基于3D 摊铺技术的路面基层施工精度研究
2022-11-27 08:58张扬
重庆建筑 2022年11期
张扬
(黑龙江省交投公路建设投资有限公司,黑龙江哈尔滨 150023)
0 引言
公路工程中,路面水稳基层的摊铺质量对道路整体的服役状态有很大影响,尤其体现在摊铺厚度、纵断面高程、横坡度及平整度等摊铺指标方面[1-2],这对路面的摊铺技术及其工艺精度提出了较高要求。现有路面摊铺质量主要以传统摊铺机平衡梁以及人工检查的方式控制,不仅在宏观摊铺厚度和平整度方面的局限性较大,而且对施工过程的摊铺尺寸不能做到精准把控,造成摊铺质量的稳定性不足,同时现有的检测手段均属于事后检测与点检测,无法实现摊铺过程控制。
随着科技的不断发展和各领域研究成果的交叉应用,路面施工技术也不断推陈出新。数字化施工可提高道路工程施工质量水平和施工效率,可较好满足当今道路工程建设迫切追求的质量和效益目标要求。3D 摊铺技术通过运用精准定位、自动控制及可视化等技术,将路面摊铺施工全过程进行数字化与智能化改进,成为路面数字化施工技术中的重要组成内容,在实体工程中的成功应用案例逐年增多[3-6]。然而,我国对3D 摊铺技术的应用仍处于初级探索阶段,尽管在江苏宁宣高速、广西乐百高速、深圳外环高速等工程中进行了规模化应用,但研究重点依然停留在操作流程、适用条件及施工工艺等基础层面,对过程数据及检测结果的分析未展开深入研究[7-10],因此对3D 摊铺技术的工艺优化及其过程监控数据的研究具有一定现实意义。
1 3D 摊铺智能控制技术
1.1 3D 摊铺技术简介
路面3D 摊铺施工技术的应用主要包括两类,一是以全站仪测量技术为基础,二是以GPS 测量技术为基础。主流的技术品牌均来自国外,其中最具有代表性的技术品牌分别为德国品牌徕卡(Leica)以及日本品牌拓普康(Topcon)。综合考量经济因素及工程条件,本文依托工程采用徕卡(Leica)3D 摊铺技术。
徕卡(Leica)3D 摊铺控制系统主要由自动全站仪、机载控制系统以及数据处理软件组成。其核心思路在于通过对原地面高程数据的大范围测量,运用数据处理软件获得施工三维模型,将设计模型数据导入到机载控制系统,然后根据三维模型,摊铺机在规定的区域进行摊铺作业。施工期间,自动全站仪实时监控摊铺精度是否与模型数据吻合,进而动态调整摊铺机姿态,保证施工顺利进行。
自动全站仪既可以作为跟踪测量仪器,对摊铺机作业时的姿态进行实时动态跟踪,又可以作为检测测量仪器,根据模型数据随时对摊铺机的姿态监控进行动态修正。根据摊铺机数量的不同,匹配的自动全站仪数量有所区别。采用单机摊铺时,用于跟踪测量的全站仪不应少于2 台,用于检测测量的全站仪不应少于1 台;采用双机联铺时,用于跟踪测量的全站仪不应少于3 台,用于检测测量的全站仪不应少于1 台。可以说,自动全站仪是保证摊铺层位平整度与摊铺厚度的重要核心设备。
机载控制系统主要包括360°棱镜、主控制器、桅杆、卫星定位接收机、倾角传感器、数传电台、横坡传感器等,机载控制系统组成及安装位置见图1[6]。数据处理软件具有录入道路设计数据、里程桩坐标的功能,可进行3D 建模,并输出里程桩坐标文件、施工线形文件、施工模型文件及检测模型文件。

