hand layup-autoclave process. The irregular shape of the elevator means input materials with regular sizes like the honeycomb sandwich material need to be tailored to fit the mold. Therefore, there are excessive amounts of input materials shown in Table 1. The life cycle inventory list calculation of elevator is explained from five aspects, which are material extraction, transportation, elevator manufacturing, service phase, and end-of-life phase.
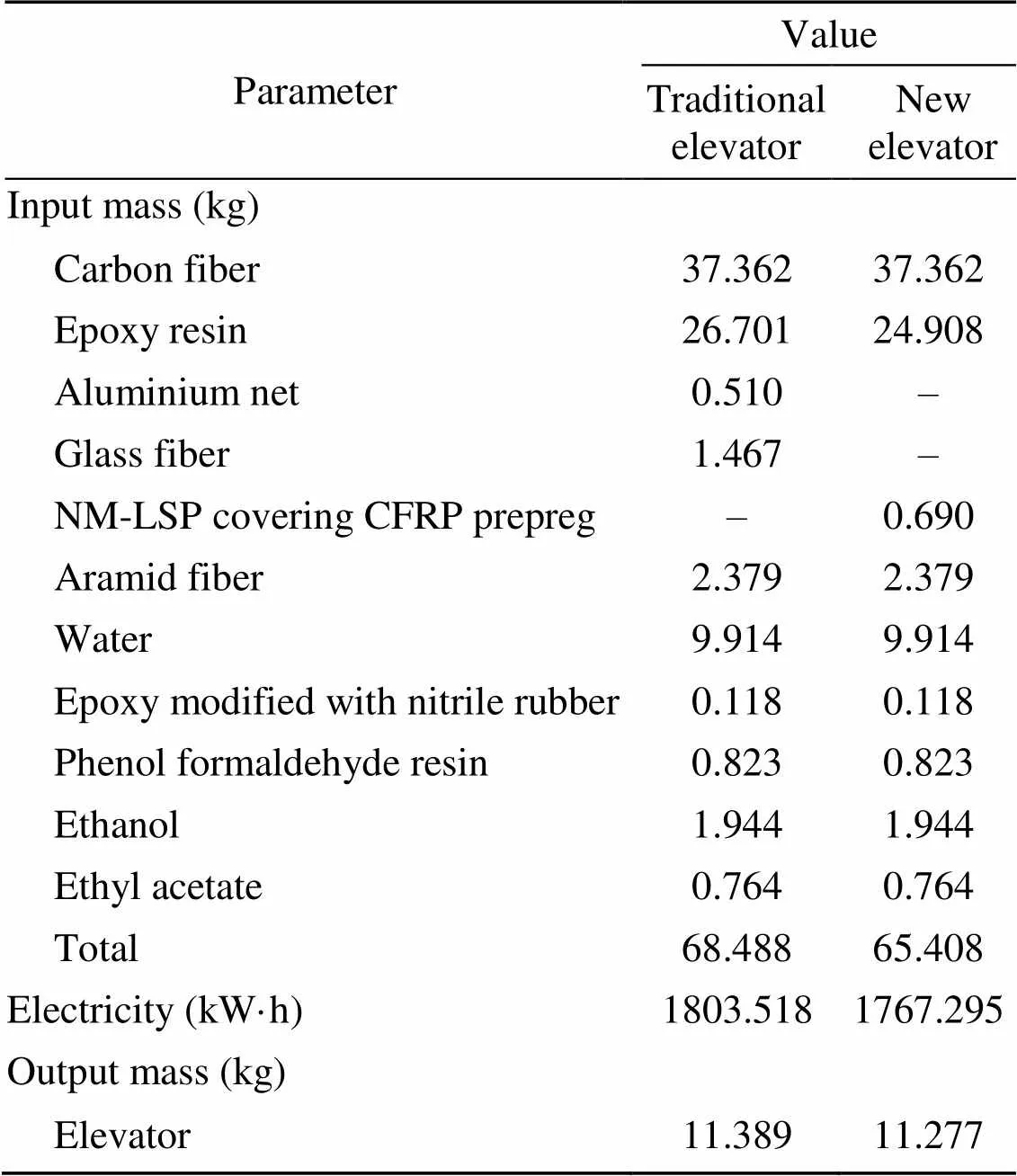
Table 1 Composition of traditional elevator and the new elevator
3.3.1Material extraction
For the traditional elevator, as mentioned above, the inventory lists for GFRP and CFRP prepreg, aluminium net, and honeycomb sandwich material were collected.
When modelling the inventory list of CFRP prepreg, the mass ratio of carbon fiber to epoxy resin was set as 6׃4 (Liu, 2013). The mass ratio of glass fiber to epoxy was given by AVIC HAIG. The energy for producing GFRP and CFRP prepreg was set as 40 MJ/kg (Song et al., 2009; Liu, 2013). Inventory lists for producing carbon fiber, epoxy resin, and glass fiber came from GaBi. The electricity used here and later in the present study is a hybrid power based on the electric power structure of China in 2017, which included 72.9% thermal power, 18.6% hydropower, 3.9% nuclear power, and 4.6% wind power (NBS, 2021).
When modelling the inventory list of the aluminium net, the concept of the buy-to-fly (BTF) ratio needs to be referred to. In commercial aircraft, the BTF ratio is usually 8, which means that 8 kg of aluminium ingot will be consumed when 1 kg aluminium net is used in an aircraft (Timmis et al., 2015). In the present study, a BTF ratio of 8 to 1 is used and 8 was set as baseline. The inventory list for producing aluminium ingot came from GaBi while Table 20 from Leroy (2009) was used to model the emissions and energy consumption required to convert aluminium ingot to aluminium thin foil, which is more similar to aluminium net. Because aluminium recycling is very mature, it was treated in the present study by using the relevant process from GaBi, in which 95% and 5% respectively of aluminium parts will be recycled and landfilled. A BTF ratio of 8 and no recycling for aluminium net production were set as baseline.
When modelling the inventory list for producing honeycomb sandwich material, AVIC CTC provided the detailed input for producing it, which included aramid fiber, water, electricity, ethanol, ethyl acetate, phenol formaldehyde, and epoxy modified with nitrile rubber. Inventory lists for producing aramid fiber, water, electricity, and ethanol directly came from GaBi. The production inventory list of epoxy modified by nitrile rubber was modelled according to Frounchi et al. (2000) and, from the data available in our GaBi database, the nitrile rubber used in the present study was set to have a 33% (in weight) acrylonitrile. The energy input was ignored because no relevant information was available. The inventory lists for producing nitrile rubber and epoxy came from GaBi. The incompleteness of the inventory list of epoxy modified with nitrile rubber will be analyzed in the sensitivity analysis. The production procedures of phenol formaldehyde resin and ethyl acetate were modelled by referring to Wilson (2010) and Kim and Overcash (2003).
