长城一矿选煤厂智能浓缩应用方案
2022-11-02 09:03侯宗波余家辉王宇昊
煤炭加工与综合利用 2022年8期
侯宗波,余家辉,王宇昊,郭 通
(1.新矿内蒙古能源有限责任公司 洗煤分公司,内蒙古 鄂尔多斯 016299;2.新汶矿业集团有限责任公司 洗煤分公司,山东 泰安 271219)
煤泥水处理作为选煤厂洗选流程中的一个重要环节,关系到洗选循环水的质量,影响选煤厂生产效率以及产品质量[1]。新矿集团洗煤分公司内蒙古区域公司长城一矿选煤厂位于内蒙古自治区鄂尔多斯市鄂托克前旗上海庙镇经济开发区,采用的生产工艺为:大于1 mm块煤通过重介旋流器分选,1~0.25 mm粗煤泥通过TBS分选机分选,小于0.25 mm细煤泥通过浮选柱分选。目前长城一矿选煤厂煤泥浓缩系统采用的依然是人工手动控制,系统循环煤泥量变化时,岗位工需对浓缩系统絮凝剂加药量及时进行调整,不仅职工劳动强度大,也存在调节过程滞后的问题,影响循环水水质和重介生产效率。煤泥浓缩系统中各项工艺指标不透明、不具体,其中加药方式为人工控制加药量和加药管阀门开度,缺少药剂计量设施,全凭岗位司机根据个人经验进行加药,需定时观测循环水水质,并根据循环水水质变化情况调整絮凝剂加药量和药剂出料阀的开度[2]。由于其无法在集控室电脑上实现远程控制,且岗位职工技能水平及责任心直接影响循环水的水质,存在调节过程滞后的问题,也影响煤泥浓缩效率的进一步提升;此外控制元件老化和系统落后也带来了一定的安全隐患,易引发压耙事故,造成经济损失。为解决上述问题,对选煤厂浓缩系统提出智能化改造方案,实现煤泥浓缩的智能化控制,减轻工人的劳动强度。
1 智能浓缩原理及改造内容
1.1 智能加药控制方案
1.1.1 改造内容
将入料浓度计、底流浓度计、流量计、溢流水浊度计连接到网络中,便于集控室实时监控入料浓度、底流浓度、流量、溢流水浊度、澄清水高度等数据。
根据接入到网络中的数据设计控制程序,能够依据智能加药数学模型实现自主预测浓缩环节的药剂添加量,可以根据溢流水浊度、澄清水高度自动对加药量、加药比例进行调整,实现浓缩系统的自动化和智能化[3]。
1.1.2 工作原理
智能加药系统主要是根据浓缩池入料流量和浓度数据来完成絮凝剂自动添加启停程序控制,通过现场PLC处理后上传至集控室[4]。集控室作为上位机,可以实时监控入料浓度、底流浓度、流量、溢流水浊度数据,根据建立的数学模型公式,通过这些数据可以计算出合适的药剂添加量,集控室可以根据溢流水浊度对自动加药机絮凝剂流量进行智能调节,达到实时检测和实时控制的目的。为保证系统的灵活性与可靠性,药剂添加系统设置智能、就地控制2种操作方式。集控室的浓度调节、流量调节、药剂泵开停等操作在后台控制电脑上进行。智能加药数学计算模型公式如下:
式中:R为计算后的投药量,m3/h;K为修正系数,0.5~2.0;Q为进水流量,m3/h;L为该浊度范围内药耗,g/m3;D为沉淀出水浊度反馈对投药量的校正(0.5~1.5);λ为药液密度,g/cm3;N为药液百分比(0~100%)。
K值的确定:在公式中设置K值是为了便于操作人员可以通过上位机干预投药量;
Q值的确定:实际进煤泥水流量计的瞬时流量;
L值的确定:L值代表该浊度范围内的药耗,是建立数学模型和运用的关键,需根据实验确定;
D值的确定:由于在选煤厂工艺中从入料口到沉淀出口反应时间较长,所以用沉淀出口浊度信号反馈必须调整好其PID参数,并设定调整范围,以保证系统的平稳运行;
N值确定:可以在配药时计算得出,也可由人工经验得出,但需保证准确[5]。
1.1.3 系统组成
数学模型+自动投药系统由入料浓度计、底流浓度计、流量计、溢流水浊度计和智能加药控制终端组成[5],如图1所示。
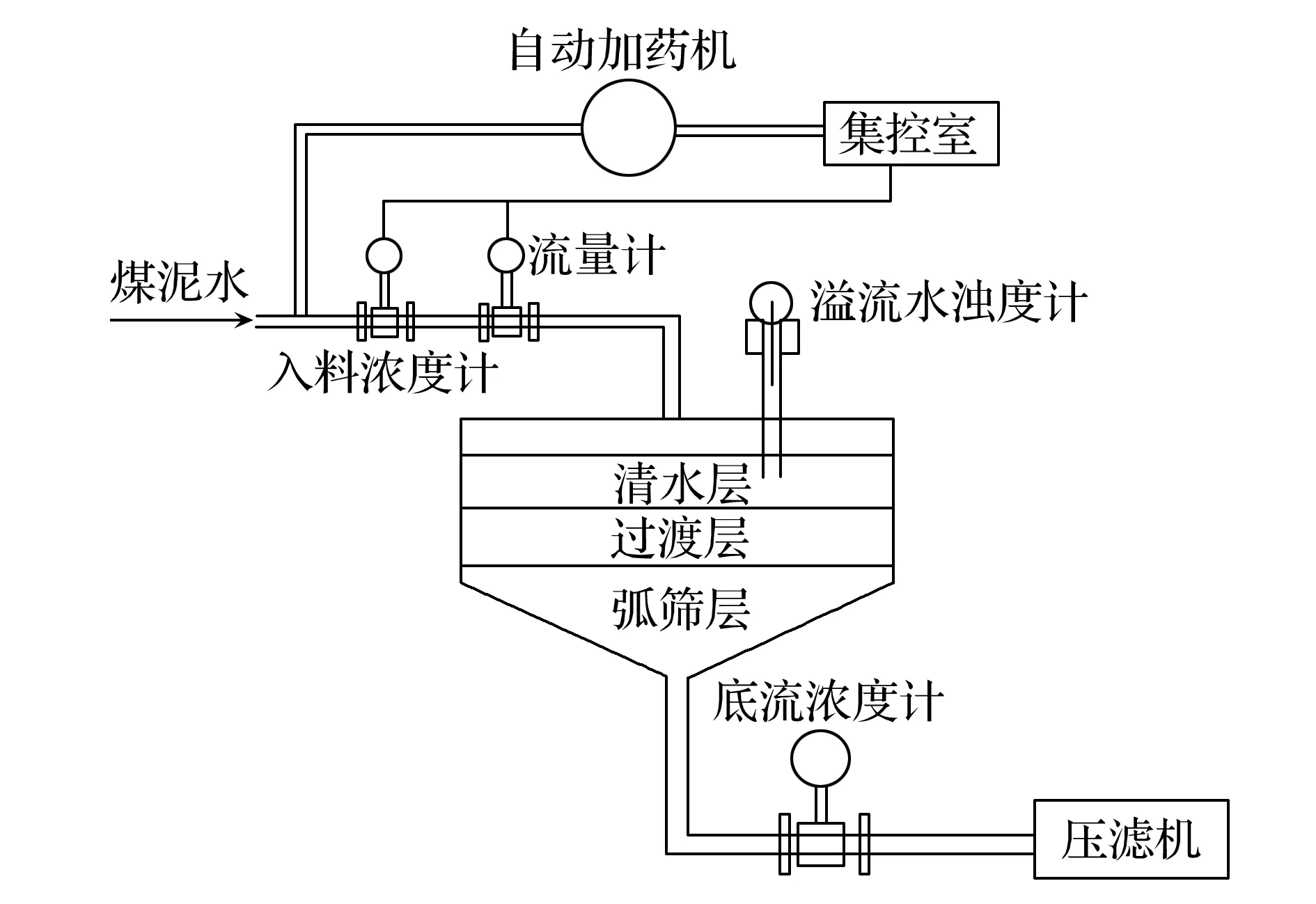
图1 控制系统流程
智能加药改造必要性分析:原有煤泥浓缩加药系统主要是依靠人工经验手动添加药剂,加药量和加药系统存在很大的不稳定性,不仅会影响循环水质量,影响整个洗选的效率,有时也会造成絮凝剂药剂浪费,增加生产成本;改造完成后,智能加药系统将主要根据浓缩池入料流量和浓度数据,来完成絮凝剂自动添加启停程序控制。煤泥水智能加药系统的运行,使得溢流水的浊度降低,可以实现清水洗煤。循环水系统可以有效关联选煤厂的分选环节,高效的加药以及循环水浊度的降低,可以减少分选系统中细粒煤及药剂的含量,降低分选介质的粘度,提高重介分选精度,降低错配率[6]。另一方面也可以降低药剂消耗,节约生产成本。
1.2 智能提耙控制方案
智能提落耙系统采用PLC可编程控制器控制浓缩机,通过检测耙架运行阻力,反馈控制信号,实现智能提耙、落耙控制[7]。
1.2.1 工作原理
改造完成后的控制系统依然采用采用PLC可编程控制器控制,当煤泥絮凝后由于自身重力沉降到浓缩池底部,这时耙式浓缩机耙子开始运转,利用底部刮泥板将池底煤泥刮集至浓缩池底部中心,然后经由排泥口排出。当煤泥量大时,耙子运行阻力就会增加,为保证刮泥板的正常运行,耙子浓缩机传动电流就会增大来提供更大的动力。