图1 3D摊铺控制系统组成与安装位置图
1.2 3D 摊铺技术施工流程
3D 摊铺技术施工流程主要包括施工前准备操作、施工过程质量控制及施工结束控制,本文以徕卡(Leica)3D 摊铺技术为应用技术,流程操作见图2。
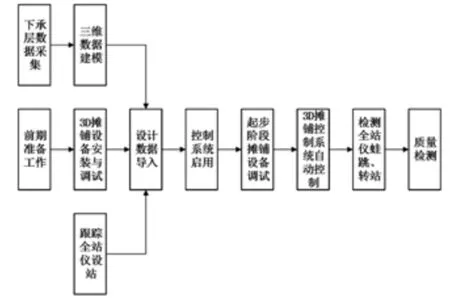
图2 3D摊铺施工工艺流程图
1.2.1 施工前准备操作
(1)3D 摊铺施工前,按每10m 划分一个断面,每个断面取3个点测量下层的标高数据。
(2)根据下层的测量数据及设计数据,利用3D 摊铺辅助软件进行三维建模,生成里程桩坐标文件、施工线形文件、施工模型文件和检测模型文件。
(3)将里程桩坐标文件、施工线形文件、施工模型文件导入机载控制系统。
(4)布置自动全站仪位置,根据单机摊铺或双机联铺的全站仪数量,将全站仪置于摊铺道两侧,保证自动全站仪与360°棱镜间的通视性要求。
1.2.2 施工过程质量控制
(1)根据跟踪全站仪与360°棱镜间的通视性要求,提前设置跟踪全站仪的转站点,保证跟踪与接收设备距离控制在300m 以内。
(2)摊铺机校准前水平放置,在熨平板下垫20cm 方木以调整进料仰角,待摊铺机处于摊铺工作状态后,将左右桅杆调节至竖直状态;摊铺机行进的前3~5m 进行摊铺数据校验,当摊铺精度达到规定要求后进入自动控制摊铺。
(3)自动控制摊铺阶段,跟踪全站仪自动跟踪摊铺机,管理好现场的车辆、人员,保证发射与接收器的通视。
(4)检测全站仪对路面铺面高程数据实时检测。检测数据正常时,跟踪全站仪通过数传电台与机载控制设备保持通信,自动调节摊铺机姿态;检测数据异常时,技术人员应主动通过机载控制系统调整,消除误差要求后方可继续摊铺。
(5)随着摊铺机的作业前进,开展转站工作。检测全站仪可代替跟踪设备进行交替转站,使摊铺不间断作业,保证摊铺的连续性。
1.2.3 施工结束控制
摊铺作业完成后应及时采集已铺路段数据,并进行摊铺质量检测,确保基本施工质量。
2 3D 摊铺基层施工试验设计
2.1 工程概况
哈肇高速是黑龙江省高速公路网中的“射8 线”,同时也是西向出省的主要干线公路。哈肇高速主线全长119.779km,建设里程116.904km。工程地处我国东北部,具有气候寒冷、施工工期短、建设任务重等特点,为优质高效完成项目建设,通过数据对比分析研究,采用3D 摊铺智能控制技术施工,并在路面基层开展试点应用研究。现场施工如图3 所示。

图3 3D摊铺现场施工图
2.2 试验方案
2.2.1 方案设计
试验地点选择哈肇高速工程A5 标,试验段位于K42+500~K42+700 段,全长200m。左幅采用3D 摊铺技术,右幅采用传统摊铺方法,摊铺方式均采用双机连铺方式。摊铺顺序为先进行3D 摊铺施工,后进行传统摊铺施工。
根据设计要求,摊铺厚度设计值为25cm,路面设计宽度为整体式17m。按照《公路工程质量检验评定标准》(JTGF 80/1—2017)的要求,对试验段摊铺层进行现场检测,实测项目为摊铺厚度、纵断高程、横坡度以及平整度,检测频率及位置要求见表1。
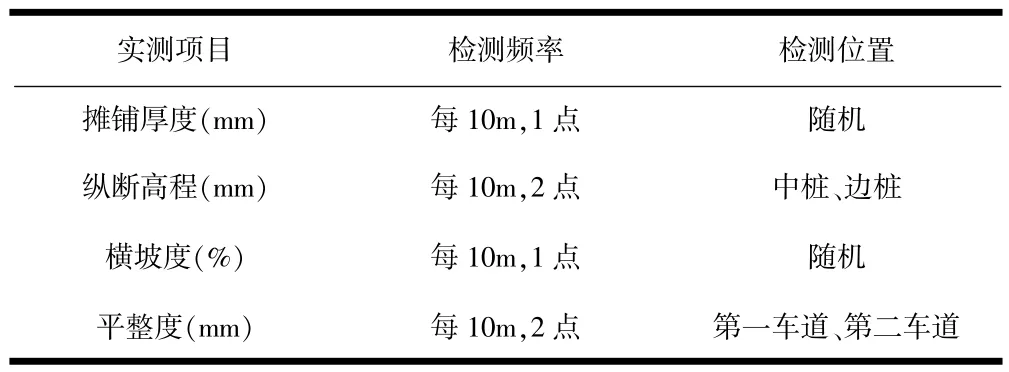
