
一种秸秆粉碎还田方法及装置的设计
2022-10-12 14:02王可新谢洪昌王晨平王海礁
农机使用与维修 2022年10期
王可新,谢洪昌,王晨平,王海礁
(黑龙江省农业机械工程科学研究院 绥化分院,黑龙江 绥化 152000)
0 引言
秸秆还田是现代农业生产的重要手段,在黑龙江省,随着秸秆露天禁烧法令的出台和黑土耕地保护受重视,秸秆还田技术被广泛实施。2020年,黑龙江省秸秆还田面积达到666.7万hm2以上,秸秆还田率达到55%以上。2021年,黑龙江省秸秆综合利用率达到91%以上,秸秆还田率达到66%以上。目前,普遍采用的作业方式是利用秸秆粉碎还田机将秸秆进行机械粉碎,粉碎后的秸秆再次进行机械翻埋或机械碎混,具有便捷、快速、低成本、大面积培肥地力的优势。不仅争抢了农时,而且减少了环境污染,增强了地力,提高了粮食产量,具有良好的生态效益、社会效益和经济效益。其核心技术是采用机械将秸秆直接还田,使秸秆在土壤中腐烂分解为有机肥,以改善土壤团粒结构和保水、吸水、透气、保温等理化性状,增加土壤肥力和有机质含量,使大量废弃的秸秆直接变废为宝[1-2]。
秸秆粉碎作业质量直接关系秸秆粉碎还田效果、播种作业质量、秸秆腐烂时长及作物产量等。现有的秸秆粉碎还田机受设计原理限制,存在诸多问题,为了更好地适应黑龙江省耕地面积大、秸秆量大、机车动力大、作业时间短、气温低、秸秆腐解慢的特点,对现有的秸秆粉碎还田机进行创新性再研,设计一种适配各种机车动力的组合式秸秆粉碎还田装置,由单轴宽幅粉碎作业变成若干横粉碎加纵粉碎窄幅组合式作业,由单一粉碎作业变成切行加翻动喂入复合式作业,由单一限深变成限深加抛撒作业,由单一高度作业变成单体自动仿形作业。使作业面更低,作业效率更高,粉碎效果更好,秸秆腐解更快。
1 秸秆粉碎还田原理
基于现有的秸秆粉碎还田机作业方法及存在的问题,创新设计了一种新的秸秆粉碎还田方法,该方法是以两垄之间的区域为一个作业区,用圆盘刀将作业区域内外的秸秆割离,针对作业区域内的秸秆进行翻动喂入,两次粉碎,最后抛撒还田,具体方法如下:
第一步,用圆盘刀把作业区域内外的秸秆割离,并用星形拨禾喂入部件把作业区域内的秸秆翻起并喂入至横粉碎部件上;
第二步,横粉碎部件对拨禾喂入的秸秆进行第一次粉碎作业,秸秆在粉碎刀的作用力和防护罩的导流下进入纵粉碎部件,纵粉碎部件的粉碎动刀和护罩上的定刀对秸秆进行二次粉碎作业;
