可转位数控精车刀片失效分析
2022-10-26 02:28邵伟芹
热处理技术与装备 2022年5期
周 波,卢 威,邵伟芹
(张家界航空工业职业技术学院,湖南 张家界 427000)
随着现代技术的不断进步和发展,耐磨、耐高温涂层材料被广泛用于可转位数控车刀片表面,进而改善刀片的使用寿命。但在实际加工过程中,过高的切削速度会引起刀片涂层发生氧化磨损和粘着磨损,导致精车刀片过早失效。因此,为了改善数控精车刀片的使用寿命,对刀片的失效原因进行了研究和分析[1],但对机械加工企业一刀多用的实际失效分析的报道较少[2-3]。因此,本文将针对某航空企业实际失效的数控精车刀片进行失效机理研究。
1 失效分析
1.1 失效刀片的宏观结构特征
涂层硬质合金刀具的理论寿命由刀侧磨损和凹口磨损决定[4]。但是在实际使用过程中,数控车床操作人员往往会根据零件的表面光洁度和切屑状态来判定刀片是否失效。为了研究35°精车刀片的实际失效状态的特征,本论文选用了5块来自某航空企业生产一线的同型号失效刀片作为研究对象。
图1为失效35°精车刀片的宏观照片。由图1可知,35°精车刀片的前刀面在宏观上未见明显的切屑粘附物、表面未见大面积磨损或者崩刃现象;刀片的后刀表面,也未见明显的宏观缺陷,但其表面颜色发白,这可能是刀具表面涂层的脱落或者被加工材料的元素发生了化学扩散所致。但在实际加工过程中,由于被加工工件的表面粗糙度无法达到零件的技术要求(Ra<0.8 μm),导致这批刀片被数控车床操作人员判定为报废。

