不同焊接方法对汽车镀锌钢板焊接的影响*
2022-10-12 12:26王志发杨勇帅李朝旭孟祥海
云南化工 2022年9期
毕 胜,王志发, 杨勇帅, 李朝旭, 孟祥海
(唐山工业职业技术学院 机械工程学院,河北 唐山 063299)
随着我国工业技术的迅猛发展,汽车产业发展规模正在日益完善和扩大。在汽车制造过程中,镀锌板在汽车白车身、底盘上的应用非常广泛,因此镀锌板的焊接是影响汽车质量的关键因素之一。由于锌的熔点只有 419.53 ℃,沸点只有 906 ℃,因此在焊接过程中在焊缝附近容易产生锌蒸汽,生成大量的焊接气孔和飞溅大等缺陷。目前,镀锌板的焊接方法较多,但是焊接质量仍然难于保障,各种说法也不一致。因此,通过比较手工电弧焊(SMAW)、机器人气体保护焊和机器人激光焊三种焊接方法对镀锌板焊接质量的影响,对主要影响焊接品质的焊接方法进行归纳梳理,为镀锌板焊接生产过程中的质量管控提供参考,具有一定的理论指导意义。
1 不同焊接方法的特点
1.1 手工电弧焊(SMAW)
手工电弧焊具有工艺灵活、适应性强的特点。它常用于单件或小批量生产,也可用于野外或不易实现机械化焊接的工件焊接,适用于各种金属材料不同结构及位置的焊接。其焊缝质量除了受焊接电源性能、焊接材料和焊接工艺参数影响外,还要很大程度依赖焊工的操作水平,焊缝质量的一致性得不到保障。另外,与自动化焊接相比,手工电弧焊时操作者的劳动强度很大,生产效率低;焊接过程中产生的高温和有毒烟尘对操作者的身体也有一定的伤害[1-2]。因此,随着绿色焊接自动化的发展,手工电弧焊的应用将会越来越少。
1.2 机器人气体保护焊
焊接机器人是由计算机控制的、具有高度柔性的可编程自动化焊接装置[3]。机器人具有能适应产品多样化的特点,在一条生产线上可以混合生产若干种类型产品。另外,机器人焊接产品质量好,焊接品质稳定,生产效率高,而且大大改善了工人的劳动条件和工作环境。但是,目前普遍应用于工业化生产的机器人大多是第一代工业机器人(示教再现型机器人),即自动化机械手臂,智能化程度还不是很高,在一些特殊的焊接位置上仍然具有一定的局限性。另外,焊接机器人的前期投入成本高,尤其是程序编程和调试人员的培训成本较高,并且焊接机器人的工作范围受设备及工作场地局限性的影响较大。
1.3 机器人激光焊
激光焊具有焊接效率高,可达性好,焊接热变形及焊接热影响区(HAZ)小的特点。它常用于大批量、微小型工件或薄板、有色金属、高熔点金属的焊接。激光焊机器人还能进行多光束同时加工及多工位加工,可在特殊条件下进行焊接,并且焊接设备装置易实现自动化[4]。但是,机器人激光焊接设备的一次性投入成本较高,并且要求焊前工件加工和装配的精度较高,光束在工件上不能偏移,否则很容易造成焊接缺陷。因此,随着产品质量要求的提高,激光焊接技术将会被应用到越来越多的汽车和精密器件产品的制造。
2 镀锌板的种类及性能