第三步,粉碎后的秸秆从挡板下部喷出至多棱形限深辊上,多棱形限深辊对二次粉碎的秸秆进行均匀抛撒。
应用上述方法,使作业区域内的秸秆和非作业区域的秸秆分离,避免了两侧长秸秆被击飞、击乱,星形拨禾喂入部件将作业区域内的秸秆翻动,秸秆以蓬松状向后抛送喂入,解决了低洼处或垄沟处等贴合地面的秸秆粉碎质量差或未被粉碎的问题,有效提升了作业质量。横粉碎部件在粉碎作业的同时将秸秆抛送至纵粉碎部件,秸秆在半封闭的纵粉碎部件空间内被多次切断和撕裂,秸秆粉碎长度更短,并被撕裂成细丝状,更利于腐解;多棱限深辊对作业后的秸秆进行抛撒,增加了与土壤的密接性,加速了秸秆腐解。
2 现有粉碎还田机缺点
现有的秸秆粉碎还田机存在的问题包括:
1)粉碎还田机多为通轴高速逆旋转作业,受地形影响,幅宽受限,作业面不受控,作业效率低,动力匹配范围窄;
2)低洼地面及垄沟处秸秆粉碎质量差,顺垄沟秸秆不能被粉碎,直接影响翻埋及播种质量;
3)适配拖拉机动力范围窄;
4)消耗动力高,作业效果不理想。
3 关键零部件设计
3.1 总体结构
基于上述秸秆粉碎还田方法,设计了一种秸秆粉碎还田装置,该装置的整体结构由机架、切割部件、主传动箱、拨禾喂入部件、横粉碎部件、纵粉碎部件、副传动箱、多棱形限深辊组成(图1)。机架包括左右立板、前后横梁,前后横梁两端焊合螺接盘,螺接盘与左右立板螺接固定,切割部件固接于左右立板内部的前横梁两端,前横梁与整机机架用四杆仿形机构连接,做到装置随地势自动仿形;前横梁后上方设有主传动箱,主传动箱通过输出轴和轴承座螺接于左右立板上,该输出轴两端安装皮带轮;拨禾喂入部件设于切割部件后方,拨禾辊轴通过轴承座螺接于左右立板上,一侧的拨禾辊轴于立板外侧固装换向齿轮,通过齿轮换向使拨禾辊顺时针旋转;横粉碎部件设于拨禾喂入部件后方,其粉碎辊轴通过轴承座螺接于左右立板内侧,上面配装Y形粉碎刀,左右立板外侧的轴端安装皮带轮,该部件逆时针旋转;纵粉碎部件设于横粉碎部件后方,纵粉碎辊轴通过轴承座安装于后横梁下方,上方的轴端安装皮带轮,其后部用防护罩防护,纵粉碎辊和防护罩上分别安装动刀和定刀;副传动箱固定于纵粉碎辊轴与一侧立板中间,副传动箱侧方的动力输入轴通过轴承座与一侧立板螺接,其动力输出轴配装皮带轮;多棱形限深辊固装于左右立板后下方;主传动箱动力输入轴用液压马达驱动。
