基于普通车床加工差速器壳体内球面工艺装置研究
2022-11-10 10:00吴长有伊洪彬
装备制造技术 2022年8期
吴长有,伊洪彬
(开封技师学院,河南 开封 475000)
0 引言
差速器是汽车中的重要部件,其作用就是使两侧车轮转速不同。例如,当汽车左转弯时,弯曲弧圆心在左侧,在相同的时间内右侧车轮要比左侧车轮走过的轨迹要长,所以右侧车轮的转速要更快一些。要达到这个效果,就得通过差速器来调节。差速器由差速器壳、行星齿轮、行星齿轮轴和半轴齿轮等零部件组成,其壳体的结构及加工精度直接影响差速器的正常工作,差速器壳体内球面加工是差速器壳体加工的一个难点。图1为某款小型汽车的差速器壳体零件图。该差速器壳的零件可以分四组加工表面:端面、零件上各段外圆表面、内圆孔表面、凸台孔系。以该款小型汽车的差速器壳体为例,在对其加工方法和工艺分析的基础上,经过多次试验,研制出一种基于普通车床上加工内球面的加工工艺方法。

图1 差速器壳体零件图
1 差速器壳体零件加工工艺
参考同类型差速器壳加工工艺,确定该零件的加工方案:首先,加工端面,内外圆表面用加工好的端面为基准先加工其中一组,然后借助专用夹具加工另一表面,并且保证它们之间的位置精度要求[1]。该差速器壳体的加工工艺卡见表1。
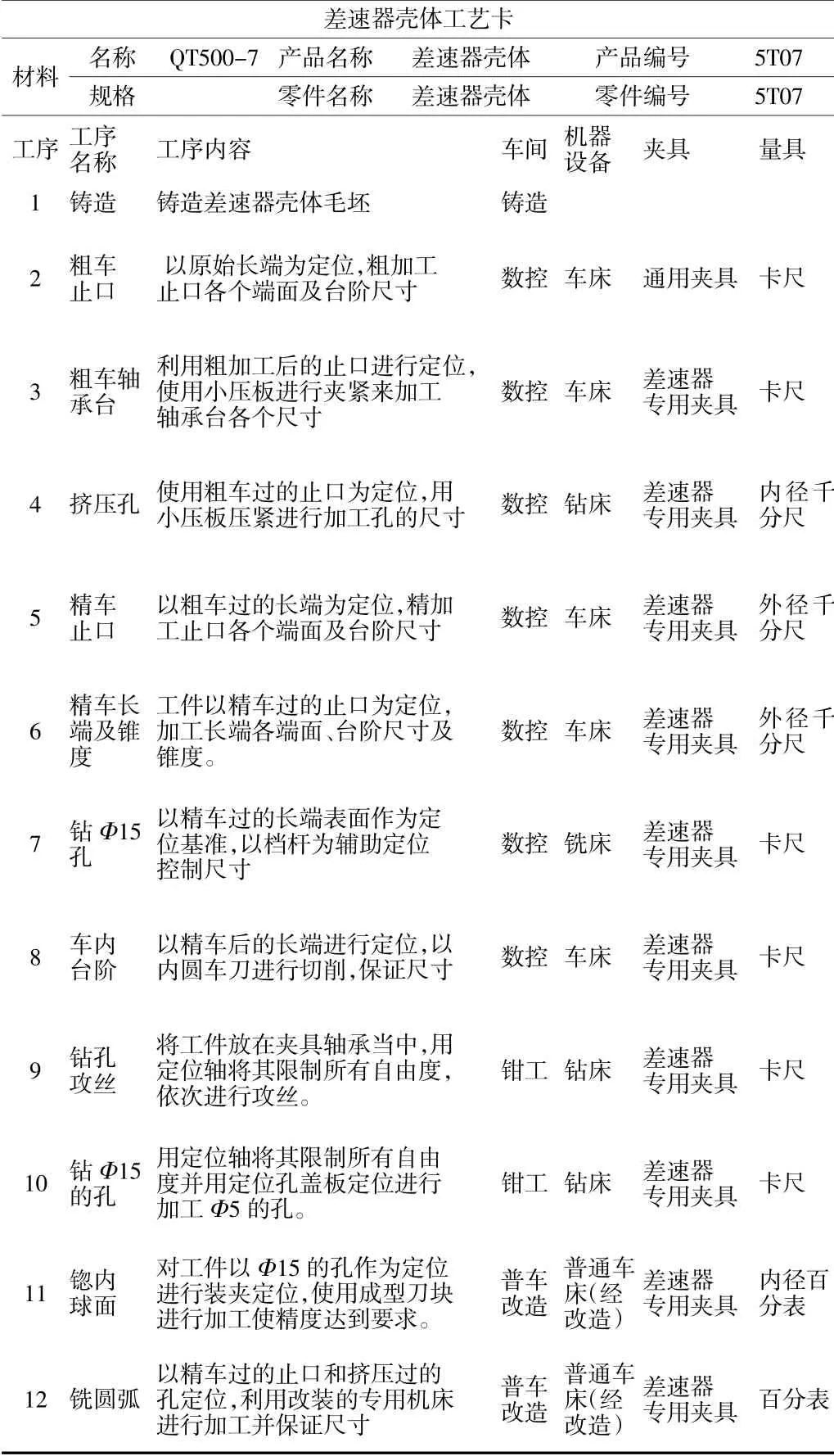
表1 差速器壳体工艺卡
差速器壳体加工内球面工序如图2所示。从图2分析,差速器壳体内球面加工是差速器壳体加工的难点,能把刀具伸进内腔的孔都满足不了加工SØ84的球面,不管是数控车床或者普通车床,里面的内球面都很难加工。
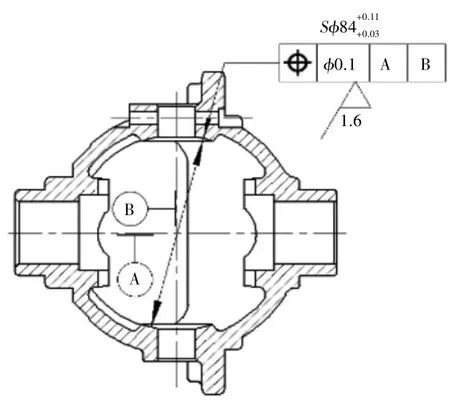
