基于六西格玛管理方法提升DP980 钢种性能稳定性研究
2022-09-26 14:52韩世绪于程福高小尧
山西冶金 2022年4期
韩世绪,肖 伟,于程福,高小尧,王 朝,陈 彤
(唐山钢铁集团有限责任公司,河北 唐山 063001)
六西格玛是一种在21 世纪初兴起的企业管理方法,它可以运用于各个行业的研发、生产与销售系统。尤其是在钢铁行业,其独特的驱动力是密切了解顾客需求,严格地使用事实、数据和统计分析,以及不断地关注业务过程的管理、改进和彻底改造[1]。本文通过六西格玛管理方法对炼钢、轧钢全流程生产工艺中的影响因子进行统计,找出影响HC550/980DP 屈服强度稳定性的关键因素,通过过程能力分析、测量系统分析、因果矩阵确定等方法建立分析方程,将生产可视化,并通过数据分析找出影响关键点,并对关键点进行工艺调整,从而提升HC550/980DP 屈服强度性能稳定性,提升企业效益。
1 问题提出
冷轧汽车钢980DP 的生产工艺流程较为复杂,产线控制因子诸多,因此各位置参数的波动均会造成产品性能的波动。通过对客户需求信息的采集发现,客户反馈该钢种屈服强度较高,不利于后期加工,他们更希望该钢种冲压成形较易,并且冲压无回弹、无开裂。为避免在终端客户处出现质量问题,影响合格率,产生质量抱怨,通过分析优化980DP 的屈服强度,以降低屈强比作为项目的目标,以此提升产线的生产稳定性,提升产品使用合格率。
2 工具方法的应用
2.1 目标值Y 的确定(定义)
针对产品目前的性能波动问题,通过六西格玛管理方法进行数据的采集。首先是对问题进行定义,通过结合客户实际使用情况与金属学理论分析,确定产品的屈服强度(Rp0.2)为最终改善目标值(Y 值)。然后,对确立的Y 值进行正态性及稳定性检验计算,检验结果如图1、图2 所示。
从图1 可以得出,P 值>0.05,满足正态分布,标准差较大,分布较为离散;从图2 中可看出,屈服强度在中值的偏离程度较高,且大量落在中值以上,具有较大的改善空间。最后,依据检验结果及确定的改善目标值,通过工艺生产流程筛选出关键影响因子[2],关键影响因子鱼骨图如图3 所示。

