
滚齿加工平齿根倒锥齿的程序调试分析
2022-10-13 12:16崔宝峰
工具技术 2022年8期
崔宝峰
陕西法士特汽车传动工程研究院
1 引言
倒锥齿结构零件目前广泛应用于汽车变速箱领域,一般分为斜齿根倒锥齿和平齿根倒锥齿两种。前者对滚刀设计及程序调试要求相对简单,而后者则要求采用不等距滚刀,其滚齿程序在调试过程中相对较复杂。本文分析了采用不等距滚刀加工平齿根倒锥齿时程序调试注意事项以及应对措施,以此提高现场换产速度,减少废品,降低成本。
2 斜齿根倒锥齿结构及加工程序分析
如图1所示,B为齿宽,ah为根锥角,dH为齿根半径深度差(齿根高度差),as为齿侧椎角,dS为单边齿厚差(大端和小端的齿厚差),其中,dH=Btanah,dS=BtanaS=dHtanah。根据倒锥齿原理关系式tanas=tanahtanan(an为压力角),因为需要保证大端和小端的齿厚差dS才能加工出倒锥齿,则需实现齿根高度差dH,即满足根锥角ah。
斜齿根倒锥齿的结构特点是大端到小端齿厚均匀变化,齿根圆是斜圆锥面。斜齿根倒锥齿一般采用滚齿、插齿、挤齿和旋切等加工方式,但外齿多采用滚齿加工。如图2所示,采用普通滚刀并利用数控滚齿机在X轴和Z轴做联动即可实现加工斜齿根倒锥齿结构。

图1 倒锥齿几何原理

图2 斜齿根倒锥齿的滚齿加工原理
3 平齿根倒锥齿结构及加工程序分析
3.1 滚平齿根倒锥齿原理
相对于斜齿根倒锥齿结构,平齿根倒锥齿结构齿根圆是平的圆柱面,且其齿根圆为定值,这导致径向方向无法进刀,因此为了保证不同截面的齿厚均匀变化,则需采用变齿厚不等距滚刀,以同时实现Y轴和Z轴等比联动进给,即Z向滚刀从上向下进刀,Y向滚刀先由外向里窜刀加工上端倒锥齿,再反向窜刀到起始位置加工下端倒锥齿,最终实现双联齿平齿根倒锥齿加工(见图3)。
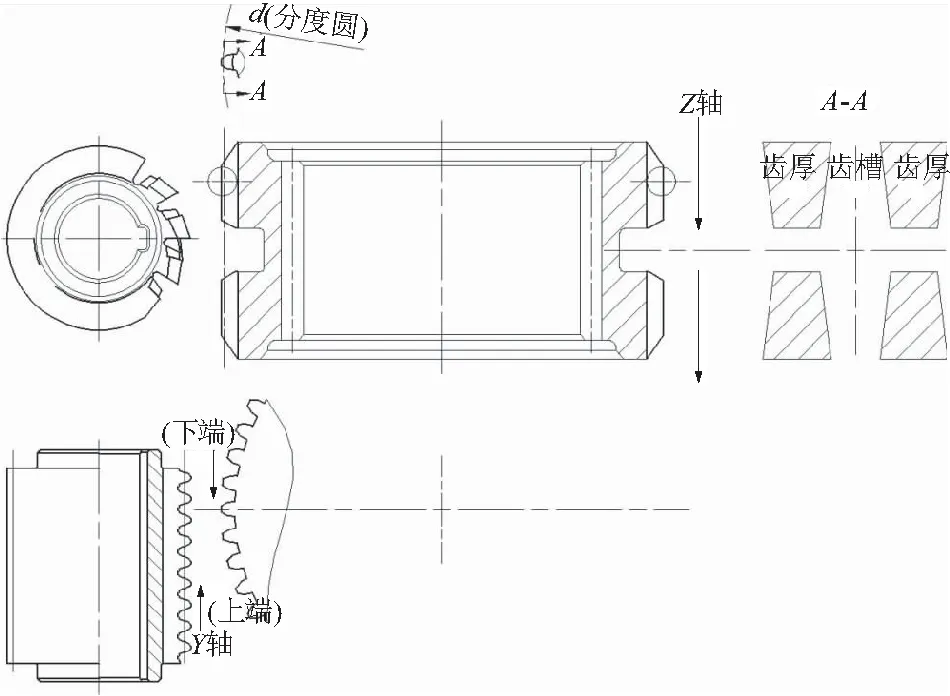
图3 平齿根倒锥齿滚齿加工原理
以某离合器滑套(见图4)为例,通常滚齿程序采用图5所示的两种走刀方式:一是中线分刀方式,主要用于上下端倒锥齿同时调整,程序修改简单(见图5a);二是对称分刀方式,主要用于上下端分开调整,程序较复杂(见图5b)。本文主要以第一种走刀方式研究相关程序调试问题。