图2 差速器壳体内球面工序图
2 基于普车加工差速器内球面工艺装置分析
为了提高差速器壳体内球面加工质量,经过多次试验,研制出一种基于普通车床加工差速器壳体内球面的工艺装置,摸索出一种在改制普车上加工差速器壳内球面的加工工艺方法。该工艺装置的研制包括工装的设计与定位、刀具设计与制作及刃磨,以及工件的安装与加工注意事项。
2.1 工装的设计与定位
根据差速器壳体选择有效的安装基准及定位来制作加工内球面的工装,如图3所示,加工差速器壳体内球面的工装是有基础件和两个镶有轴承的定位板组成。把工装通过中滑板的螺栓槽用四个螺栓固定在中滑板上面,利用工装中间φ15的轴找准中心,中心高低调整只能磨削工装上下平面。高低调整好后,再使φ15小轴的侧母线与导轨平行,最后移动中滑板,使φ15小轴的中心与车床主轴中心一致后,锁死中滑板[2]。

图3 加工内球面工装
2.2 刀具的设计与制作
不同的刀具的结构在加工时采用的加工工艺不同,差速器壳体内球面加工时使用成型刀具,其形状为与内球面相同的圆弧刀具,提高加工效率。根据差速器壳体孔径选择刀杆的直径,刀杆的直径要小于差速器孔径。为提高刀杆的刚性,刀杆与相应的轴承内圆面配合间隙不易过大,以便用来支承刀杆。同时刀杆要进行调质和淬火处理,提高其强度。在刀杆前段部位磨出平面以传递力矩,在中间加工出矩槽用来使圆弧刀具轴向定位[3]。为了避免在加工时与差速器孔摩擦损伤孔的表面,矩形槽后端的刀杆直径要稍微小一点。设计的刀杆和圆弧刀具,如图4所示。刀杆的安装孔要在本车床上做出,确保与主轴同心,安装孔与刀杆间隙尽量小,并在刀杆柄部磨出小平面,以便插入安装孔中后锁紧刀杆。