For the new elevator, the inventory lists for CFRP prepreg, honeycomb sandwich material, and NM-LSP covering CFRP have to be collected. Inventory lists for the first two materials are the same as those for the traditional elevator.
When modelling the inventory list of NM-LSP covering CFRP, AVIC CTC provided the detailed input amounts. The detailed production procedures were also illustrated in (Zhao et al., 2020). NM-LSP film has two functional layers. The outer functional layer is made up of conductive polymer veils and graphene modified epoxy, used for dispersing the lightning current in a strike. The inner functional layer is formed by expandable graphite modified epoxy and is used to protect the inner CFRP from thermal damage caused by extremely high temperature plasma.
According to the manufacturers, chemical materials including NaOH, AgNO3, glucose, tartaric acid, nylon 6 veil, ethanol, SnCl2, hydrochloric acid, distilled water, PdCl2, boric acid, acetone, graphene, expandable graphite, and NaH2PO2were used to produce the NM-LSP film. A detailed amount of these mentioned materials and consumed electricity cannot be disclosed here because of commercial confidentiality. However, the inventor of the NM-LSP film provided the data used for calculating the inventory list for producing it.
Inventory lists of NaOH, ethanol, hydrochloric acid, distilled water, and acetone can be directly found in GaBi. Because of the limited data in our GaBi software database, inventory lists for AgNO3, glucose, tartaric acid, nylon 6 veil, SnCl2, PdCl2, boric acid, graphene, expandable graphite, and NaH2PO2were estimated based on the relevant literature. The production route, literature source, and completeness check for the materials mentioned above are shown in Appendix A. The impact of the incompleteness of records for these materials will be analyzed in the sensitivity analysis.
3.3.2Transportation
For the conventional elevator, GFRP and CFRP prepreg, aluminium net, and honeycomb sandwich material are produced abroad and then transported to AVIC HAIG. The distance and transportation method are 15000 km and by sea. On the other hand, for the new elevator, NM-LSP covering CFRP will be produced in AVIC CTC, which is about 1300 km away from AVIC HAIG. Transportation is by road.
3.3.3Elevator manufacturing
The manufacturing method for both the elevators used in the present study is a hand layup-autoclave process. The main energy used during the elevator production is electricity, used for composites curing, vacuuming, cutting, and drilling. The curing method is autoclave forming.
During curing, several composite structures are usually cured at the same time. Electricity consumed related to one elevator is proportionally assigned according to the ratio of area of an elevator to the whole area of the autoclave. AVIC HAIG reported the electricity consumption for both elevators.
3.3.4Service phase
In the service or use phase, the environmental impacts of kerosene production and the emission from its combustion have been considered. According to AVIC HAIG the elevator does not need to be changed or repaired during the whole life of a Y12F aircraft.
For kerosene consumption during the life cycle of an aircraft, Calado et al. (2019) proposed and verified an equation of aircraft kerosene consumption per mile (, unit is gal/mile; 1 gal=3.79 L, and 1 mile=1.61 km) toward maximum landing weight (MLW). The equation is shown below:
=1.62+0.0098×(MLW/1000). (1)
The maximum landing weight of a Y12F aircraft is 8000 kg, namely 17637 lb. Therefore, the kerosene consumption per mile for the aircraft is 1.793 gal/mile, namely 4.223 L/km. The flying hours and economic cruising speed of the aircraft are 40000 h and 380 km/h. The whole life cycle flying distance of Y12F is set as 1.52×107km. The total kerosene consumption will be 64190 m3during the life cycle of the aircraft.
Kerosene consumption caused by the elevator is assumed proportional to its weight proportion. For emissions from kerosene combustion, no emission data is available from AVIC HAIG. In the present study, the emission factors from Vidal et al. (2018) were used. To verify the emission factor from Vidal et al. (2018), the carbon dioxide emission factor from 1-kg kerosene combustion (3.15 kg/kg) was compared with the mean carbon dioxide emission factor (3.16 kg/kg) in (Hileman et al., 2010).
3.3.5End-of-life phase
The end-of-life phase of a Y12F aircraft is landfill according to the response from AVIC HAIG. It is noted that though we also consider aluminium recycling in the present study, there is no interest in recycling aluminium in the actual end-of-life treatment in this case. In the present study, 'EU-28: plastic waste on landfill' from GaBi was used to model the end-of-life phase for both elevators. The distance between the aircraft manufacturing factory and the landfill site was set as 20 km as in (Vidal et al., 2018).
3.4 Life cycle impact assessment
Weighting was also included in the present study because it will give a more intuitive impression to the audience of the LCA study, though it is optional in ISO 14044 (ISO, 2006b). GaBi embedded factors for calculating weighting score are used in the present study.
3.5 Sensitivity analysis
A sensitivity analysis can assess the influence of data simplicity and incompleteness on the environmental impact of the studied product. In the present study, there is some incompleteness in the inventory list modelling of epoxy modified with nitrile rubber, non-woven nylon 6 veil, NaH2PO2, glucose, and tartaric acid. The sensitivity range for the input amount of these five materials was set as ±50% to investigate the impact of these materials on the life cycle environmental impact of both elevators, which is commonly used in LCA studies (Fan et al., 2013; Vásquez et al., 2019).
3.6 Interpretation
During the interpretation phase, significant issues should be identified while conclusions, recommendations, and limitations should be drawn and specified. In the present study, the environmental impact comparison between two kinds of LSP materials, and also between two elevators, is performed based on selected LCIA method and categories. Hotspots during NM-LSP covering CFRP production will be identified.
4 Results
4.1 Comparison between two elevators
The environmental impact category (EIC) values for two elevators based on baseline scheme are shown in Fig. 3. The baseline scheme includes no recycling for aluminium and a BTF ratio of 8 was assumed. As can be seen, the new elevator had lower EIC values compared to the traditional one with reduction rates from 0.83% to 3.83% for the individual categories. Among these categories, HTP achieved the greatest reduction.
Comparison of EIC values between each phase of the two elevators was also conducted as shown in Fig. 4. Because the same amount of electricity is used in manufacturing both elevators, the comparison of the manufacturing phase for the two elevators was deleted from Fig. 4. At the material extraction phase shown in Fig. 4a, the new elevator achieved an environmental impact reduction from 0.96% to 71.51%, caused by replacing aluminium net and GFRP with NM-LSP covering CFRP. The detailed explanation for this reduction will be illustrated in the next part. For the transportation phase, shown in Fig. 4b, the new elevator achieved an environmental impact reduction from 5.11% to 5.86% for all EIC values because there is no need to transport aluminium net and GFRP from abroad for it. Instead, NM-LSP covering CFRP will be transported over a much shorter distance and has a lighter weight. Then, in the use phase shown in Fig. 4c, the new elevator achieved an environmental impact reduction from 0.82% to 1.21% in terms of all the categories, which was caused by the weight reduction of the new elevator through use of NM-LSP covering CFRP. Finally, for the end-of-life phase shown in Fig. 4d, the new elevator achieved an environmental impact reduction ranging from 4.17% to 4.62% over all the categories. Less waste material for the new elevator was the reason for the reduction of EIC values during the end-of-life phase.