2.1 镀锌板的种类
由于镀锌板具有强度好和耐腐蚀好的特点。镀锌板材已广泛用于汽车制造、冷藏箱、建筑业、通风和供热设施以及家具制造等领域。由表1看出,常见的镀锌板分为热镀纯锌、热镀锌铁合金、电镀纯锌和电镀锌镍四种。镀锌板具有高强度、高韧性、较好的焊接性、冷成型性和耐蚀性的特点。一般镀锌板的屈服强度在 300 MPa 以上,延伸率为15%~20%。但是,镀锌板焊缝HAZ表面容易产生气孔和飞溅,导致镀锌板表面产生裂纹,会影响钢板的疲劳性能,同时也会增加废品率。
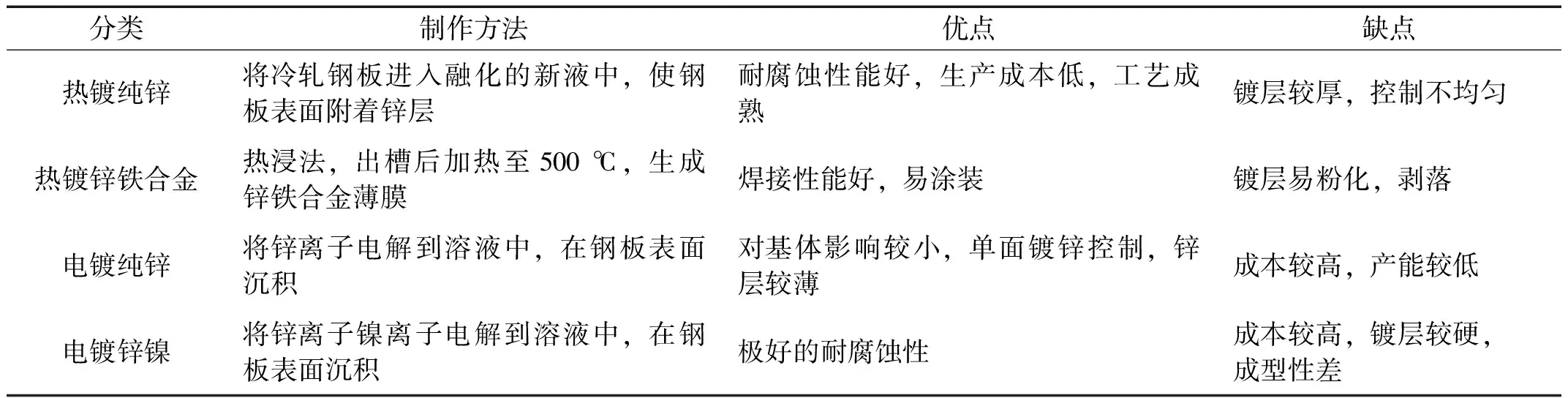
表1 热浸镀锌和电镀锌两种镀锌板的制作方法及优缺点[5]
2.2 镀锌板的性能
从焊接加工产品质量角度考虑,镀锌层较薄的电镀纯锌板的应用范围更广。镀锌层对钢板表面的保护可从物理保护和化学保护两个方面起作用[6-7]。首先,经过喷涂Zn颗粒形成一层致密的保护层,又称为防腐蚀锌膜,对钢板有较好的保护作用,形成一层物理防护;其次,当镀锌层受到破坏时,露外面的镀锌层和钢板会形成原电池。镀锌层为阳极,钢板为阴极,即牺牲阳极保护法,形成了化学防护。因此,镀锌层可以有效保护板材的表面不受破坏,并且大大提高了钢板的抗腐蚀性能。
3 镀锌钢板的焊接现状
3.1 手工电弧焊接现状
相比于普通低碳钢的焊接,镀锌板的焊接仍然存在诸多问题[8]。由于锌的沸点低,焊接过程中产生大量的锌蒸汽。当引燃的电弧接触到镀锌层时,产生的锌蒸气向外喷射,很容易使焊接产生熔渣粒子、气孔、飞溅、未熔合及裂纹等焊接缺陷,镀锌层的存在也容易造成脆化裂纹的产生。电弧的稳定性也受到影响,焊接质量下降,同时焊接过程中还会产生大量白色烟雾和灰尘。另外,由于手工电弧焊的电流密度小,电弧较宽,焊缝热影响区较大,且热输入量大,镀层锌的大量蒸发降低了镀锌板焊缝处的抗腐蚀性能[9]。
3.2 机器人气体保护焊现状
相比于手工电弧焊,机器人MAG焊具有焊接电弧更集中,效率更高的特点。然而,在机器人MAG焊焊接薄镀锌板过程中也会出现许多的缺陷。比如,在焊接搭接接头的镀锌板时,除了锌层蒸发外,焊接熔池除了受到重力作用外,还受到电弧吹力和液体表面的张力的影响。因此,容易导致接头处镀锌板下板锌层烧损严重,如果焊丝的电流密度过大,极有可能导致钢板烧穿和焊漏。另外,由于汽车部分零件焊缝具有尺寸小,长度短,数量多的特点,在进行机器人MAG焊平角焊时,由于熔池自身重力的作用,容易产生沟槽,镀锌板的立板易形成咬边的缺陷[10]。当机器人焊接速度较快时,在收弧位置停留时间短,熔化的焊道位置未被填满便停止送丝,导致焊缝末端焊液冷却收缩后形成凹坑,产生弧坑裂纹[11]。同时,机器人焊接过程中焊接热输入造成工件受热不均匀,不稳定的温度场,受到夹具的约束作用,近焊缝区产生拉应力,导致焊后镀锌板产生结构变形。