这时传动机电流增大,电流变送器将电流的变化状况传送到CPU处理器,CPU通过分析输入信号,指挥排泥机运转。当电流变送器传输的信号显示耙式浓缩机传动机电流增加达到额定电流的90%时,CPU开始发出指令,液压泵和卸荷电磁阀同时启动,卸荷1 min后结束,提耙电磁阀启动,开始提耙,随着耙位缓慢增高。耙子行走负荷减小,电流逐渐减小,当电流减小至额定电流的70%时,液压泵停止运转,提耙电磁阀断电,提耙结束[3]。
随着刮板不断刮集污泥到浓缩池底部中心,行走负载减小,当电流减到额定电流的70%以下时,液压泵、卸荷电磁阀启动,1 min后,卸荷停止,落耙电磁阀动作,落耙开始,随着耙位下降,负荷加大,当负荷增大到额定电流的85%时,落耙结束。
1.2.2 保护系统
智能提落耙系统由集控室设定一个上限位和一个下限位,当耙位已经到达上限位时,保护系统自动启动,提耙操作不能进行,耙位在下限位,则落耙操作不能进行;上下限位设置可以避免耙位越线,造成恶性事故。
上下限位控制原理:
改造后的系统具有手动、自动2种操作方式,并且这2种操作模式可以在现场由操作选择按钮进行切换。
手动操作模式一般用于开机前试车和自动控制故障时,一般情况下不使用此功能。
自动操作检查机械设备、动力设备无异常后,手动提耙、落耙各一次,注意机械工作状况,无异常后,将手动操作切换为自动操作。
智能提落耙系统改造方案分析:智能提落耙系统改造完成后,将由PLC可编程控制器控制取代手动控制来进行提落耙操作,自动化程度提高,有利于减少工人工作量,此外也可以在极大程度上避免压耙事故,提高生产效率。
1.3 实现功能
(1)改造完成后集控室能够对入料浓度、底流浓度、流量、药剂添加量、溢流水浊度、澄清水高度等工艺参数自动进行检测和分析,同时根据对上述数据分析自主预测浓缩环节的絮凝剂药剂添加量,并且可以根据溢流水浊度和澄清水高度数据对药剂添加量和加药比例进行自动调整,实现智能加药系统的自动化和智能化。
(2)在停止入料的情况下,系统能够根据浓缩池内各参数情况自主判断,适时停止加药。
(3)在煤泥量大时,耙子运行阻力增大,耙子电流增加,能够依据耙式浓缩机耙压和澄清层高度数据反向调整加药量,并及时向集控室发出报警信息。在耙压较高时,能够依据浓缩机耙压反向调整加药量,将耙式浓缩机耙压数据接入,在耙压较高时,结合澄清层高度,适当调整加药量。并及时向集控室发出报警信息[8]。
(4)改造后系统可实现耙式浓缩机运行参数的自动采集与检测,方便运行人员监视,实现提耙、落耙的自动化控制,系统可以根据电机负荷大小,自行控制提耙和落耙,保证浓缩机不会超负荷运行,可以有效避免压耙事故的发生,提高设备运行效率。