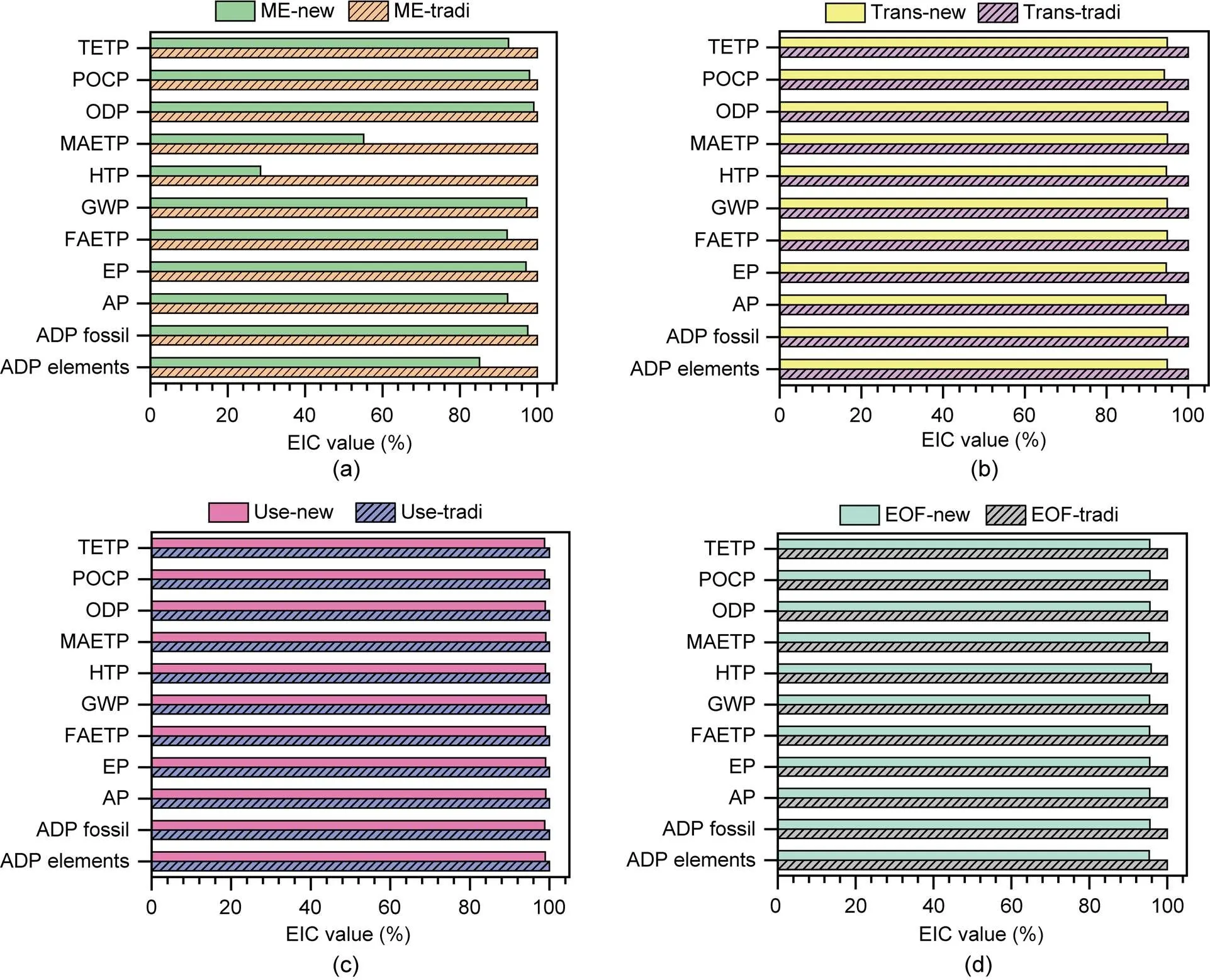
Fig. 4 Comparison between EIC values of material extraction phase (a), transportation phase (b), use phase (c), and end-of-life phase of the two elevators (d). 'ME', 'tradi', 'Trans', and 'EOF' represent material extraction, traditional elevator, transportation, and end-of-life, respectively
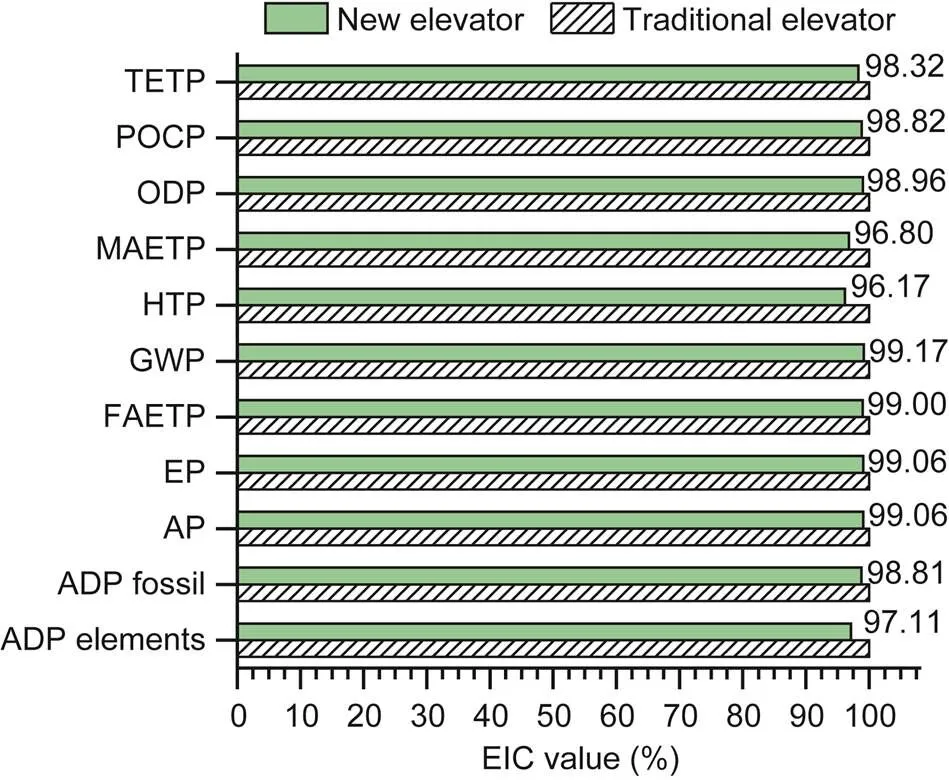
Fig. 3 Comparison between life cycle EIC values of two elevators
Next, the contribution of different phases to the overall environmental impact of the two elevators was analyzed and is shown in Fig. 5. As seen, for both elevators, the service or use phase contributed most to all the 11 EICs. If the ADP elements and ODP were not included, the service phase contributed more than 90% to all the other EICs of both elevators. The second highest contributor to the ODP category for both elevators was the material extraction phase. More specifically, it was the use of CFRP prepreg and honeycomb sandwich material that caused the high contribution in the ODP category. The contribution percentages of CFRP prepreg and honeycomb sandwich material to overall ODP values of the traditional and new elevators were 9.59% and 34.34%, and 9.69% and 34.74%, respectively. During the service phase of both elevators, the contribution of kerosene combustion was higher than its production in terms of AP, EP, GWP, and POCP, but it contributed zero or nearly zero in terms of ADP elements, ADP fossil, MAETP, ODP, and TETP.