图4 加工内球面刀具
为了加工平稳,圆弧刀具可采用双刃或四刃。刀具的加工精度直接影响工件的精度,所以对刀具的加工精度要求很严,圆弧刀具下面的外圆是加工内孔的定位与装夹基准,铣刀块焊接槽时要与定位外圆中心均布,且槽的宽度与刀块厚度间隙不易过大,否则刃磨后的圆孤刀刃高低不一致。刀块焊接好后,利用定位外圆定位找中心,采用线切割加工内孔,内孔的圆作为径向定位,与刀杆的配合间隙要小。孔加工好后,再以圆弧刀具定位外圆和后端面,依次把刀块按圆弧尺寸线切割割成圆弧,最好割出10°的后角。
2.3 刀具的刃磨
为了刃磨内球面圆弧刀具,设计了一个刃磨圆弧刀具的简单工具,如图5所示。该工具制造要求是:孔轴配合间隙要小,用向心推力轴承作旋转配合,因需要测量圆弧刀具的尺寸,上部的外圆要与旋转中心同心。安装刀具的刀轴轴心要与旋转平面平行且通过旋转中心[4]。圆弧刀刃的高低是靠刀具后端面定位,所以,刀具内孔轴线上后端面必须垂直。为了消除线切割丝线与后端面的垂直度误差,可加工一个芯轴在外圆磨床上磨刀具后端面。

图5 圆弧刀具刃磨
刃磨圆弧刀工具固定在磨刀机或工具磨床上,在刃磨刀具时,刀块的刀刃要与刃磨工具旋转平面平行。利用工具上的紧定螺钉调整刃磨量并固定紧定螺钉,然后把砂轮旋转平面调整为6°的后角,依次刃磨刀块圆弧刃,利用剩余部分的外圆计算出圆弧尺寸。加工时使用公法线千分尺进行相应尺寸的测量。
2.4 工件的安装与加工
零件的加工质量不仅仅取决于工装与刀具,工件是否正确安装也会对零件的加工质量产生影响。经过多次的试验,总结出工件安装的正确方法和加工的注意事项。
把工装前端装有轴承的定位板卸下安装到后面,这样可以增加工件的定位精度,如图6所示。安装工件时,用柱销通过两个轴承孔插入工装的定位孔中,使工件上孔的中心与主轴中心一致,压紧工件[5]。移动床鞍,使刀杆进入工件内腔,把刀具放入工件内腔并安装在刀杆上,使刀具后端面紧贴刀杆定位槽端面,车削前应注意,工件的定位孔是否在刀杆稍微细的部位,以免损坏工件孔径。加工第一个工件首先要确定球径尺寸与球心,根据加工余量,先少加工一些,利用百分表对零定位,少量退刀后停车,移动床鞍使刀杆退出工件,工件松开并旋转180°定位压紧,同样方法加工至百分表零位。卸下工件内径量表测量球径,与图样径向尺寸差值的一半是修正的进刀量。调整表盘零位再次加工,直到符合图样尺寸。尺寸确定后,其余的工件可以一次加工到尺寸。

图6 工件的安装与加工
3 结语
通过加工生产实践显示,采用普车加工差速器壳体内表面工艺加工后,产量由25(件/天)提升到30(件/天),由此证明差速器壳体的加工工艺对壳体零件的加工有很大的影响,采用合适的加工工艺可以提高零件的加工效率。对于壳体内圆弧面的加工,采用圆弧刀具耐用度高,球径尺寸基本一致,能满足图样公差要求。但是也有一些缺点,因为圆弧刀具的弧度是不变的,床鞍进刀的终止位置不可以一点不变,所以,两圆弧的连线并不是很规矩的圆球,但不影响零件装配使用。
猜你喜欢
建材发展导向(2022年4期)2022-03-16
军事文摘(2021年16期)2021-11-05
智能制造(2021年4期)2021-11-04
燃烧科学与技术(2021年5期)2021-10-28
汽车维修与保养(2019年7期)2020-01-06
武汉工程大学学报(2019年6期)2020-01-03
学苑创造·B版(2019年4期)2019-05-09
北京汽车(2018年4期)2018-09-08
课程教育研究(2018年22期)2018-07-18
知识文库(2018年7期)2018-05-14