(5)当系统出现故障时,能够及时将加药系统的故障信息及运行参数显示在上位机,能够及时查看加药机自身设备相关提示信息。
2 预期效果
2.1 节支降耗
长城一矿选煤厂絮凝剂单耗为4 g/t,按长城一矿选煤厂洗选能力为3.60 Mt/a,智能浓缩改造完成后,每吨煤可以减少约10%的药剂损耗,即每吨煤可以节约0.4 g絮凝剂。每年可节约药剂用量为:3.60 Mt ×0.4 g/t=1.44 t。
絮凝剂的价格为1.29 万元/t,智能浓缩系统改造完成后,每年节约的絮凝剂药剂费用为:1.44×1.29=1.86 万元。
2.2 减人提效
减少了岗位人员数量,大大降低了人为因素影响,减少了职工的劳动强度[9]。智能浓缩系统改造完成后,可以实现一二期浓缩机、絮凝剂加药器的在线检测和智能控制,大幅减少重介巡检工作量,从而减少1名重介巡检工,按三班计可减少用工人数3人,每年可减少用工成本36 万元,同时也有利于缓解职工老龄化带来的用工紧张问题。
2.3 环境保护
国内选煤厂在过去的一些年对于煤泥水的处理工艺一直不太重视,但随着对环境保护的重视,如何更加环保的处理煤泥水也逐渐引起关注。煤泥智能浓缩系统的应用有助于实现选煤厂洗水闭路循环和重复利用,既能减少煤泥水的外排避免环境污染,又能提高工业用水的利用率,节约水资源。
3 结 语
通过煤泥水处理智能控制技术的工业应用,絮凝剂的药剂添加从手动添加到现在的自动添加,从人工经验判断添加量到现在结合理论和现场的计算机优化算法得出合理的药剂添加量。智能浓缩系统的应用在一定程度上能够降低工人的劳动强度,减少药剂的消耗量,提高煤泥回收效率,改善产品质量,带来一定的经济效益,同时有利于更好地实现选煤厂内部洗水闭路循环和重复利用,从而提高工业用水的利用率,达到选煤厂环境保护和节约水资源的目的,是新矿集团打造智能化、现代化选煤厂的重要手段,直接关系到产品的质量和资源的利用效率,值得大力发展。
猜你喜欢
绿色科技(2022年8期)2022-05-25
煤炭与化工(2022年2期)2022-04-14
科技信息·学术版(2021年11期)2021-10-13
安徽化工(2021年3期)2021-05-29
科学导报·科学工程与电力(2019年36期)2019-09-10
中国质量与标准导报(2018年7期)2018-09-10
科学与财富(2017年24期)2017-09-06
房地产导刊(2015年4期)2015-10-21
卷宗(2013年7期)2013-10-21