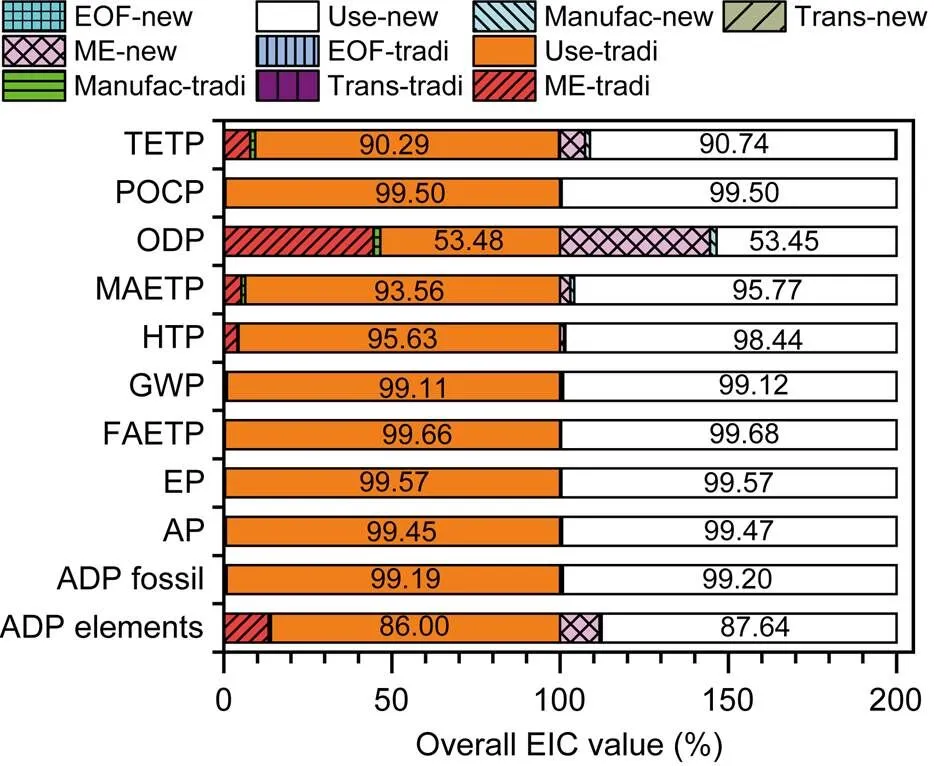
Fig. 5 Contribution rates of different phases to the overall EIC values for the two elevators. 'Manufac' represents manufacturing
Finally, for a more intuitive comparison between the environmental impacts of two elevators, the weighting results for the two elevators were also calculated based on GaBi embedded weighting factors. The total scores for the traditional elevator and the new elevator were 5.13×107and 5.04×107, respectively, which means there was a total environmental impact reduction rate of 1.75% for the new elevator. The contribution rates of the material extraction phase, transportation phase, manufacturing phase, service phase, and end-of-life phase to the overall environmental impact of the traditional elevator are 2.72%, 0.01%, 0.66%, 96.61%, and 0.01%, respectively. The corresponding contribution rates for the new elevator are 1.67%, 0.01%, 0.67%, 97.65%, and 0.01%.
The environmental impact of the elevator itself cannot be verified from existing research because LCA study in the literature is usually time specific and location specific. Different databases and different technical production routes will show different environmental impacts even for the same material. However, the trend that the service phase dominates the environmental impact contribution to the overall life cycle environmental impact of the elevator is similar to that of other aircraft parts in the literature (Beck et al., 2011; Scelsi et al., 2011; Howe et al., 2013; Timmis et al., 2015; Vidal et al., 2018). For example, it was reported that the operational phase contributed 99.9% overall to the environmental impact of the A320 commercial jet (Howe et al., 2013). Similarly, it was reported that the use stage contributed over 98% to the overall environmental impact of all the aircraft interior panels investigated in (Vidal et al., 2018).
4.2 Comparison between two kinds of LSP materials
As mentioned, the traditional LSP material is aluminium net and GFRP and they were replaced by NM-LSP covering CFRP in the new elevator. Four schemes were set for traditional LSP materials. Scheme 1 was aluminium net with a BTF ratio of 1 without recycling, and GFRP. Scheme 2 was aluminium net with a BTF ratio of 8 without recycling, and GFRP. Scheme 3 was aluminium net with a BTF ratio of 1 with recycling, and GFRP. Scheme 4 was aluminium net with a BTF ratio of 8 with recycling, and GFRP.
黄酮类化合物广泛存在于自然界,现泛指由2个苯环通过三碳链相互连接而成的一系列化合物,具有C6-C3-C6基本骨架。查阅相关文献发现,该类化合物在质谱条件下主要以糖基的断裂、环的RDA裂解以及CO、CO2、CHO、C2H2O、C3O2等一些中性小分子的碎片丢失为主要特征[32]。本品中鉴定出的黄酮类化合物共10种,分别为木犀草素、毛蕊异黄酮苷、千层纸素A-5-O-葡萄糖苷、鼠李柠檬素、黄芩苷、芒柄花苷、isomucronulatol-7-O-β-D- glucoside、毛蕊异黄酮、芹菜素和芒柄花黄素。
The comparison among the 11 EIC values of traditional LSP materials from four technical routes and NM-LSP covering CFRP is shown in Fig. 6. As can be seen, NM-LSP covering CFRP had the lowest values in all the environmental categories except FAETP, HTP, MAETP, and POCP. Concerning HTP and FAETP, scheme 3 had negative values, which was achieved by the recycling of aluminium and a BTF ratio of 1. Based on weighting results, NM-LSP covering CFRP had lower environmental impact compared with scheme 1, scheme 2, and scheme 4 with decreasing rates of 84.54%, 97.62%, and 97.22%, respectively. On the other hand, NM-LSP covering CFRP had a higher environmental impact than scheme 3 and the increasing rate was 121.89%.