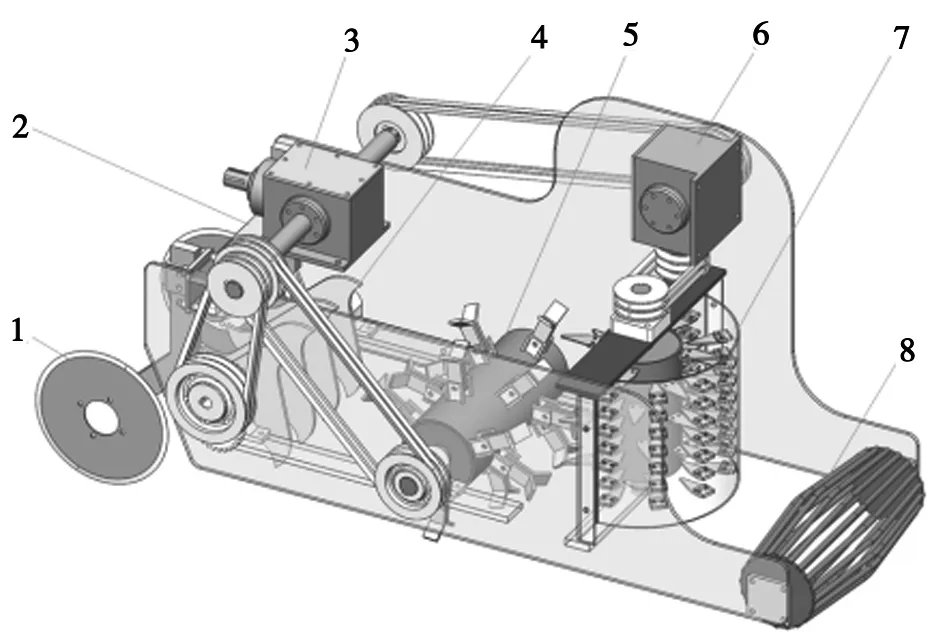
1.切割装置;2.机架;3.主传动箱;4.拨禾喂入部件;5.横粉碎部件;6.副传动箱;7.纵粉碎部件;8.多棱限深辊
3.2 拨禾喂入部件的设计
拨禾喂入部件采用星形拨禾盘,4个星形拨禾盘同轴配装,设于切割部件后方的机架上,拨禾盘包括三角形板体、心轴、固定套,三角形板体上焊合固定套,固定套上设有固位螺栓,三角形板体由厚度为7 mm、直径为400 mm的圆形钢板加工而成。图2是拨禾喂入部件的主视图和左视图。

1.工作面;2.热处理区;3.三角形板体;4.固位螺栓;5.固定套;6.心轴;7.分离面
拨禾盘工作时,工作面的运动由机器的前进运动和自身旋转运动所合成[3],其运动轨迹如图3所示。

图3 拨禾盘工作面运动轨迹
拨禾盘工作面的运动轨迹,取决于v拨禾盘与v车的比值λ
λ=v拨禾盘/v车
(1)
式中v拨禾盘—拨禾盘最大工作面线速度速,m·s-1;
v车—机车前进速度,m·s-1。
只有当λ>1时,才能产生向后的推送力,经试验,λ值在1.2~2.3,这里取2.0。
不同λ值的工作面运动轨迹如图4所示。

图4 不同λ值时拨禾盘工作面的运动轨迹
拨禾盘最大工作面的线速度
v拨禾盘=Rω=Rπn1/30
(2)
式中R—拨禾盘半径,m,
n1—拨禾盘转速,r·min-1。
由公式(1)和(2)可知
n1=30λv车/πR
(3)
按机器前进速度v车=1.7 m·s-1,λ=2,拨禾盘半径R=0.2 m,则n1≈162 r·min-1。
3.3 横粉碎部件的设计
横粉碎部件主要包括动刀、刀辊,动刀为锤片式Y型刀,顺时针旋转。综合茎秆质量、能耗、振动、无支撑切割最小速度和作业速度,取刀辊转速n2=2 000 r·min-1[4]。粉碎刀具主要有直刀型刀片、甩刀型刀片、锤爪型刀片三种刀片[5]。结合现有粉碎还田机,选动刀宽60 mm,长165 mm,优质65Mn钢的甩刀型刀片,刃口淬火处理,刀刃线速度为53 m·s-1。
刀片数量公式
N=C×L
(4)
式中N—动刀数量;
C—动刀密度,片·mm-1;
L为动刀分布长度,mm。
一般Y型动刀排列密度C=0.02~0.04 片·mm-1,选取C=0.03 片·mm-1,L=600 mm,代入公式(4),得N=18片,满足设计要求。图5是横粉碎部件示意图。

1.动刀 2.刀辊
3.4 纵粉碎部件的设计