图4 平齿根倒锥齿零件
(a)中线分刀

(b)对称分刀
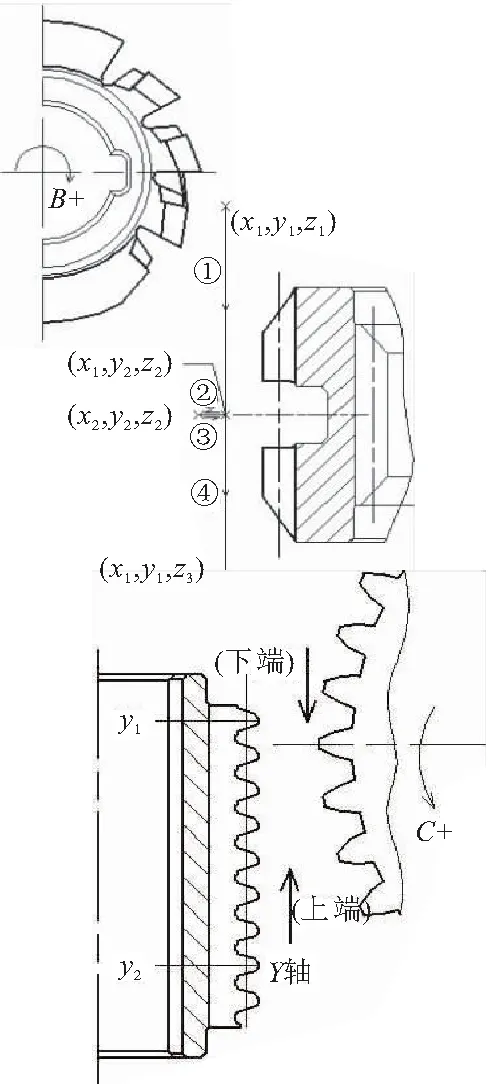
根据以上加工程序分析,采用Y轴减速机以增加Y轴、Z轴同步联动功能,并联合机床厂家专门定制了如图6和图7所示的加工方案和程序界面,用于加工平齿根倒锥齿结构。

图6 平齿根倒锥滚齿加工
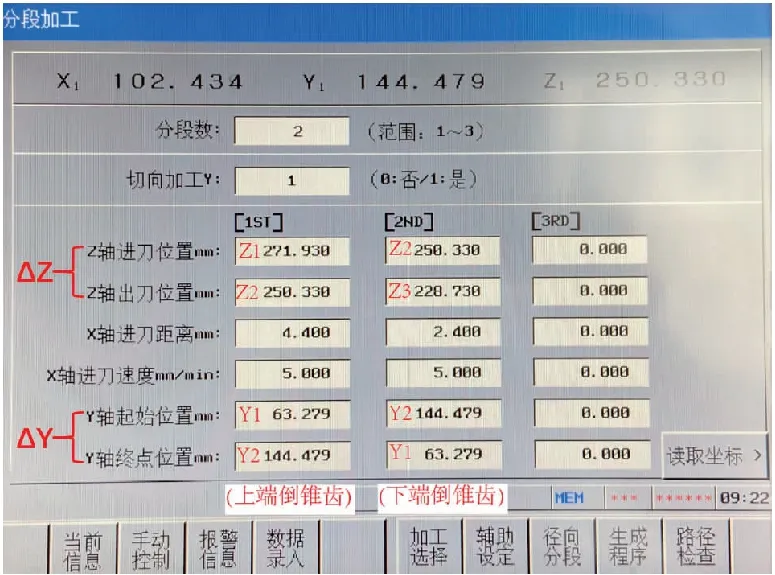
图7 平齿根倒锥齿程序参数界面
3.2 平齿根倒锥齿滚齿程序调试实例分析
3.2.1 平齿根倒锥齿各坐标变化对跨球距的影响分析
根据表1中的零件参数信息计算出以下任意变量对零件跨球距的影响规律。