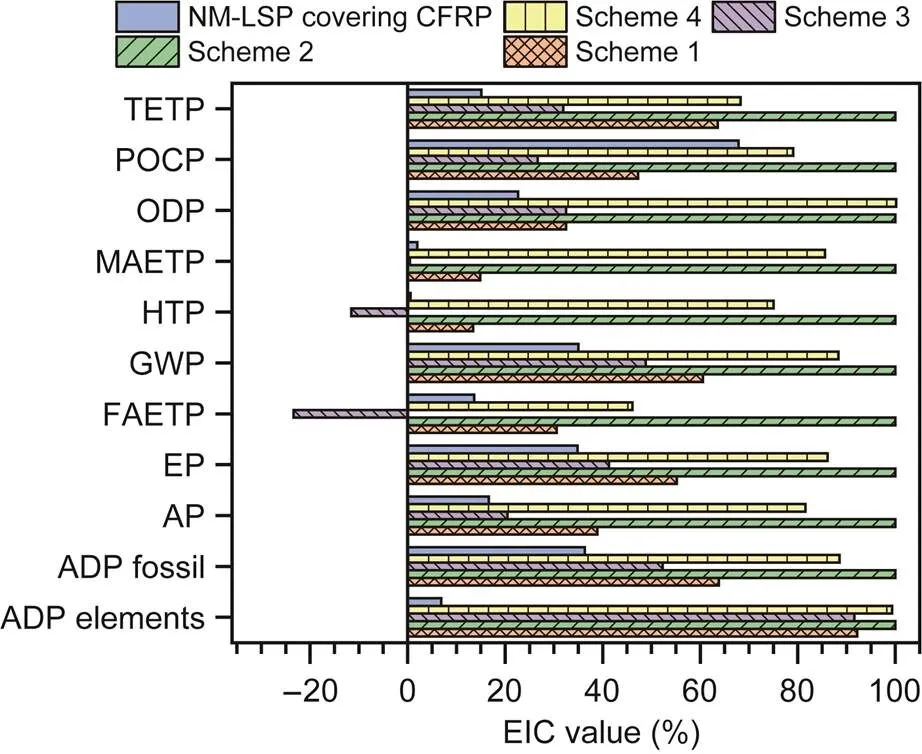
Fig. 6 Comparison between EIC values for two kinds of LSP materials from different production routes
Recycling is beneficial for the reduction of the environmental impact of the production of aluminium net (Scelsi et al., 2011; Timmis et al., 2015). When considering recycling and a BTF ratio of 1, traditional LSP materials had environmental impact reduction rates from 0.07% to 186.21% in all the impact categories compared with a BTF ratio of 1 and no recycling for producing aluminium net. When BTF ratio was 8 and recycling was applied, traditional LSP materials had environmental impact reduction rates from about 0.00% to 53.91% in terms of all the impact categories compared with the scheme for producing aluminium net with a BTF ratio of 8 and no recycling.
A higher BTF ratio increased the environmental impact of traditional LSP materials significantly. When a BTF ratio of 8 was considered, compared with a BTF ratio of 1, the environmental impact increasing rates ranged from 8.52% to 646.79% for traditional LSP materials without recycling and from 8.51% to 17651.85% for traditional LSP materials with a recycling process.
The contribution of different components of NM-LSP covering CFRP to its overall environmental impact was also analyzed. Based on weighting results, CFRP prepreg contributed 58.67% to its overall environmental impact, while electricity and NM-LSP film contributed 33.52% and 7.81%, respectively. In terms of the environmental impact for producing NM-LSP film, electricity and silver nitrate contributed most. Actually, silver nitrate even contributed 4.05% to the overall environmental impact of NM-LSP covering CFRP.
4.3 Sensitivity analysis results
4.3.1Sensitivity analysis for honeycomb sandwich material
There are two parts for this sensitivity analysis. One is caused by the incomplete production inventory of epoxy modified with nitrile rubber. Its input energy was ignored because there is no relevant data in the literature. As stated in Section 3.5, when increasing by 50% the input amount of epoxy modified by nitrile rubber, the environmental impact of the honeycomb sandwich material increased 0.005% to 2.933% in respect of all the EICs. To make it clearer, weighting results were used later. Epoxy modified by nitrile rubber contributed 0.43% to the overall environmental impact of honeycomb sandwich material. On the other hand, honeycomb sandwich material contributed 4.87% to the overall environmental impact of the material extraction phase for the traditional elevator, which means a 50% increase of epoxy modified by nitrile rubber will just cause 0.01% increase in the overall environmental impact of the material extraction phase for the traditional elevator. In the meantime, the material extraction phase contributes a small part to the overall life cycle environmental impact of the traditional elevator. For the new elevator, 50% increase of the input amount of epoxy modified with nitrile rubber will cause 0.02% increase to the overall environmental impact of the material extraction phase.
4.3.2Sensitivity analysis for NM-LSP covering CFRP
The sensitivity of the incomplete production inventories of glucose, tartaric acid, nylon 6 veil, and NaH2PO2to the environmental impact of NM-LSP covering CFRP was also analyzed. It was found that when increasing the input amount of these four materials by 50%, the environmental impact of NM-LSP covering CFRP only increased 0.10% to 0.49% concerning all the EICs. When reaching weighting results, the total environmental impact of these four materials only contributed 0.39% to the overall impact of NM-LSP covering CFRP. In the meantime, NM-LSP covering CFRP contributed 1.61% to the overall environmental impact of the material extraction phase for the new elevator in terms of weighting results.
From the analysis above, the influence of the incomplete inventories of these above materials on the life cycle environmental impact of the two elevators can be ignored. Such simplification will not influence the conclusions drawn.
4.4 Discussion
This LCA study is located in Harbin, China. Components will be manufactured abroad and transported to China for assembling and manufacturing. Therefore, the life cycle inventories for raw materials used in these components should be as close as possible to the actual technical production routes of these raw materials. However, because of the limited database used in the present study, sometimes other technical routes have to be adopted without data from GaBi's database or the literature. The incompleteness of production inventories was assessed above while the assessment of differential technical production routes for the same raw material cannot be conducted. Fortunately, according to the results, the material extraction phase only contributes 2.72% and 1.67% to the overall environmental impact of the two elevators. In addition, the influence of different technical routes on the assessment results was minimized by adopting the same technical route in both elevators whenever the same material was used in both.
According to the LCA results, the service phase is the biggest contributor to the overall environmental impact of both elevators. Therefore, for the overall life cycle environmental impact of the elevator, the reduction of weight will be more efficient than any decrease in the environmental impact of the LSP materials themselves. In the present study, the new elevator used over 80% less LSP materials than the traditional elevator. However, for the weight of the whole elevator, the new elevator achieved weight reduction of just 0.98%. In the future, materials and techniques which can achieve better LSP effects and lighter weight should be adopted even if their environmental costs are higher during the material extraction phase.
5 Conclusions
In the present paper, the environmental impacts of the two elevators were compared according to the LCA method. The following conclusions can be drawn based on the results and analysis.
1. The new elevator with NM-LSP covering CFRP as LSP material achieved environmental impact reductions for all the 11 EICs ranging from 0.83% to 3.83% and had a reduced overall environmental impact of 1.75%.
