炼油行业A/O生化池运行管理及常见问题处理
2022-11-09 00:44杨涛中国石油四川石化有限责任公司公用工程部
节能与环保 2022年7期
文_杨涛 中国石油四川石化有限责任公司公用工程部
经长期运行表明,A/O生化池在污水处理厂生产运行中发挥着重要作用,COD去除率高达90%以上。污水处理厂能否达标排放,取决于生化池运行效果好坏。特别是在上游生产装置生产异常,排水中COD、氨氮、硫化物、pH等指标波动时,生化池运行管理尤为重要。
1 A/O生化池运行管理
1.1 A/O生化池工艺特点
①缺氧池设置在前段,反硝化菌将废水中的有机碳部分降解,未降解的有机物可在好氧池内去除,降低出水COD,提高出水水质。②硝化反应对碱度的消耗可部分由反硝化反应产生的碱度来补充。③好氧池内溶解氧随水流方向逐渐降低,其末段废水回流至厌氧池,有利于厌氧反应的进行。④可生物降解的有机物浓度去除率最高可达95%,工艺流程比较简单,操作方便。
1.2 A/O生化池运行参数优化
(1)温度
废水好氧生物处理一般在15~40℃内运行,温度低于10℃或高于40℃,去除BOD的效率大大降低。20~30℃效果最佳。一般在5~35℃内,温度每增加10~15℃,微生物活动能力可增加一倍。
(2)溶解氧
生化池内溶解氧主要用于有机物及氨氮的分解及微生物细胞的合成,溶解氧对COD、氨氮去除率的影响见图1。
由图1可以看出,溶解氧含量在1.0~2.0mg/L时,硝化反应不够充分,氨氮去除率较低,当溶解氧在2.0~5.0mg/L范围内时,COD及氨氮去除率均维持在80%以上。实际运行表明,当进水COD偏高时,生化池溶解氧会有所降低,此时为保证出水达标,必须及时启运风机,向池内提供充足的溶解氧。
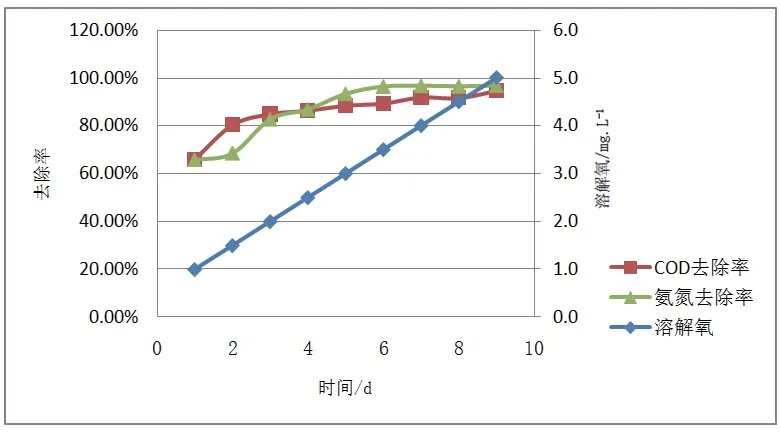
图1 溶解氧对COD、氨氮去除的影响情况
(3) pH值
根据对不同菌种的观察,细菌最适宜生存的pH值范围为7.0~7.5,而硝化菌在pH值为8.0~8.5间表现最为活跃,由于在好养段硝化反应的发生,pH值会下降,尤其是在氨氮浓度较高时,pH值甚至会下降至5.0而呈弱酸性,会抑制硝化反应的进行。实际运行也表明,当进水氨氮偏高时,必须要严格监控生化池进口pH值,必要时及时投加碳酸钠,补充池内碱度,保证硝化反应顺利进行。
(4)碳源
异养菌以有机物为营养物质,而硝化菌则利用无机物合成自身所需的有机物质。当COD较高时,异养菌将大量繁殖,而硝化菌由于硝化反应会引起pH值下降,因此要及时补充碱液,提高其碱度。同时控制好进水COD,避免生化池内碳氮比例失衡,影响处理效果。
(5)混合液MLVSS浓度
生化池活性污泥MLVSS对NH3-N去除也会有相应的影响,如图2所示,随着污泥浓度的提高,降低了有机负荷,从而增大了污泥龄,反硝化菌、亚硝化菌、硝化菌数量增多,硝化菌占有优势,有利于NH3-N去除。
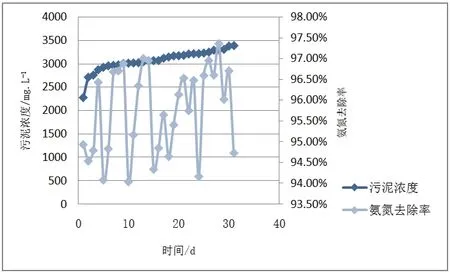
图2 污泥浓度对NH3-N去除的影响
2 A/O生化池常见问题及处理措施
2.1 活性污泥浓度提升困难
(1)现象
活性污泥在没有达到其各项控制指标的情况下,浓度提升困难;活性污泥在符合各项控制值要求的情况下,浓度提升困难。
(2)原因
曝气过度,溶解氧控制过高;营养剂投加不足;进水底物浓度太低;进流水中含有过量的有毒或抑制类物质。