表1 平齿根倒锥齿零件相关参数 (mm)
由大端、小端的Mop差值相对于齿宽的比值计算可得
(140.263-138.954)/13.88=0.094mm
可知,当只有坐标差ΔZ整体平移时,跨球距ΔMop的变化规律为
ΔZ+1mm→ΔMop±0.094mm
(1)
式中,当ΔZ正向整体平移1mm,上端倒锥齿Mop减小0.094mm,下端倒锥齿Mop增大0.094mm。
由表1可计算Y轴的窜刀长度为
13.88/0.3=46.267mm
由大端、小端的Mop差值相对于窜刀长度的比值计算可得
(140.263-138.954)/46.267=0.028mm
可知,当只有坐标差ΔY整体平移时,跨球距ΔMop的变化为
ΔY+1mm→ΔMop-0.028mm
(2)
式中,当ΔY正向整体平移1mm时,上、下端Mop同时减小0.028mm。
3.2.2 平齿根倒锥齿跨球距调试分析
(1)根据不等距滚刀Z向和Y向的速比0.3:1,在程序界面输入X,Y,Z的初步对刀坐标值,其中特别注意Z和Y坐标行程差的比值ΔZ/ΔY=0.3不变(见图7)。
(2)调整齿根圆使之符合产品图要求。根据首件试切测量的齿根圆结果,在程序界面输入X的补偿差值。
(3)调整跨球距Mop差值。在齿根圆加工到公差范围后,检测上下端的跨球距Mop值分别为M0+ΔM1和M0+ΔM2,其中M0为目标值,并假设ΔM1>ΔM2。
先调整上下端Mop值大小一致,根据式(1)计算Z轴的整体平移量
ΔZ=0.5(ΔM1-ΔM2)/0.094
(3)

再调整上下端Mop到目标值M0,根据式(2)计算Y轴的整体平移量
ΔY=0.5(ΔM1+ΔM2)/0.028
(4)

按照上述方法,即可快速完成换产调试,加工出符合要求的实物(见图8)。

图8 加工工件实例
3.2.3 平齿根倒锥齿向调试分析
如图9所示,在实际生产中通常根据变形实验调整热处理前滚齿齿向坡度比(或齿向倾斜fHb)。改变齿向坡度比本质为改变倒锥齿大端齿厚与小端齿厚差值,不等距滚刀的齿厚是连续渐变的,因此在现有滚刀不变的情况下,只需按等比差值改变Y向窜刀长度来实现调整大小端齿厚差值,从而改变坡度比。
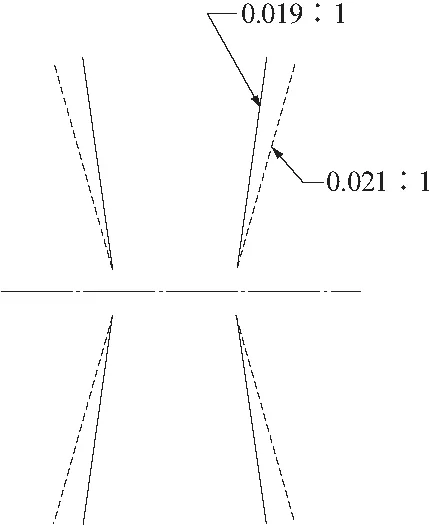
图9 齿面坡度比(齿向倾斜)
例如,当增大齿向坡度比为0.021:1时,对应增加的窜刀长度为
ΔY′=[(0.021-0.019)/0.019]×(Y2-Y1)
两边对称调整Y坐标,有
Y1″=Y1-ΔY′/2
Y2″=Y2+ΔY′/2
这样即可实现坡度比0.021:1的要求。试切完成后,可根据3.2.2的第三步微调Mop。
4 结语
浅析了平齿根倒锥齿调试方法,该方法可迅速指导操作工进行快速换产和调试,已应用于实际现场加工,且整个加工过程稳定,能够满足批量化生产需求。
猜你喜欢
航天制造技术(2022年3期)2022-07-15
内燃机与配件(2022年2期)2022-01-17
中国核电(2021年3期)2021-08-13
当代工人(2020年13期)2020-09-27
当代工人(2020年8期)2020-05-25
山西教育·招考(2020年2期)2020-03-23
高中时代(2017年7期)2018-02-24
南方农业·下旬(2017年8期)2017-10-23
中国高新技术企业(2016年5期)2016-05-14
少儿科学周刊·少年版(2015年3期)2015-07-07