2. The service phase is the biggest contributor to the environmental impact of both traditional and new elevators with contribution rates of more than 96% and 97%, respectively.
3. NM-LSP covering CFRP achieved reduction in all the EICs except FAETP, HTP, MAETP, and POCP compared with traditional LSP material when aluminium recycling was considered and the BTF ratio was 1. When recycling was not included, NM-LSP is more eco-friendly.
4. As for the overall environmental impact of producing NM-LSP covering CFRP, the CFRP prepreg, electricity, and LSP film contributed 58.67%, 33.52%, and 7.81%, respectively. For the chemicals used in the NM-LSP film, silver nitrate contributed most to their overall environmental impact.
5. The incompleteness of several materials did not cause big effects on the life cycle environmental impact assessment for either elevator.
This work is supported by the National Key Research and Development Program of China (No. 2017YFC0703007), the Chinese MIIT Special Research Plan on Civil Aircraft (No. MJ-2015-H-G-103), the National Natural Science Foundation of China (No. 52008137), and the China Postdoctoral Science Foundation (Nos. 2019TQ0079 and 2019M661288).
Gui-jun XIAN designed the research. Shao-ce DONG processed the corresponding data and wrote the first draft of the manuscript. Cheng-gao LI helped to organize the manuscript. Gui-jun XIAN, Cheng-gao LI, and Shao-ce DONG revised and edited the final version. Zhong-jie ZHAO, Xu-feng ZHANG, and Qing-wen YUN contributed to the data collection.
Shao-ce DONG, Cheng-gao LI, Gui-jun XIAN, Zhong-jie ZHAO, Xu-feng ZHANG, and Qing-wen YUN declare that they have no conflict of interest.
Agarski B, Nikolić V, Kamberović Ž, et al., 2017. Comparative life cycle assessment of Ni-based catalyst synthesis processes., 162:7-15. https://doi.org/10.1016/j.jclepro.2017.06.012
Agusdinata DB, Zhao F, Ileleji K, et al., 2011. Life cycle assessment of potential Biojet fuel production in the United States., 45(21):9133-9143. https://doi.org/10.1021/es202148g
Akiyama M, Tsuge T, Doi Y, 2003. Environmental life cycle comparison of polyhydroxyalkanoates produced from renewable carbon resources by bacterial fermentation., 80(1):183-194. https://doi.org/10.1016/S0141-3910(02)00400-7
Ang P, Mothe SR, Chennamaneni LR, et al., 2021. Laboratory- scale life-cycle assessment: a comparison of existing and emerging methods of poly(ε-caprolactone) synthesis., 9(2):669-683. https://doi.org/10.1021/acssuschemeng.0c06247
Arvidsson R, Kushnir D, Sandén BA, et al., 2014. Prospective life cycle assessment of graphene production by ultrasonication and chemical reduction., 48(8):4529-4536. https://doi.org/10.1021/es405338k
AVIC HAIG (Aviation Industry Corporation of China, Ltd. Harbin Aircraft Industry Group Co., Ltd.), 2021. Y12F Aircraft Technical Data. https://enhafei.avicnet.cn/sycd/y12f/
Bachmann J, Hidalgo C, Bricout S, 2017. Environmental analysis of innovative sustainable composites with potential use in aviation sector—a life cycle assessment review., 60(9):1301-1317. https://doi.org/10.1007/s11431-016-9094-y
Bafana A, Kumar SV, Temizel-Sekeryan S, et al., 2018. Evaluating microwave-synthesized silver nanoparticles from silver nitrate with life cycle assessment techniques., 636:936-943. https://doi.org/10.1016/j.scitotenv.2018.04.345
Beck AJ, Hodzic A, Soutis C, et al., 2011. Influence of implementation of composite materials in civil aircraft industry on reduction of environmental pollution and greenhouse effect., 26:012015. https://doi.org/10.1088/1757-899X/26/1/012015
Bicer Y, Dincer I, 2017. Life cycle evaluation of hydrogen and other potential fuels for aircrafts., 42(16):10722-10738. https://doi.org/10.1016/j.ijhydene.2016.12.119
Bigum M, Brogaard L, Christensen TH, 2012. Metal recovery from high-grade WEEE: a life cycle assessment., 207-208:8-14. https://doi.org/10.1016/j.jhazmat.2011.10.001
Calado EA, Leite M, Silva A, 2019. Integrating life cycle assessment (LCA) and life cycle costing (LCC) in the early phases of aircraft structural design: an elevator case study., 24(12):2091-2110. https://doi.org/10.1007/s11367-019-01632-8
Church JM, Blumberg R, 1951. Synthesis of tartaric acid., 43(8):1780-1786. https://doi.org/10.1021/ie50500a030
Connelly EB, Colosi LM, Clarens AF, et al., 2015. Life cycle assessment of biofuels from algae hydrothermal liquefaction: the upstream and downstream factors affecting regulatory compliance., 29(3):1653-1661. https://doi.org/10.1021/ef502100f
Cox K, Renouf M, Dargan A, et al., 2014. Environmental life cycle assessment (LCA) of aviation biofuel from microalgae,, and sugarcane molasses., 8(4):579-593. https://doi.org/10.1002/bbb.1488
Cummins RW, 1961. Process for the Production of Phosphine and Sodium Hypophosphite. US Patent US2977192A.
Duongthipthewa A, Su YY, Zhou LM, 2020. Electrical conductivity and mechanical property improvement by low-temperature carbon nanotube growth on carbon fiber fabric with nanofiller incorporation., 182:107581. https://doi.org/10.1016/j.compositesb.2019.107581
Fan JQ, Shonnard DR, Kalnes TN, et al., 2013. A life cycle assessment of pennycress (.)-derived jetfuel and diesel, 55:87-100. https://doi.org/10.1016/j.biombioe.2012.12.040
Fortier MOP, Roberts GW, Stagg-Williams SM, et al., 2014. Life cycle assessment of bio-jet fuel from hydrothermal liquefaction of microalgae., 122:73-82. https://doi.org/10.1016/j.apenergy.2014.01.077
Frounchi M, Mehrabzadeh M, Parvary M, 2000. Toughening epoxy resins with solid acrylonitrile–butadiene rubber., 49(2):163-169. https://doi.org/10.1002/(SICI)1097-0126(200002)49:2<163::AID-PI321>3.0.CO;2-X
Gaztelumendi I, Chapartegui M, Seddon R, et al., 2017. Enhancement of electrical conductivity of composite structures by integration of carbon nanotubes via bulk resin and/or buckypaper films.:, 122:31-40. https://doi.org/10.1016/j.compositesb.2016.12.059
Guinée JB, 2002. Handbook on life cycle assessment operational guide to the ISO standards., 7(5):311. https://doi.org/10.1007/BF02978897
Hileman JI, Stratton RW, Donohoo PE, 2010. Energy content and alternative jet fuel viability., 26(6):1184-1196. https://doi.org/10.2514/1.46232
Howe S, Kolios AJ, Brennan FP, 2013. Environmental life cycle assessment of commercial passenger jet airliners.:, 19:34-41. https://doi.org/10.1016/j.trd.2012.12.004
ISO (International Organization for Standardization), 2006a. Environmental Management—Life Cycle Assessment—Principles and Framework, ISO 14040:2006. ISO, Geneva, Switzerland.