该部件包括纵粉碎辊和护罩,纵粉碎辊为塔型,高度350 mm,塔顶宽148 mm,塔底宽210 mm。基于横粉碎部件的转速,该纵粉碎辊转速为n3=2 000 r·min-1。纵粉碎辊上螺接固定粉碎动刀,护罩上螺接固定粉碎定刀,动刀和定刀均采用三角形割晒机刀片,粉碎定刀螺旋形交错排列[6-7],利于秸秆向下导流和多次粉碎。纵粉碎辊上的动刀穿行于护罩上的定刀之间,使进入的秸秆被多次撕裂和切断,图6是纵粉碎辊示意图。
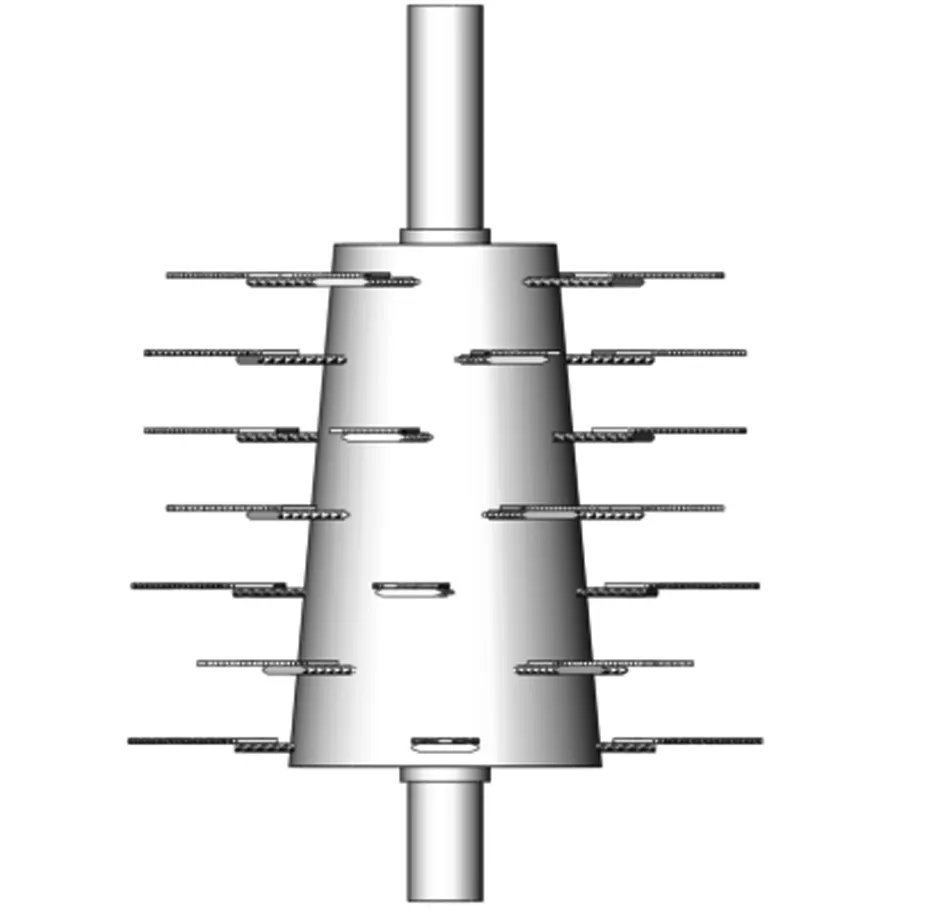
图6 纵粉碎辊示意图
3.5 传动路线设计
牵引机车通过油路驱动液压马达使主变速箱运转,主变速箱内安装长轴,长轴两端安装皮带轮,按照一定的传动比,传递给副变速箱和其他各工作部件。主变速箱动力输出轴一侧的外皮带轮通过三角带驱动拨禾喂入部件换向齿轮轴端部皮带轮,通过心轴配装的啮合齿轮完成心轴换向旋转,其内皮带轮通过三角带驱动横粉碎辊轴皮带轮;另一侧的皮带轮通过三角带驱动副变速箱动力输入轴皮带轮;副变速箱动力输出轴皮带轮通过三角带驱动竖粉碎辊轴皮带轮,完成该装置的全部动力传动。图7是传动路线示意图。
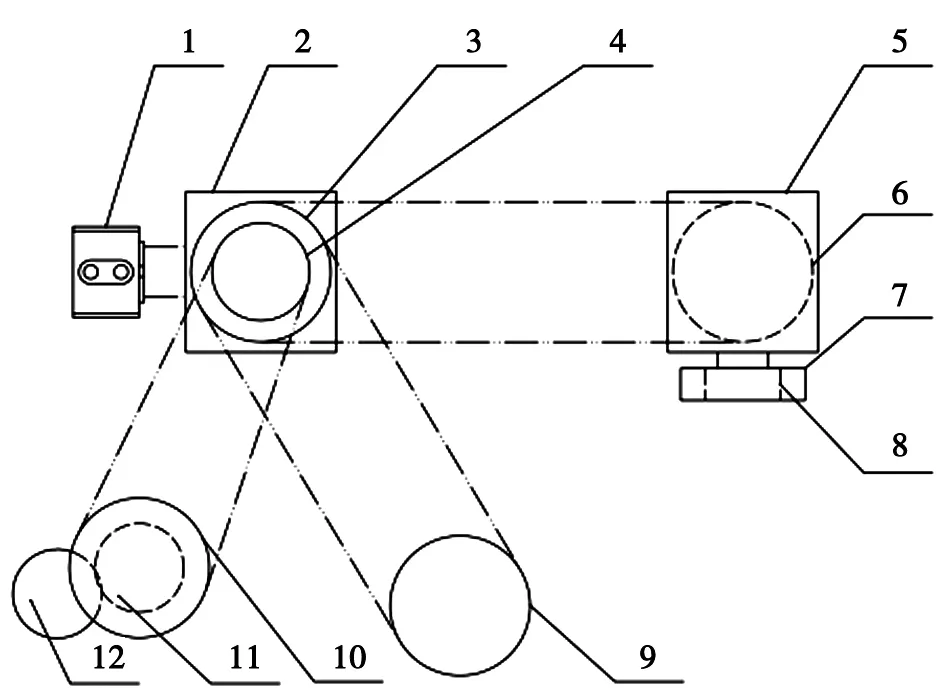
1.液压马达;2.主变速箱;3、4.皮带轮;5.副变速箱;6~10.皮带轮;11、12.换向齿轮
4 结语
综上所述,根据现有秸秆粉碎还田机作业中易出现的问题,创新设计了秸秆粉碎还田方法及装置,组合式安装、复式作业、抛撒式限深、单体式仿形,适配动力广、作业效率高、粉碎效果好,有效解决了黑龙江省耕地面积大、秸秆量大、分布广、作业时间短、气温低、腐解慢的难题。提高了秸秆机械粉碎还田技术水平。
猜你喜欢
金属加工(冷加工)(2023年2期)2023-02-23
云南冶金(2022年4期)2022-08-31
环球时报(2022-08-16)2022-08-16
哈尔滨轴承(2021年1期)2021-07-21
橡塑技术与装备(2021年3期)2021-02-03
科教新报(2020年42期)2020-12-03
水泥技术(2020年3期)2020-06-06
农产品加工(2019年22期)2019-12-04
北京青年周刊(2019年37期)2019-01-19
新能源科技(2018年5期)2018-02-15