图1 正态性检验
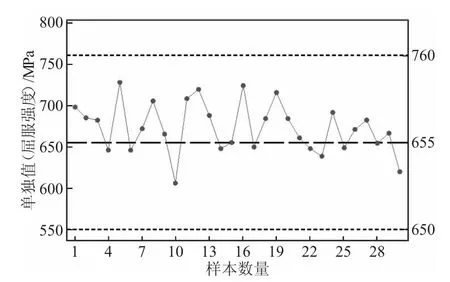
图2 稳定性控制

图3 关键影响因子鱼骨图
2.2 测量系统分析
一个具有研究性的测量系统必须要有良好的准确度与精确度,而以数据和事实为依据是六西格玛管理方法的特点之一,可以说数据本身的准确性是六西格玛方法的基本支撑[3-5]。测量的目标一般包括设备量具、操作人员、执行的标准文件。由于分析过程中,执行标准一致,因此只需对测量仪器(C1、C2、C3)及操作人员进行分析,避免由于测量系统的误差对目标值产生影响。与测量性能相关的实验设备包括试样冲压机、拉伸试验机。
选取10 块不同炉卷大块钢板,每大块沿横向加工成9 块平行试样,利用电子拉伸试验机,由三位实验人员(实验员甲、乙、丙)按照标准文件的方法要求对样品的屈服强度和抗拉强度进行测试。量具R&R研究-XBar/R 法所得屈服强度与抗拉强度统计图报告如图4 所示,量具R&R 研究-XBar/R 法屈服强度及抗拉强度数据统计如表1、表2 所示。
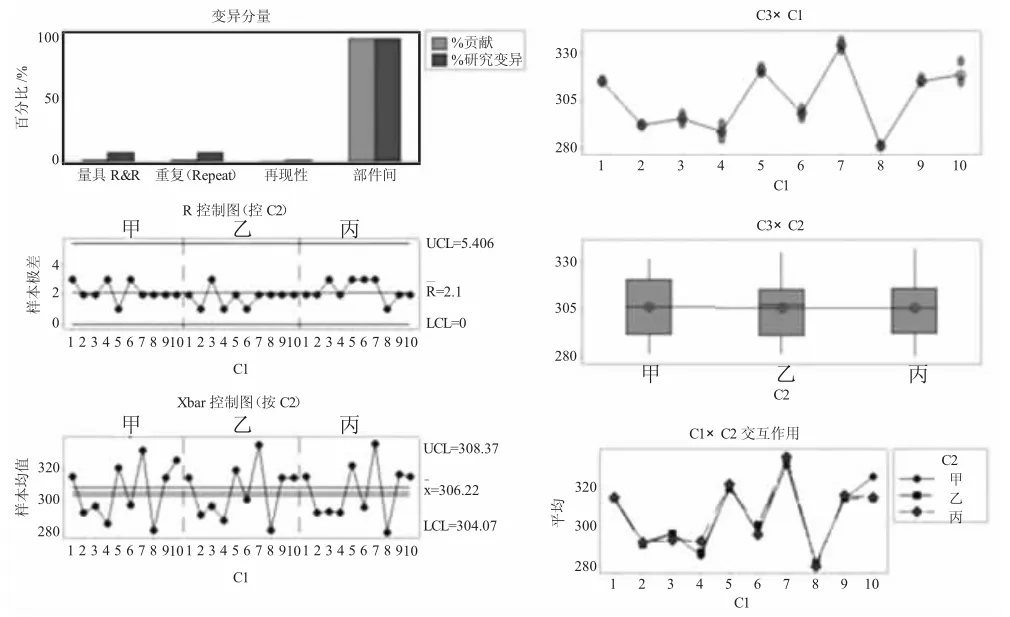
图4 量具R&R 研究-XBar/R 法测试屈服强度与抗拉强度报告

表1 量具R&R 研-XBar/R 法测屈服强度统计数据
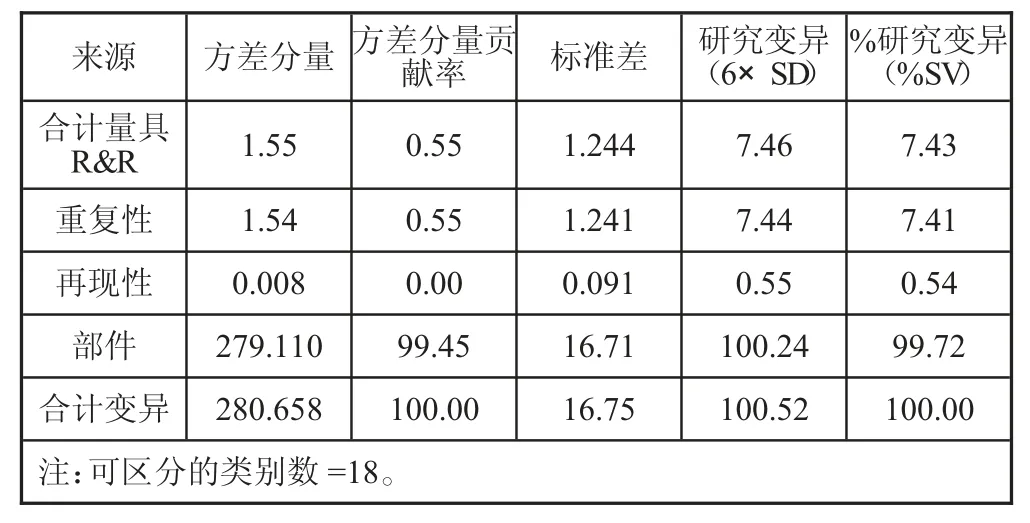
表2 量具R&R 研-XBar/R 法测抗拉强度统计数据
根据测试结果可以看出,屈服强度试验结果R&R 为8.67%,可区分的类别数为16;抗拉强度试验结果R&R 为7.43%,可区分的类别数为18。测量系统的误差在可接受范围之内,因此该测量系统良好,对目标值没有不利影响。
2.3 结果分析
首先运用Minitab 软件中矩阵图功能对数据加以删选,剔除异常点数据。再根据回归分析功能,对重要的影响因素逐一进行回归分析,并对回归分析进行不断优化,最终得到相应的回归模型公式。回归数据如表3 所示,方差分析数据如表4 所示,图5 为残差的正态概率图,图6 为残差与拟合值图,下页图7 为残差的直方图,下页图8 为残差与观测值。通过观测残差图表明,各数据点正常可信,模型结果可用。