ISO (International Organization for Standardization), 2006b. Environmental management—Life Cycle Assessment—Requirements and Guidelines, ISO 14044:2006. ISO, Geneva, Switzerland.
Kanata J, Ametani A, Yamamoto K, 2013. Current distribution characteristic of a quasi-isotropic CFRP panel. Proceedings of the International Symposium on Lightning Protection, p.318-323. https://doi.org/10.1109/SIPDA.2013.6729202
Kim S, Overcash M, 2003. Energy in chemical manufacturing processes: gate-to-gate information for life cycle assessment., 78(9):995-1005. https://doi.org/10.1002/jctb.821
Koroneos C, Dompros A, Roumbas G, 2005. Advantages of the use of hydrogen fuel as compared to kerosene., 44(2):99-113. https://doi.org/10.1016/j.resconrec.2004.09.004
Leroy C, 2009. Provision of LCI data in the European aluminium industry methods and examples., 14(S1):10-44. https://doi.org/10.1007/s11367-009-0068-6
Li CG, Xian GJ, Li H, 2019a. Combined effects of temperature, hydraulic pressure and salty concentration on the water uptake and mechanical properties of a carbon/glass fibers hybrid rod in salty solutions., 76:19-32. https://doi.org/10.1016/j.polymertesting.2019.02.034
Li CG, Xian GJ, Li H, 2019b. Effect of postcuring immersed in water under hydraulic pressure on fatigue performance of large-diameter pultruded carbon/glass hybrid rod., 42(5):1148-1160. https://doi.org/10.1111/ffe.12978
Li CG, Xian GJ, Li H, 2019c. Tension-tension fatigue performance of a large-diameter pultruded carbon/glass hybrid rod., 120:141-149. https://doi.org/10.1016/j.ijfatigue.2018.11.007
Liu ZQ, 2013. Life Cycle Assessment of Composites and Aluminium Use in Aircraft Systems. MS Thesis, Cranfield University, Cranfield, UK.
Muthu SS, Li Y, 2014. Assessment of Environmental Impact by Grocery Shopping Bags:an Eco-Functional Approach. Springer, Singapore.
NBS (National Bureau of Statistics), 2021. Electricity Balance Table (in Chinese). https://data.stats.gov.cn/adv.htm?f=aq&cn=C01&nodeid=A070S&wdcode=zb
Parolin G, Borges AT, Santos LCC, et al., 2021. A tool for aircraft eco-design based on streamlined life cycle assessment and uncertainty analysis., 98:565-570. https://doi.org/10.1016/j.procir.2021.01.152
Penner JE, Lister DH, Griggs DJ, et al., 1999. Aviation and the Global Atmosphere. Cambridge University Press, Cambridge, UK.
Pereira SR, Fontes T, Coelho MC, 2014. Can hydrogen or natural gas be alternatives for aviation? – A life cycle assessment., 39(25):13266-13275. https://doi.org/10.1016/j.ijhydene.2014.06.146
Pizza A, Metz R, Hassanzadeh M, et al., 2014. Life cycle assessment of nanocomposites made of thermally conductive graphite nanoplatelets., 19(6):1226-1237. https://doi.org/10.1007/s11367-014-0733-2
Roos S, Jönsson C, Posner S, et al., 2019. An inventory framework for inclusion of textile chemicals in life cycle assessment., 24(5):838-847. https://doi.org/10.1007/s11367-018-1537-6
Scelsi L, Bonner M, Hodzic A, et al., 2011. Potential emissions savings of lightweight composite aircraft components evaluated through life cycle assessment., 5(3):209-217. https://doi.org/10.3144/expresspolymlett.2011.20
Song YS, Youn JR, Gutowski TG, 2009. Life cycle energy analysis of fiber-reinforced composites., 40(8):1257-1265. https://doi.org/10.1016/j.compositesa.2009.05.020
Sphera Solutions GmbH, 2021. Homepage of GaBi Software. https://gabi.sphera.com/
Stratton RW, Wolfe PJ, Hileman JI, 2011. Impact of aviation non-CO2combustion effects on the environmental feasibility of alternative jet fuels., 45(24):10736-10743. https://doi.org/10.1021/es2017522
Timmis AJ, Hodzic A, Koh L, et al., 2015. Environmental impact assessment of aviation emission reduction through the implementation of composite materials., 20(2):233-243. https://doi.org/10.1007/s11367-014-0824-0
Vásquez MC, Martínez A, Castillo EF, et al., 2019. Holistic approach for sustainability enhancing of hydrotreated aviation biofuels, through life cycle assessment: a Brazilian case study., 237:117796. https://doi.org/10.1016/j.jclepro.2019.117796
Vidal R, Moliner E, Martin PP, et al., 2018. Life cycle assessment of novel aircraft interior panels made from renewable or recyclable polymers with natural fiber reinforcements and non-halogenated flame retardants., 22(1):132-144. https://doi.org/10.1111/jiec.12544
Wilson JB, 2010. Life-cycle inventory of formaldehyde-based resins used in wood composites in terms of resources, emissions, energy and carbon., 42(S1):125-143.
Xian GJ, Guo R, Li CG, et al., 2021. Effects of rod size and fiber hybrid mode on the interface shear strength of carbon/glass fiber composite rods exposed to freezing-thawing and outdoor environments., 14:2812-2831. https://doi.org/10.1016/j.jmrt.2021.08.088
Xian GJ, Guo R, Li CG, 2022. Combined effects of sustained bending loading, water immersion and fiber hybrid mode on the mechanical properties of carbon/glass fiber reinforced polymer composite., 281:115060. https://doi.org/10.1016/j.compstruct.2021.115060
Zhamu A, Jang BZ, 2012. Mass Production of Pristine Nano Graphene Materials. US Patent 8226801.
Zhang B, Soltani SA, Le LN, et al., 2017. Fabrication and assessment of a thin flexible surface coating made of pristine graphene for lightning strike protection., 216:31-40. https://doi.org/10.1016/j.mseb.2017.02.008
Zhao ZJ, Zhang BY, Du Y, et al., 2017. MWCNT modified structure-conductive composite and its electromagnetic shielding behavior., 130:21-27. https://doi.org/10.1016/j.compositesb.2017.07.033
Zhao ZJ, Ma YJ, Yang Z, et al., 2020. Light weight non-metallic lightning strike protection film for CFRP., 25:101502. https://doi.org/10.1016/j.mtcomm.2020.101502
To aid readability in Section 3.3, the inventory list modelling of some chemicals used in NM-LSP covering CFRP is shown in Table A1. The inventory lists of reactants of these chemicals below can be found in our GaBi database or the reactants can be further modelled using complete inventory lists from the literature and our GaBi database.