为了降低焊接热输入尽量减少锌层的蒸发,电弧MIG钎焊也常常用于汽车镀锌薄板的焊接,但是由于电弧钎焊过程母材不熔化,只是低熔点的钎料融化后浸润到焊件接缝间隙内,形成工件的连接。因此,钎焊接头的强度一般比较低、耐热能力差,并且多采用搭接接头形式,增加了母材消耗和结构重量[12]。因此,无论是机器人MAG焊还是MIG焊都具有一定的局限性,一些重要的镀锌板结构件上很少使用机器人气体保护焊进行焊接。
3.3 机器人激光焊接现状
机器人焊接镀锌板的焊缝具有成型美观,焊缝强度高,钢板变形小等特点[13]。接头形式可以直接影响焊接质量。当接头形式为对接时,焊接过程中会形成锌蒸气在钢板的上、下表面自由膨胀散发到空气中去,而且锌烧损区域很窄,一般为1~2 mm,接头的抗腐蚀性能没有得到太大的恶化[14-16];当接头形式为搭接时,钢板间的锌蒸气很容易进入到熔池中去,产生气孔、裂纹等焊接缺陷,降低了接头性能[17](如图1所示)。另外,不同功率的激光焊接,可影响焊接生产效率,为了提高生产效率。常采用大功率激光进行焊接。然而,大功率激光焊接镀锌板,焊接过程又受到焊接气氛和锌层厚度的影响。因此,大功率激光焊接镀锌板常采用高纯氩气(纯度>99.99%)对焊缝进行保护,一方面加快焊缝冷却速度,另一方面更重要的是防止焊缝的氧化[18-19]。
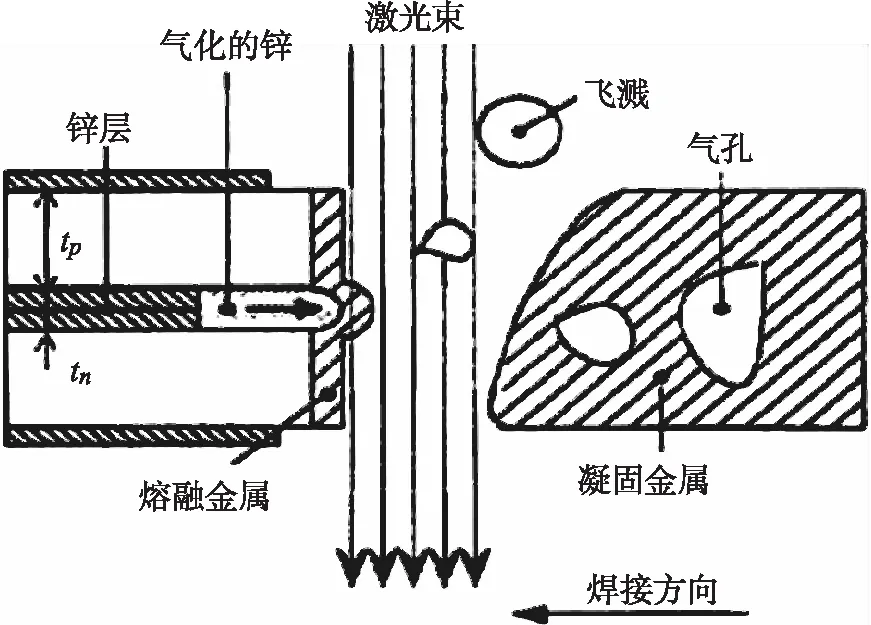
图1 激光搭接镀锌板焊接截面图[17]
镀锌钢采用机器人激光焊接时,同样存在镀锌层蒸发,气孔等少量缺陷,但是产品质量和合格率相比于其它焊接方法得到大大提高[20-21]。激光焊焊接镀锌板单位热输入量少、热变形小、焊缝深宽比大、焊接速度高、焊缝强度普遍高于母材,且激光焊接是单边加工、复杂结构适应性好、易于实现远程焊接和自动化[22-23]。因此,机器人激光焊接在将来的镀锌板焊接领域必将越来越广泛。
4 结语
综上所述,通过归纳手工电弧焊、机器人气体保护焊和机器人激光焊接镀锌板的现状,发现机器人激光焊接镀锌板的焊缝质量优于其它两种焊接方法。但是,焊接质量除受焊接方法影响外,还受到焊接接头形式、焊接电流、焊接电压和焊接速度等焊接工艺因素的影响,镀锌板的焊接是一个复杂的热加工过程。因此,随着焊接技术向数字智能化方向发展,机器人激光焊接将会是更加高效的镀锌板焊接方法。
猜你喜欢
焊接学报(2022年2期)2022-03-17
建材发展导向(2021年20期)2021-11-20
散文诗(青年版)(2021年6期)2021-08-09
山东工业技术(2018年23期)2018-12-27
中国科技纵横(2018年1期)2018-01-31
中国科技纵横(2017年22期)2018-01-04
科技经济市场(2017年4期)2017-07-06
科技创新导报(2016年27期)2017-03-14
大家健康(2016年8期)2016-12-26