
教学式微型数控铣床的研制与应用
2022-11-11 02:05潘俊兵徐家忠
机械设计与制造工程 2022年10期
王 鹏,潘俊兵,赵 熹,徐家忠
(1.陕西国防工业职业技术学院智能制造学院,陕西 西安 710300) (2.陕西国防工业职业技术学院汽车工程学院,陕西 西安 710300)
数控机床的出现,加快了现代机械加工技术的发展步伐[1-2]。20世纪以来,数控设备广泛应用于工业生产,数控机床的先进程度已是评价一个国家制造业水平的重要标志[3-4]。目前,我国工业发展迅猛,传统数控铣床及微型数控铣床的数量逐年增加[5],对机床维护与维修人员的素质要求也进一步提高。工业数控铣床结构复杂[6-8],系统开放性差,价格昂贵,增加了企业和学校对相关专业技术人员的培养成本,制约了数控铣床的进一步发展。另外,现有的微型数控铣床多用于精密加工[9-11],成本较高,制约了机床的民用化推广。因此,亟待设计一种结构简单、成本低、便于拆装学习及民用化推广的微型数控铣床。
为了解决上述问题,本文以国内现有数控铣床及前人研究成果为研究基础,设计了一种集成度高、成本低、搬运方便、结构简单、灵活度高的教学式微型数控铣床,以期为我国数控铣床专业人才的培训作出贡献,同时满足雕刻加工的要求,从而降低数控技术人才的培养成本。
1 机床结构的设计
1.1 机床结构
该机床为三轴数控铣床,与工业数控铣床的结构基本相同,主要由X,Y,Z三轴及传动系统、工作台、导轨、立柱、底座、控制系统等构成,如图1所示,相关参数见表1。

1—Y轴电机;2—Y轴传动带轮;3—工作台;4—Z轴刀具安装装置;5—Z轴电机;6—主轴移动电机;7—立柱;8—导轨;9—X轴电机;10—底座
1.2工作原理
该教学式微型数控铣床为电机驱动X轴、Y轴、Z轴运行,即电机驱动工作台的前、后、左、右位移及刀具的升降和旋转运动。工作时,首先将工件固定在工作台上,完成刀具装夹及加工程序传输等准备工作。然后按照工业数控铣床的对刀方法,寻找刀具相对工件的原点。最后通过手动操作或数控系统驱动X,Y,Z3轴运行,完成工件的加工过程。
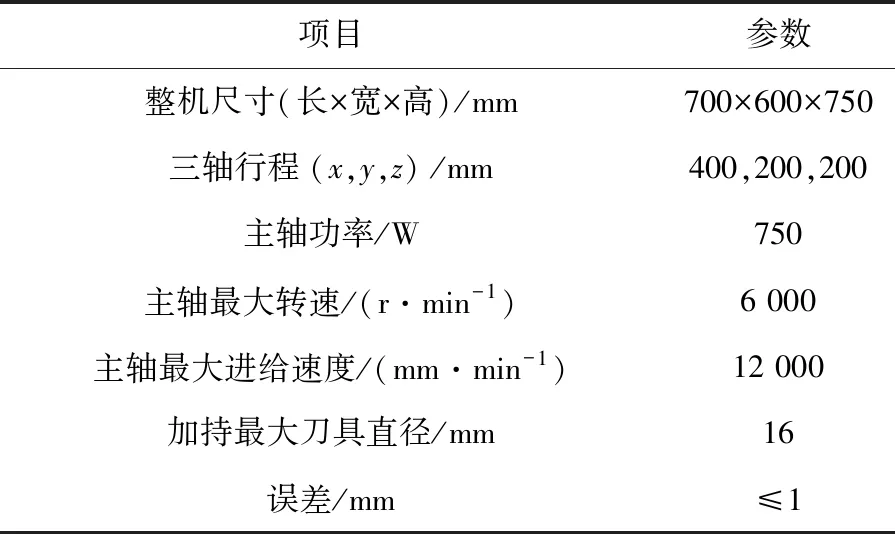
表1 教学式微型数控铣床相关参数
数控系统可完成三轴(X,Y,Z)位置的精确控制,同时可以精确控制Z轴(刀具所在的轴)转速。该数控铣床控制系统使用的代码为国际通用的G、M代码。
2 控制系统
该教学式微型数控铣床采用XC09MC型数控系统,可控制机床实现铣、攻、镗、钻等加工工艺,系统界面如图2所示。该数控系统使用32位高性能微处理器,可实现实时多任务控制技术和硬件插补技术,插补精度可达0.001 mm。此外,该系统还具有以下优点:

图2 控制系统面板图
1)简洁的操作界面,配备了5个快捷功能键(F1~F5),操作简单;
2)可识别国际通用的G、M程序指令,兼容FANUC系统指令,适应性强,便于学习;
3)可通过USB接口传输程序文件,极大提高了机床使用效率;
4)操作界面中、英文双语显示,给初学者降低了门槛;
5)支持多级操作权限,方便设备管理,能够实现限时系统锁定,提高了系统安全性;
6)兼容性好,支持第三方软件编译的加工代码文件。
3 机架有限元设计
运用SolidWorks软件建立机架模型,如图3所示。机架材料为Q235,对该模型进行网格划分,并添加作用力,Z轴装置和配重装置均为简化图,重力分别为500 N和300 N。底座下端固定在水平地面上,在SolidWorks的Simulation模块中进行仿真,结果如图4所示。
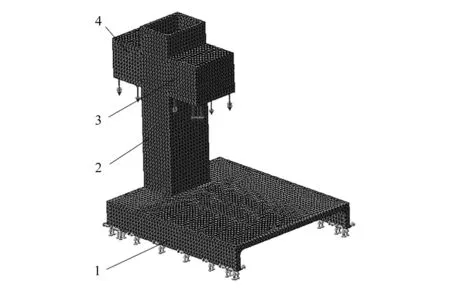
1—底座;2—立柱;3—Z轴装置;4—配重装置
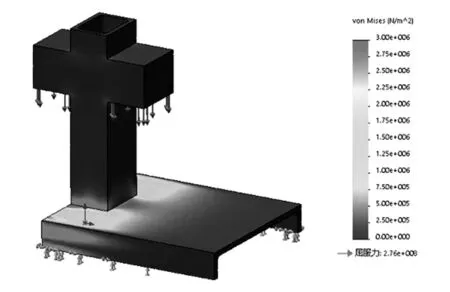
图4 应力云图
由图4可知,机架屈服力为2.76×108N,当实际应力超过屈服应力时,机架产生较大形变,该形变可达0.21 mm,降低了机床精度。最大变形位置出现在立柱和底座的交接处左右两侧。在配重装置的作用下,机架未出现较大形变,因此该机架结构设置合理,能够满足微型数控铣床的工作要求。若考虑超载,可在立柱和底座的连接位置增加加强筋,以提高该处刚度。
4 试验研究
为检验该教学式微型数控铣床的工作性能,2020年3月25日于陕西国防工业职业技术学院实训中心进行了样机试验,试验现场如图5所示。该试验以陕西国防工业职业技术学院校徽作为加工案例,如图6所示。由于该图案较为复杂,为了提高编程效率和准确性,试验前,通过UG软件将该图案的数字化模型建立在 100 mm×100 mm的方块上,如图7所示。运用UG数控加工模块,选择1 mm的雕刻刀具,主轴转速设为3 000 r/min,为了减小刀具切削阻力,进给率设为 300 mm/min,生成了加工该图案的三轴机床刀具轨迹,并仿真验证,验证后的刀具轨迹经后处理得到对应的加工程序,如图8所示。用U盘将该程序输入数控机床控制系统,完成加工前期程序准备工作。

图5 试验现场

图6 加工图案

图7 数字化模型

图8 加工程序
进入装夹阶段后,将100 mm×100 mm×30 mm的工件固定在工作台上,通过SOE-20S型光电寻边器完成刀具对刀操作,建立机床加工坐标系。切换到自动模式运行程序,完成工件加工,成品如图9所示。完成加工后,用CONTURA G2型三坐标测量仪检测被加工图案的形状及尺寸误差,测得误差集中在0.6~0.8 mm,能够清晰地反映被加工物体的结构,可满足学员对数控机床结构及工作原理的基础学习要求,也可满足雕刻加工的要求。

图9 加工样件
5 结束语
本文提出了一种教学式微型数控铣床,并对该数控铣床进行了加工试验。试验结果表明,主轴转速为3 000 r/min,进给率为300 mm/min,用1 mm的雕刻刀加工时,该教学式微型数控铣床加工误差为0.6~0.8 mm。试验表明,该微型数控铣床加工质量良好,结构稳定。若在大专院校、企业培训单位和科研院所能够代替工业数控铣床作为教学培训设备,可极大降低教学成本,培养更多数控人才。
猜你喜欢
四川水泥(2022年11期)2022-12-22
农机使用与维修(2022年11期)2022-11-17
机械设计与制造(2022年10期)2022-10-12
矿山机械(2022年5期)2022-05-19
内燃机与配件(2022年2期)2022-01-17
农业装备技术(2021年5期)2021-11-01
中老年保健(2021年8期)2021-08-24
机电信息(2020年23期)2020-09-26
家庭影院技术(2019年12期)2020-01-19
记者观察(2019年1期)2019-04-04
