
不同材质瓶盖及夹具的夹持力选用研究
2022-10-09 08:37区焕财区健彬颜宇东
机电工程技术 2022年9期
区焕财,区健彬,颜宇东
(广东佛山联创工程研究生院/ /广东顺德工业设计研究院(广东顺德创新设计研究院),广东佛山 528300)
0 引言
瓶类包装是食品、药品、化妆品等行业常用的包装形式之一。瓶盖具有保持产品密闭性能,还具有防盗开启及安全性方面的功能,因此广泛地应用在瓶装产品上。在各类瓶装包装形式中,外盖的旋入、旋紧是不可缺少的工序[1]。瓶盖旋紧是常用的瓶装密封形式,广泛应用于医疗、食品、化妆用品等行业。瓶盖的开启扭矩是瓶装的重要性能,是生产单位重点控制的工艺参数之一。日常生产中,瓶盖的拧紧需要利用夹具对其进行夹持并锁紧,瓶盖的旋紧力矩要维持在一定的范围。不同尺寸的瓶盖,具有相应的旋紧扭矩标准,旋盖的过松或过紧,都是需要避免的。
实践应用时,由于瓶盖的材质及表面纹路等的区别,常常需要在旋盖装置机构的末端选用不同材质和规格的介质,例如不锈钢、尼龙、硅胶等材质,一方面为了顺利完成瓶盖的旋紧,且避免旋盖的过紧或过松,另一方面,在持续性工作时,避免夹具的磨损失效或者瓶盖夹持时对瓶盖的磨损。但是日常生产中,瓶盖旋合夹具的夹持力选用和生产线设备上拧盖扭矩的设置缺乏不同材质瓶盖和夹具对相关夹持力影响方面的理论性依据。
本文通过建立瓶盖旋合模型,对其进行受力分析,根据分析不同材质瓶盖和与瓶盖接触的夹具表面对瓶盖旋合作业时所需要的夹持力影响,并以旋盖机构中的三爪夹具为研究例子,计算出相应的夹持力值,选用合适的夹具,并归纳瓶盖旋合生产时,夹持力的计算方法及夹具的选用技巧。
1 旋盖装置
传统设计中的旋盖方式一般为胀套式吹气夹紧旋盖、旋磁式旋盖、机械手式夹紧旋盖、混合式扭矩旋盖等,其设计各有各的优缺点。一般瓶口封口装置有摩擦带式旋盖装置、压头式旋盖装置和夹头式旋盖装置。摩擦带式旋盖装置主要用于广口玻璃瓶的旋盖封口,如罐头瓶的旋盖封口。压头式旋盖装置主要用于塑料瓶防盗盖的封口,如一些矿泉水、饮料的旋盖封口。夹头式旋盖装置主要用于对一些特殊的塑料瓶和玻璃瓶的旋盖封口。夹头式旋盖装置是包装充填设备的核心装置,它对提高灌装和充填设备的效率起了很大的作用。
三爪式旋盖机构是常用的旋盖装置,利用3 个机械手柄机构配合实现精确的恒力矩旋盖,其设计的目的是兼容多种样式和大小的瓶盖。三爪式旋盖装置主要包含固定支架、气爪、三爪机构、夹具、电机,气缸等元器件,如图1所示,下端利用气爪夹持住瓶身,保持其固定位置,上端利用三爪机构上的夹具夹持着瓶盖,对准下部的瓶身,上端的驱动电机带动三爪机构进行旋转运动,且带动三爪夹具上的瓶盖旋转,从而旋合于底部的瓶身,实现旋盖功能[2-6]。
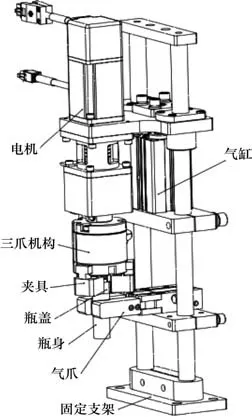
图1 旋盖机构
2 旋盖受力分析
旋盖时受力分析如图2所示,瓶身下端用气爪固持住,上端的瓶盖由于被夹具夹持着进行旋转运动,会承受一个旋紧力矩,当进行旋盖时,克服与瓶身的摩擦力,最终达到旋合的效果。市场上不同尺寸的瓶盖,为了防止旋盖过紧或过松问题,企业生产具有相应的旋紧扭矩标准规定,规格小于38 mm的瓶盖扭矩力应在0.6~2.2 N·m,规格小于38 mm 且高度不大于12 mm的瓶盖扭矩力应在0.4~2.2 N·m,规格38 mm及以上的瓶盖扭矩力应在0.6~2.9 N·m范围[7-8]。