表3 回归数据

表4 方差分析数据
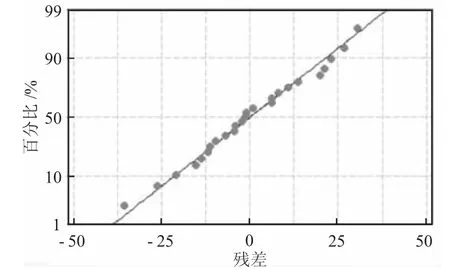
图5 残差的正态概率图
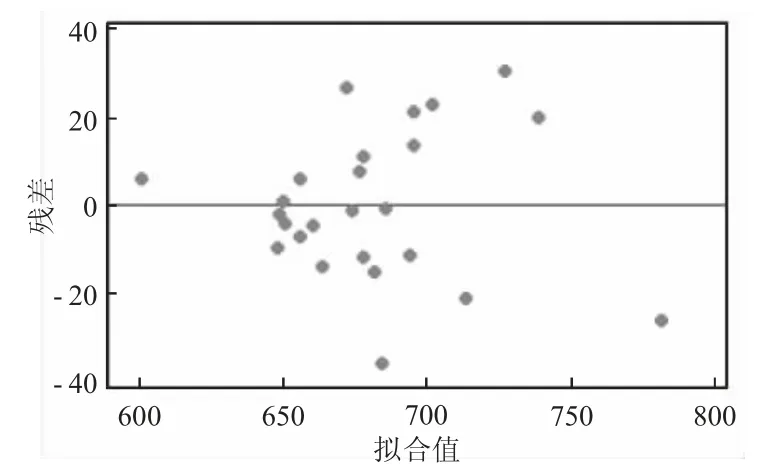
图6 残差与拟合值图