图1 失效35°精车刀片的宏观图
1.2 失效刀片的微观特征
图2为失效35°精车刀片的显微组织。35°精车刀片的前刀面靠近刀尖的区域存在有明显金属光泽的粘着物质,见图2(a);刀尖部位存在明显的月牙洼磨损失效特征(微崩刃),见图2(b)和图2(c);切削刃区域存在明显的切屑粘着物质,并且切削刃后端有明显的表面涂层脱落等失效特征,见图2(d)和图2(e)。

(a,d,e)粘着物质;(b,f)涂层脱落;(c)凹坑缺陷
1.3 刀刃部位的断口形貌
采用扫描电镜对失效的35°精车刀片进行组织观察,如图3所示。刀尖和切削刃部位存在涂层脱落和微崩刃,见图3(a)。对图3(a)中得1#、2#和3#位置进行能谱分析,结果见表1。1#区域未发现Al、Ti、N等表面涂层元素残留,并且W、C元素含量较大,存在大量的Fe、Cr元素,说明此区域表面涂层基本脱落,并被切屑粘附物覆盖。2#区域存在刀片基体元素W、C和切削元素Fe、Cr,未发现涂层元素Al、Ti、N,说明此区域的涂层也基本脱落;此外,粘附物表面存在明显的沿切削方向发展的硬质颗粒擦痕。3#区域不仅存在基体元素W、C和切屑元素Fe、Cr,还存在涂层元素Al、Ti、N;同时,还发现O元素,说明此区域在高速切削过程中发生了氧化反应。

(a)涂层脱落和微崩刃;(b)粘着物质;(c)凹坑缺陷
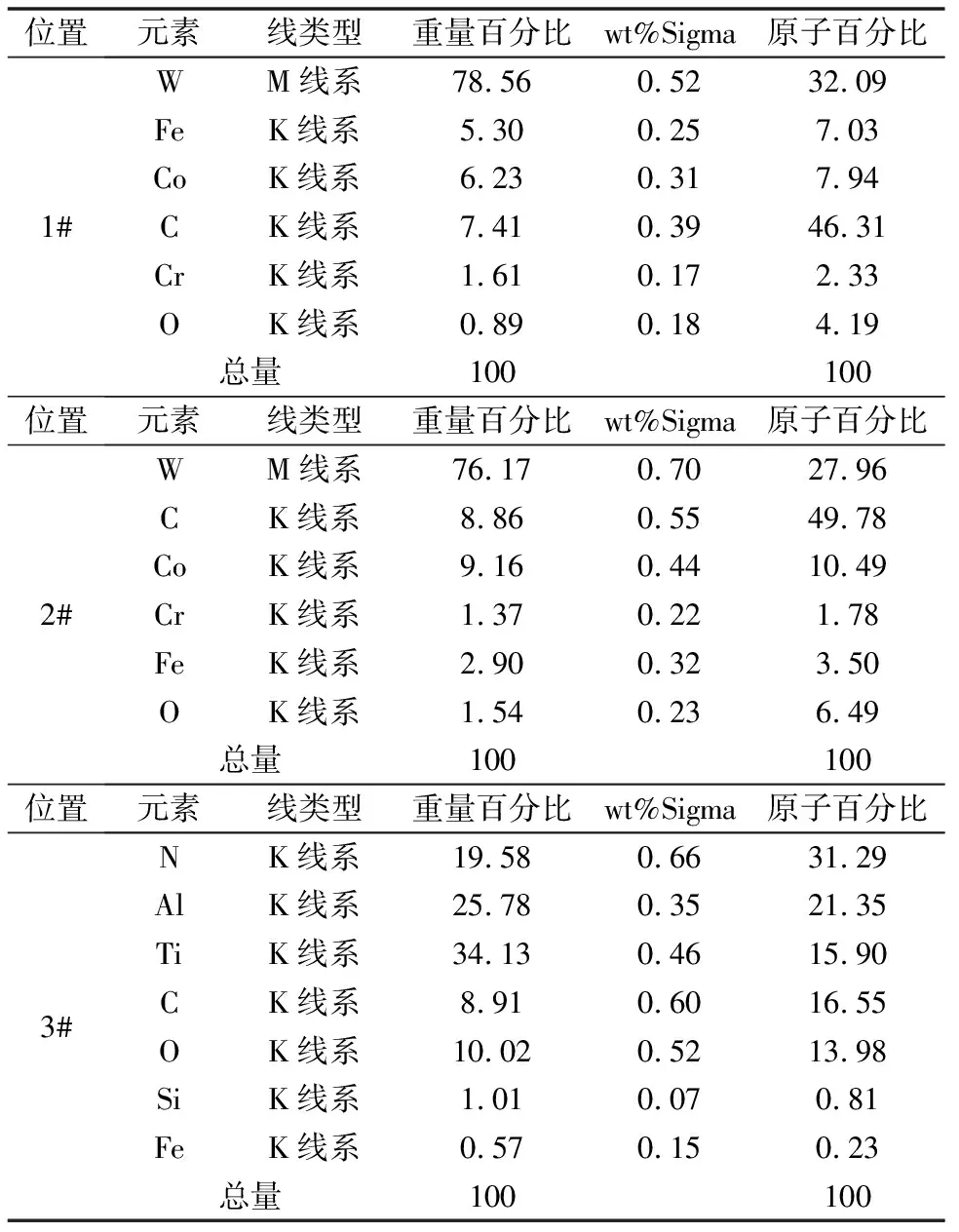
表1 图3(a)中不同位置的能谱分析结果
2 切削过程有限元仿真