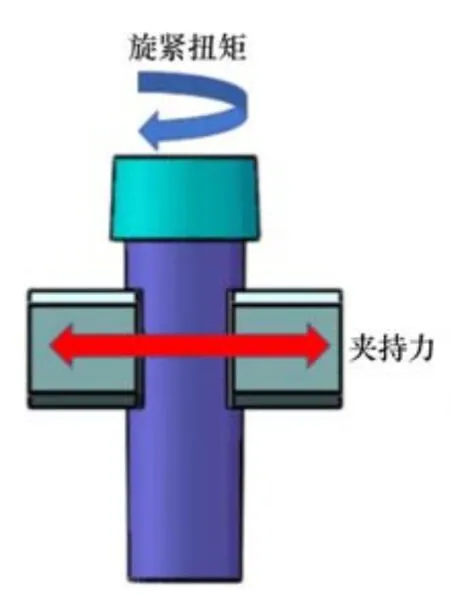
图2 瓶子受力分析
如图3所示,夹具夹持着瓶盖进行旋紧运动,根据牛顿第三定律,力的作用是相互的,在夹具与瓶盖的接触面间势必存在摩擦力f,以防止夹具带动瓶盖旋紧时发生打滑现象,且该摩擦力所产生的反扭矩与旋盖扭矩相等[9-10]。
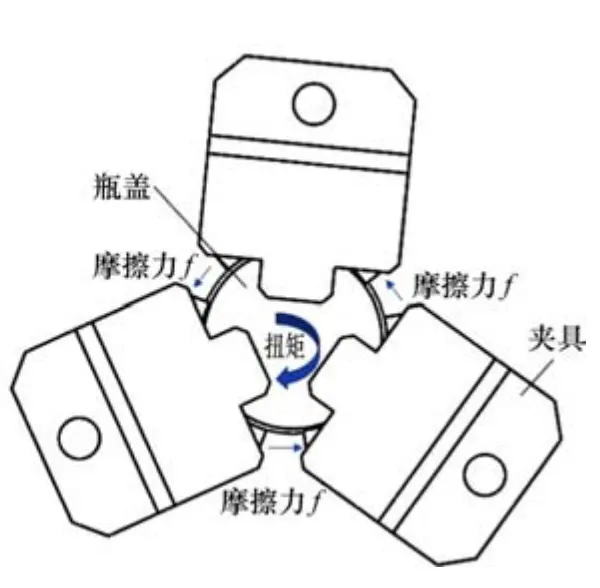
图3 瓶盖受力分析
3 三爪夹具的选用
三爪夹具的选用主要由旋盖的扭矩决定,即不同规格,不同材质的旋盖所需要的三爪夹持力不同。针对塑料材质不同规格尺寸的瓶盖,国内企业已有明确的扭矩标准。除此之外,三爪夹具的选用也与夹具材质有关。由上述受力分析,三爪夹具的公式推断可得:

式中:Tp为瓶盖的旋紧扭矩,N·m;Tf为摩擦力力矩,N·m;f为摩擦力,N;Fn为夹持正压力,N;R 为瓶盖的半径,m;μ为摩擦因数[11-14]。
则有:

由上述公式推导可以看出,三爪的夹持力与夹具和瓶盖之间的材质静摩擦因数有很大的关系,针对同一款材质的瓶盖,与瓶盖接触的夹具采用不一样的材质,所需要的三爪夹具夹持力要求也不一样。同理,同一款夹具材质,对于夹持不同材质的瓶盖,所需要的旋合扭矩也不一样。如果三爪夹具的夹持力选用过高,会对瓶盖造成磨损或者瓶盖旋合过紧的后果,如果三爪夹具的夹持力选用过小,便会产生夹具与瓶盖之间打滑或旋合不紧的情况,因此有必要针对不同材质的瓶盖和不同材质夹具,分析研究其对应所需要的夹持力,从而选用合适的三爪夹具。
4 不同材质瓶盖和夹具的夹持力实例分析
常用夹具材料与瓶盖材料之间的相互静摩擦因数μ如表1所示,表中的因数为粗略估计,具体数值需要更明确的材料牌号确定。
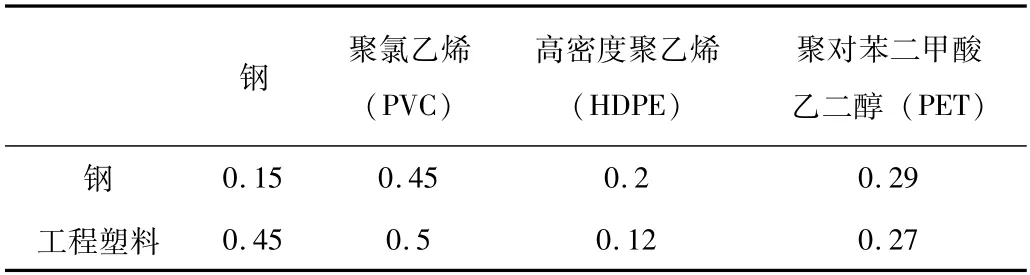
表1 常用夹具材料与瓶盖材料之间的静摩擦因数μ
此处以直径30 mm的瓶盖进行分析,根据上述标准选取旋紧扭矩的值为1.5 N·m,按照上述公式及材料之间的静摩擦因数μ值进行计算可以得出对应夹具的夹持正压力如表2 所示,此处忽略瓶盖的自身重量。由表可知:(1)同一种夹具材料,对于不同材质的瓶盖进行夹持旋合,所需要三爪机构装置提供的夹持力存在很大差异;(2)同一种瓶盖材料,采用钢或者工程塑料对其进行夹持旋合,所需要三爪机构装置提供的夹持力相差很大;(3)对于钢或者聚氯乙烯材质的瓶盖,采用工程塑料作为夹具接触材质,所需要的旋合扭矩较小,对于高密度聚乙烯和聚对苯二甲酸乙二醇,选用钢作为夹具接触材质,所需要的旋合扭矩较小。

表2 常用夹具材料与瓶盖材料对应夹持力需求表
因此,在旋盖应用中,选用三爪时,需充分考虑瓶盖和瓶盖接触的夹具材质,才能合理确定所需要的夹持力。此外。实际应用时,三爪机构装置的夹持力需要预留足够的安全系数,避免不足以应对特殊的工作状况。
实际应用时,夹爪数可以选取其他数值,例如二爪、四爪等。针对其他夹爪数的夹具,瓶盖旋合时的夹持力分析计算依然可以沿用上述公式推导,夹具的选用推理依然合理。对于其他材质及其他规格的瓶盖及夹具,夹具机构装置的夹持力计算及选用如此类推。
5 瓶盖旋紧注意事项