(3)处理措施
查找原因,根据原因调整参数,如溶解氧在好氧池末端控制在2mg/L,增加碳源提高进水底物浓度,控制出水氨氮在2mg/L以下。
2.2 生化池浮渣、泡沫故障
(1)现象
棕色泡沫:活性污泥处于老化状态,部分活性污泥因为老化而解体,悬浮在活性污泥混合液中,在曝气状态下均匀附在泡沫中,导致泡沫破裂时间延长,为泡沫积聚创造了条件;
灰黑色泡沫:活性污泥处于缺氧状态,缺氧的状态可是活性污泥出现局部厌氧反应;
白色泡沫产生,主要常见于负荷过高,曝气过度,洗涤剂流入。
彩色泡沫一般为表面活性剂导致,或生化系统流入带颜色的废水时。
(2)处理措施
泡沫问题比较棘手,如果紧急情况,可采用合适的消泡剂,如果不紧急,可以控制污泥负荷,调整曝气方式,增加营养剂等方式来缓慢解决泡沫问题。
2.3 二沉池污泥上浮
(1)现象
在二沉池中,有时会发生活性污泥不沉淀,并随水流失或者混凝成块从水下浮起的现象,导致排放水恶化。
(2)原因
污泥腐化;污泥脱氮;污泥膨胀。
(3)处理措施
如果是反硝化问题引起,则增加回流量或及时排泥,减少曝气量或时间,减少沉淀池的进水量。
如果是腐化问题,则改善曝气设备,减少废水进水量,降低污泥浓度等。
2.4 活性污泥老化
(1)现象
判断污泥老化可以从污泥沉降比、絮团大小、污泥颜色(深暗,灰黑)、上清液清澈度、液面浮渣判断。
根据进水负荷核算食微比。
(2)原因
排泥不及时;长时间处于低负荷状态;过度曝气导致的活性污泥老化;污泥浓度过高。
(3)处理措施
控制污泥浓度;曝气的均匀性,防止过度曝气。
3 结语
日常运行过程中,要时时监控炼油生产装置排水水质,主要控制COD、石油类、氨氮、硫化物、pH值等指标,确保各项指标稳定,不能有大幅波动。
为确保进生化池污染物浓度稳定,需加强除油、气浮池等生化预处理各工段各设备运行情况,充分发挥各设备运行功能。如上游生产装置排水COD、氨氮等污染物浓度急剧上涨,需控制生化池处理水量,进而确保生化池进水污染物总量稳定,避免对生化池造成冲击,确保出水合格。
如生化池溶解氧等有所下降,影响生化池稳定运行,要及时查找原因,确定何种污染物种类超标排放,并尽快控制上游装置排水中该污染物浓度,同时生化池降量运行,保证溶解氧维持在2.0~5.0mg/L,确保生化池稳定运行。必要时使用COD菌、硝化菌、除油菌等应急药剂,提高生化池内优势菌群数量,尽快恢复系统运行。
在监控生化池各项参数稳定的前提下,要关注日常检修废水排放对生化池运行的影响,特别是污油系统检修排放含油污水,做到缓慢排放,避免冲击生化池。
生化池运行情况可通过厌氧段pH值、好养段溶解氧等在线表及污泥浓度、沉降比等化验分析数据来判断,同时可通过微生物镜检情况提前预判,以便提前调整运行工况。
猜你喜欢
水产科学(2022年3期)2022-06-08
建材发展导向(2022年6期)2022-04-18
科学与信息化(2020年11期)2020-06-19
中学课程辅导·教育科研(2020年10期)2020-04-29
意林·少年版(2020年5期)2020-04-14
当代化工(2019年8期)2019-12-13
环境与发展(2019年12期)2019-02-12
当代化工(2019年12期)2019-01-14
科学与财富(2016年7期)2016-03-25
安徽农学通报(2015年5期)2015-03-23