为了更深入的了解35°精车刀片的失效原因,使用DEFORM3D有限元仿真软件对35°精车刀片在切削钛合金Ti6Al4V 过程中的热力学特性进行分析。设置参数为:切削线速度分别为 40、60、80和100 m/min,进给速度为 0.3 mm/s,切削深度为 0.15 mm,摩擦系数为 0.4,检验切削速度对35°精车刀片的刀-屑接触区温度和前刀面磨损深度的影响。
2.1 刀-屑接触区温度
对35°精车刀片切削钛合金Ti6Al4V 进行仿真研究,仿真切削时间步为1000 步,切削时间为0.00196 s。图4为在不同切削速度下35°精车刀片刀-屑接触区温度变化曲线。由图4可知,随着切削速度的增加,刀片与切屑的的接触温度也明显升高。
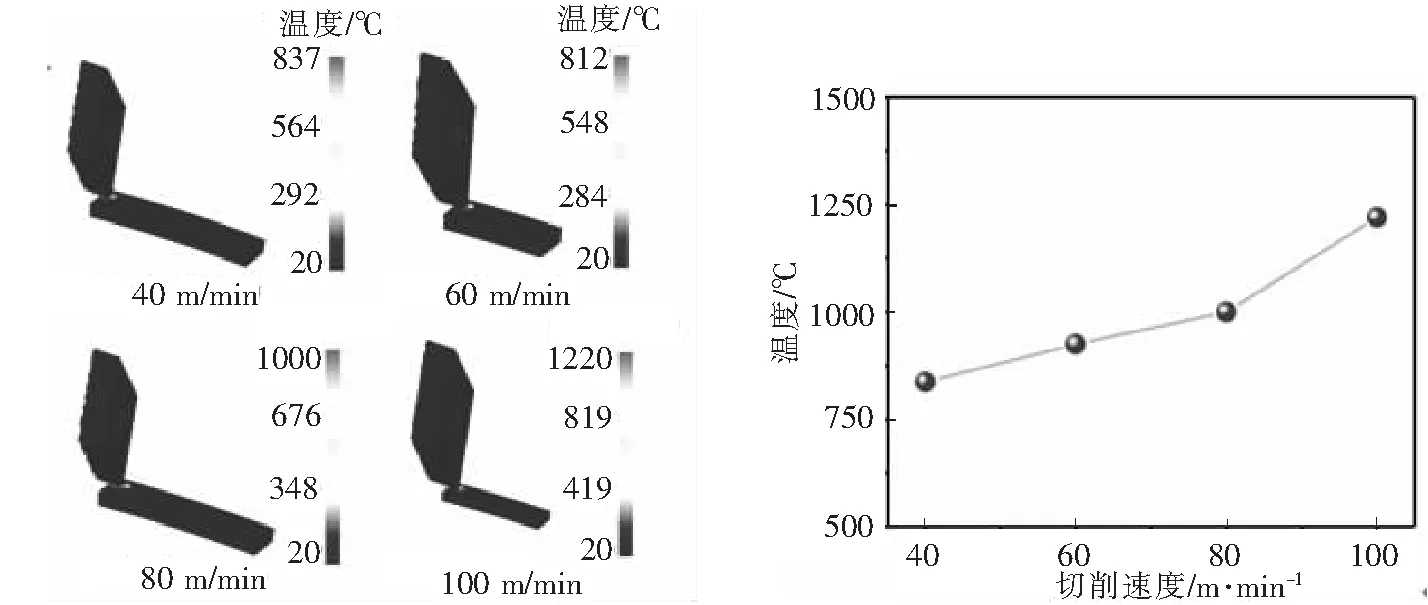
图4 35°精车刀片的刀-屑接触区温度
2.2 前刀面磨损深度
图5为35°精车刀片的前刀面磨损深度。由图5可知,随着切削速度的增大,35°精车刀片的前刀面磨损深度呈显著增加。
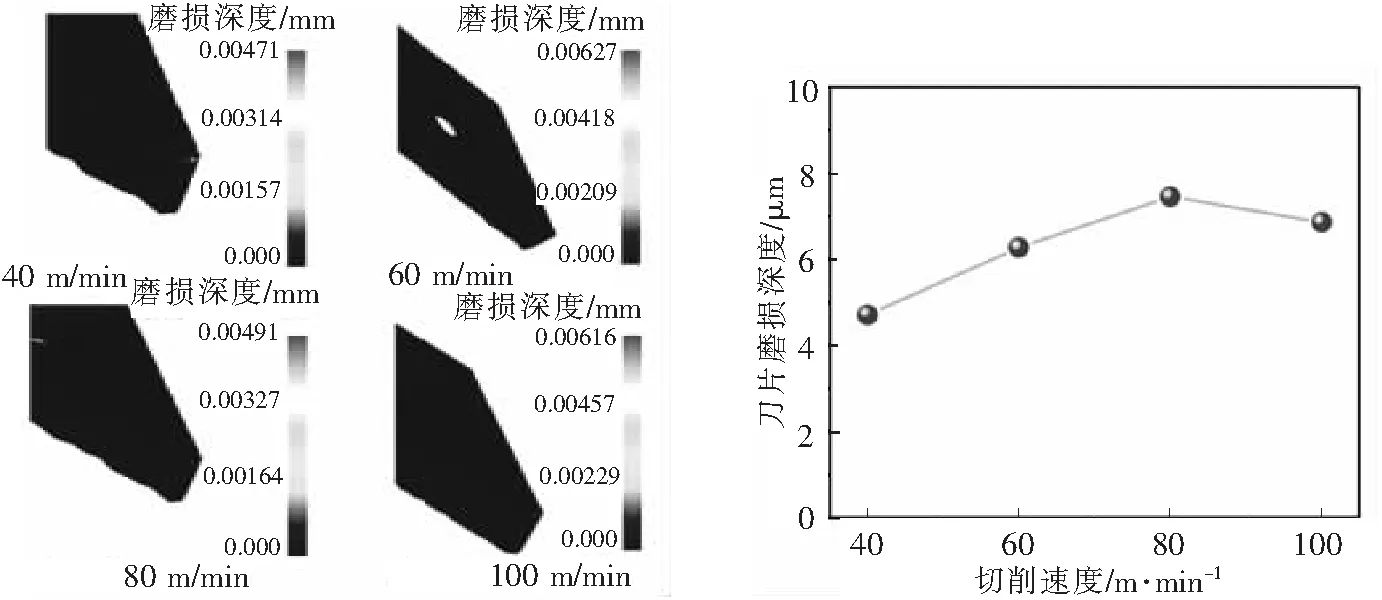
图5 35°精车刀片的前刀面磨损深度
3 分析与讨论
由图2和图3可知,35°精车刀片主要失效形态为涂层剥落、微崩刃等,并且刀具失效表面切屑粘结现象严重。由有限元仿真模拟结果可知,随着切削速度的不断增加,35°精车刀片与被加工工件的接触温度不断增加。在高切削温度的影响下,切屑与刀片表面涂层发生氧化反应和化学扩散,从而降低刀尖部位的整体强度[5]。并在高温、高压的条件下,刀片涂层和基体很容易产生大量的热-机械疲劳裂纹,在切削冲击力的作用下引发刀片微崩刃现象[6]。