图7 残差的直方图
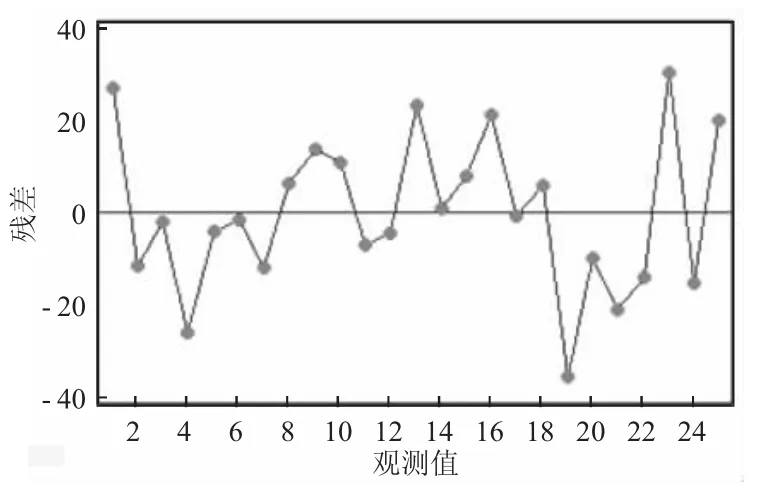
图8 残差与观测值
回归模型公式为:
Y(屈服强度)=-5 659+3 396×w(C)+463×w(Cr)+55 903×w(Nb)+0.39×热轧抗拉强度+2.71×加热2温度+3.85×退火温度。
2.4 提升
通过对过程工艺参数进行调整及改进,尤其是对加热2 温度、均热退火温度重点工艺参数的优化,实现了设定目标值Y(屈服强度)的显著改观。980DP 改进前后的金相组织如图9 所示。工艺改进前后的强度对比如图10 所示。由图9 可以看出,调整工艺后组织中柔软的铁素体(白色)占比增多,铁素体相的提升带来了更低的屈服值[6]。由图10 也可直观地看出,工艺改进后,980DP 的屈服强度显著降低,屈服强度均值由682 MPa 降低至633 MPa,并未对抗拉强度带来不利影响。
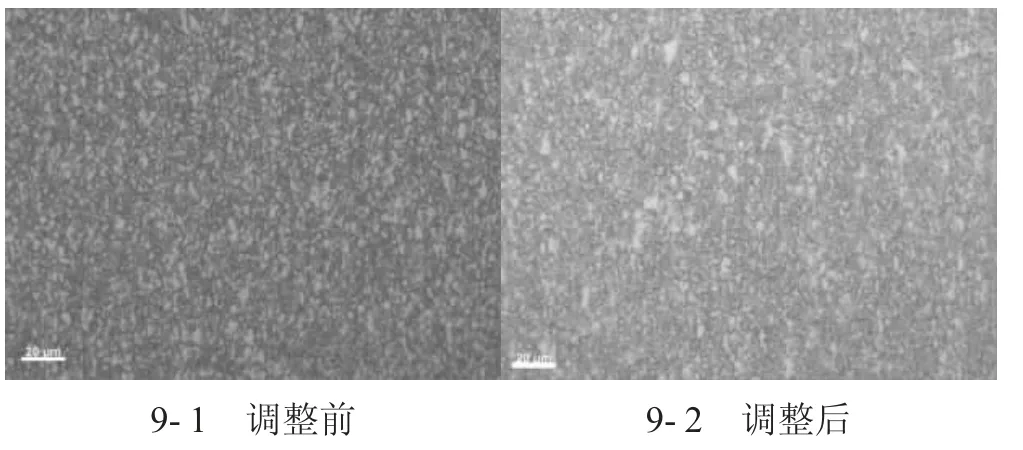
图9 980DP 金相组织

图10 强度对比
2.5 控制
针对工艺调控后的情况,改进特定的工艺控制方案,将工艺改进纳入质量管理体系文档。通过对过程能力控制的统计,实现了重点影响因子的实时管控。合理的控制手段能够显著反应出六西格玛管理法科学的调控手段的重要性,对于质量管控有较高的借鉴意义。
3 结论
1)前期调研及目标值Y 值(屈服强度)的确定是该管理方法的关键。
2)对测量系统进行分析,确定对力学性能有较大影响的重点测量设备及测试方法。避免因测量误差而造成的数据失真问题。
3)通过对各工艺影响因子的鱼骨图进行分析,选取出重点影响因子。对重点影响因子进行回归分析,拟合出回归模型:Y(屈服强度)=-5 659+3 396w(C)+463w(Cr)+55 903w(Nb)+0.39 热轧抗拉强度+2.71×加热2 温度+3.85×退火温度。
4)将工艺优化注入系统,形成管理体系文件,形成六西格玛管理法的闭环。
猜你喜欢
中国典型病例大全(2022年9期)2022-04-19
军民两用技术与产品(2021年4期)2021-07-28
电子产品世界(2021年6期)2021-02-10
电子产品世界(2021年5期)2021-02-09
物流技术与应用(2020年3期)2020-03-27
中国质量与标准导报(2018年5期)2018-09-10
科技视界(2018年8期)2018-06-08
电子技术与软件工程(2018年21期)2018-02-28
农机使用与维修(2017年11期)2017-11-21
大陆桥视野·下(2017年1期)2017-03-09