Table A1 Inventory list modelling of some chemicals
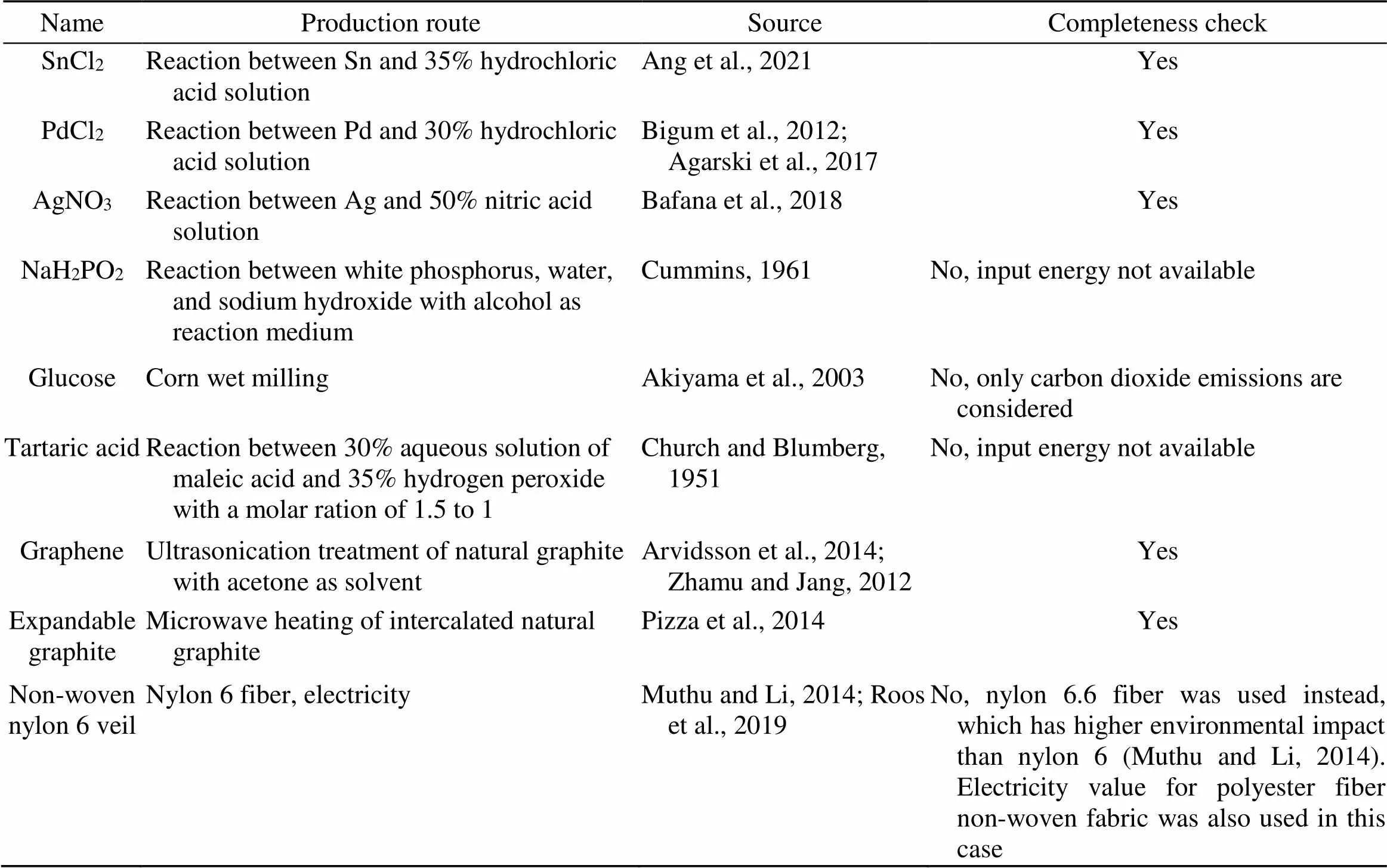
NameProduction routeSourceCompleteness check SnCl2Reaction between Sn and 35% hydrochloric acid solutionAng et al., 2021Yes PdCl2Reaction between Pd and 30% hydrochloric acid solutionBigum et al., 2012; Agarski et al., 2017Yes AgNO3Reaction between Ag and 50% nitric acid solutionBafana et al., 2018Yes NaH2PO2Reaction between white phosphorus, water, and sodium hydroxide with alcohol as reaction mediumCummins, 1961No, input energy not available GlucoseCorn wet millingAkiyama et al., 2003No, only carbon dioxide emissions are considered Tartaric acidReaction between 30% aqueous solution of maleic acid and 35% hydrogen peroxide with a molar ration of 1.5 to 1Church and Blumberg, 1951No, input energy not available GrapheneUltrasonication treatment of natural graphite with acetone as solventArvidsson et al., 2014; Zhamu and Jang, 2012Yes Expandable graphiteMicrowave heating of intercalated natural graphitePizza et al., 2014Yes Non-woven nylon 6 veilNylon 6 fiber, electricityMuthu and Li, 2014; Roos et al., 2019No, nylon 6.6 fiber was used instead, which has higher environmental impact than nylon 6 (Muthu and Li, 2014). Electricity value for polyester fiber non-woven fabric was also used in this case
Cheng-gao LI, https://orcid.org/0000-0002-4338-8944
Mar. 2, 2022;
Revision accepted June 2, 2022;
Crosschecked Aug. 13, 2022
© Zhejiang University Press 2022
猜你喜欢
中国药房(2022年10期)2022-05-30
食品与健康(2020年4期)2020-05-18
分析化学(2018年4期)2018-11-02
中国食品(2018年7期)2018-09-10
中学化学(2017年6期)2017-10-16
中学化学(2017年6期)2017-10-16
成长·读写月刊(2017年7期)2017-07-13
中国民族民间医药·上半月(2017年5期)2017-06-12
家庭医药·快乐养生(2017年4期)2017-04-19
中学化学(2017年2期)2017-04-01
 Journal of Zhejiang University-Science A(Applied Physics & Engineering)2022年9期
Journal of Zhejiang University-Science A(Applied Physics & Engineering)2022年9期
- Journal of Zhejiang University-Science A(Applied Physics & Engineering)的其它文章
- Elastoplastic behavior of frozen sand–concrete interfaces under cyclic shear loading
- Influence of wettability in immiscible displacements with lattice Boltzmann method
- Static control method using gradient–genetic algorithm for grillage adaptive beam string structures based on minimal internal force
- Effects of the mixing degree upstream of the diverging area on the pollutant allocation characteristics of a braided river
- Mask R-CNN and multifeature clustering model for catenary insulator recognition and defect detection