由图2(d)和图3(a)可知,失效精车刀片表面存在着明显的硬质颗粒相和硬质颗粒引起切削沟槽。这可能是由于刀片和被加工工件材料之间不断摩擦导致刀片硬质颗粒脱落,硬质颗粒与切屑等硬度较低的材料复合粘着在刀具表面,并引起被加工工件表面质量显著降低。
综上所述,某航空企业35°精车刀片的失效原因可能为切削速度过高导致刀片表面涂层脱落,进而导致刀片失效。
4 建议
1)由于切削速度设置不合理,导致35°精车刀片存在明显涂层脱落、微崩刃现象,建议在数控精车切削过程中,采用相对合理的切削速度来改善35°精车刀片的使用寿命。
2)由于35°精车刀片表面存在着明显的氧化物,并且涂层存在大块体脱落等现象,建议在设计精车刀片涂层时,考虑涂层的化学稳定性以及涂层和基体材料的结合强度的问题。
猜你喜欢
电动工具(2022年4期)2022-08-22
科学与财富(2022年3期)2022-06-01
煤气与热力(2021年5期)2021-07-22
建材发展导向(2021年6期)2021-06-09
铝加工(2020年6期)2020-12-20
计算机与网络(2018年21期)2018-09-10
数字技术与应用(2016年12期)2017-04-15
中国教育技术装备(2017年4期)2017-04-14
求知导刊(2016年1期)2016-02-18
科学种养(2015年11期)2015-11-10