在生产的质量管理要求中,旋盖的紧密程度往往被要求控制在最低值以上,在某些情况下,被要求控制在一个范围内旋盖的过松或过紧,都是需要避免的。在实际的操作过程中,瓶盖旋紧操作应注意以下问题。
(1)在设备进行生产前,理应根据瓶盖的尺寸规格、材质和夹具的材质,计算及选用合适的瓶盖夹持力,选用合适的旋合夹具,并对旋合设备及旋合机构进行完善的参数设置,避免出现非必要的旋盖过松或过紧情况。
(2)当瓶盖与夹具上和瓶盖的直接接触的面相互静摩擦因数μ >0.2时,为了安全,需按被夹持对象质量的10~20 倍的原则选定夹持力。对于大加速度与冲击而言,必须预留更大的安全因数。
(3)选用夹具时,应根据夹具的夹持点限制范围内选用夹持点。超过限制范围时,夹爪会受到过大的力矩负荷作用,导致夹爪寿命缩短。在夹持点允许范围内,尽量将配件设计为短而轻,当配件长而重时,夹爪开关时惯性力变大,使夹爪效能减低同时影响其使用寿命。
(4)必须定时对设备的旋盖夹具进行检查维护,对于存在磨损严重的情况,需要及时更换。
(5)对于医疗或者食品行业,夹具的选用要符合医疗或食品行业相关标准要求,防止产生产品的污染。
(6)生产线上的旋盖设备,为了满足旋盖要求,有多种扭矩控制机构可选用,例如外靠摩擦轮形式、摩擦片扭矩限制机构和磁力扭矩限制结构等,不同的恒扭矩机构有各自的力学特性及优缺点,使用时可以根据实际情况选用。
(7)瓶盖旋紧生产线正常使用时,可通过抽检方式定时检验瓶盖旋合的松紧程度,必要的时候可以在生产线上设计相关传感器自动检测产品的旋合效果。
6 结束语
随着食品及医疗包装行业的蓬勃发展,瓶盖旋合的形式越来越常见,其封装技术也越来越受重视。本文将理论与实践经验相结合,通过建立了旋盖机构模型,对瓶盖旋合模型进行了受力分析,研究了几种不同材质瓶盖和与瓶盖接触的夹具表面对瓶盖旋合作业时所需要的夹持力影响,并以旋盖机构中的三爪夹具为研究例子,计算出相应的夹持力值,选用合适的夹具,并归纳了瓶盖旋合生产时,夹持力的计算方法及夹具的选用技巧,为目前针对瓶盖旋合夹具尚无统一的夹持力选取标准的装配行业提供一个较为可靠的参考方法,能够提高旋盖生产效率,延长夹具使用寿命,保证生产质量,保证产品密封性和防止瓶盖过松或过紧问题。此外,本文还提出了多项瓶盖旋紧注意事项,旨在为食品、医疗、化妆包装行业的日常生产中,瓶盖旋合操作提供重要参考意义或建议。
本文提供的数据仅限于所列出瓶盖规格尺寸、材质及夹具材质,特殊规格尺寸和材质的选择标准还有待进一步研究和探讨,但其他规格和材质的瓶盖和夹具同样能运用本文的分析计算及推理方法。
猜你喜欢
幼儿100(2022年23期)2022-12-27
学苑创造·A版(2022年5期)2022-05-19
汽车工艺师(2021年7期)2021-07-30
小学生学习指导(中年级)(2021年3期)2021-04-06
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
小学生学习指导(低年级)(2020年9期)2020-11-09
阅读(科学探秘)(2019年10期)2019-12-09
小学生学习指导(高年级)(2018年3期)2018-11-29
小学生学习指导(中年级)(2018年9期)2018-11-29
中学科技(2014年11期)2014-12-25