表1 3D摊铺试验方案实测项目表
2.2.2 机械设备配置
3D 摊铺试验段现场配置一套3D 摊铺测量控制设备,包括MPC1310 主控制器、MOBA-Matic 控制手柄、360°棱镜及桅杆角度传感器、车载电台、接线盒以及线缆。铺面高程检测采用人工手持360°棱镜,布设两台跟踪全站仪与一台检测全站仪,具体内容及功能见表2。
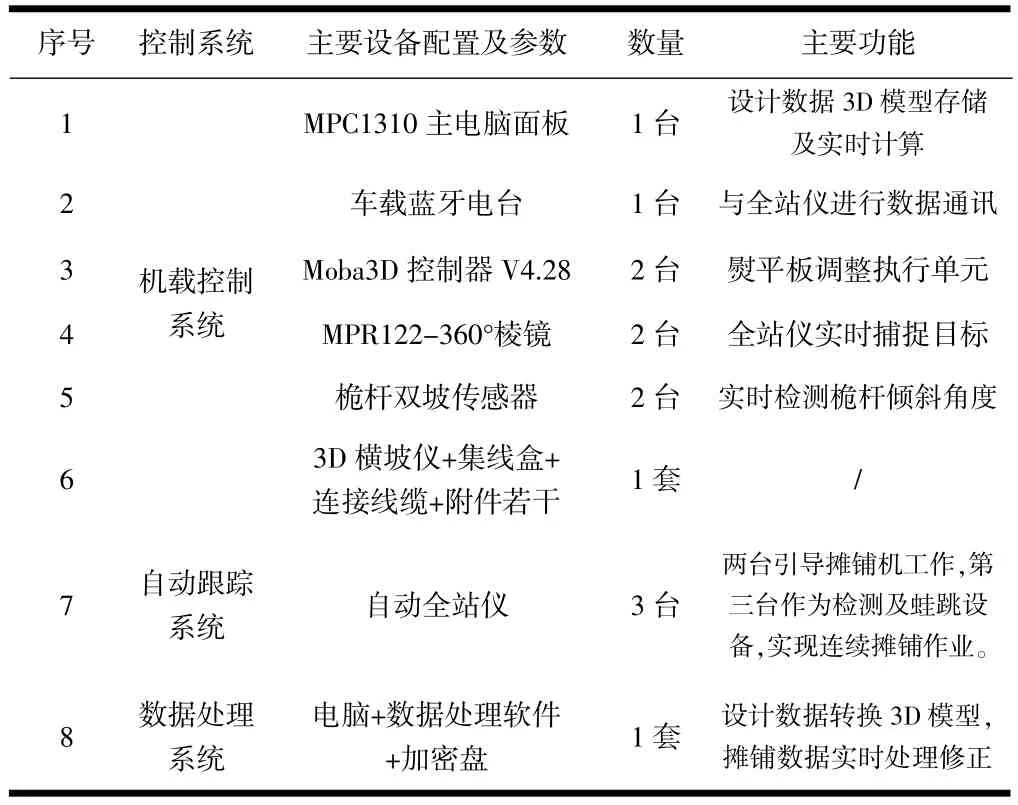
表2 3D摊铺试验段现场设备配置表
2.2.3 注意事项
(1)3D 摊铺技术在摊铺起步阶段与传统摊铺方式相同。以摊铺设计高度为准,基于摊铺机的经验值将标尺调整到合适位置,待摊铺机运行状态稳定且确认摊铺面与设计面相符后开启系统自动控制,开始进行摊铺机的自动化作业。同时注意到,3D 摊铺施工起步约5m 内,仍然需要人工撒料补厚,因此起步阶段有必要人工进行摊铺机姿态的校准、调整工作。
(2)摊铺稳定后,可实时检测摊铺面的标高并进行调整,结合拌和、运输能力合理确定摊铺机摊铺速度,确定适宜的夯锤振捣等级和熨平板振动频率,在此基础上确定具体的松铺系数。各项摊铺参数一经固定,均不得随意调整、改变。
(3)试验段所采用的摊铺机型号、性能、摊铺系数均应保持一致。摊铺机的摊铺速度、松铺系数、摊铺厚度等参数输入3D 摊铺控制系统,由3D 摊铺控制系统确定布料器的具体高度。
3 3D 摊铺施工精度分析
3.1 施工精度分析
精度是用以表征测量误差范围和测量可信度的一个量,通常情况下可解释为被测量的测得值与其真值间的最大差异。为提高测量结果的精度,测量设备或仪器的精度与测量精度是重点把控的对象,其中,测量设备的精度对测量结果具有决定作用,测量精度同样受到设备、仪器的影响。对此,本文对摊铺设备及相关试验的测量设备在作业、检测前进行了精准调试,以确保试验设备对试验结果的影响达到最小。
测量精度主要包括两方面内容。一方面是测量的准确度,指无穷多次重复测量所得量值的平均值与一个参考量值间的一致程度[11],具体来说即由测量结果与该量值的公认值之差衡量,差值小测量结果准确度高,差值大测量结果准确度低。测量的准确度反映的是测量值的相对误差,值得注意的是,测量准确度不是一个量,不能用一个数值来表示。另一方面是测量的精密度,测量精密度是指在规定条件下,对同一或类似被测对象重复测量所得示值或测得值间的一致程度[11]。具体来说即测量数据的集散情况,主要体现为测量随机误差的分布问题,通常以数字形式表示,如在规定测量条件下的标准偏差、方差或变差系数。测量的精密度高,则测量数据就比较集中,但测量的精密度高并不意味着测量数据理想,比如会出现测量数据精度良好但集中在离真值较远的区域[12]。
因此,应当从提升测量准确度以及测量精密度两方面共同提高测量精度,具体到对3D 摊铺施工精度的研究中,则是对常规摊铺控制指标的测量精度提升,即对纵断高程、摊铺厚度、横坡度以及平整度,分别开展3D 摊铺和传统摊铺的现场试验检测,对检测结果数据进行准确度和精密度分析,其中精密度以检测数据的标准差为判断标准。
3.2 试验结果对比
3.2.1 纵断高程
通过对纵断高程实测数据和设计数据的对比,检测3D 摊铺施工对摊铺厚度的控制效果。水稳基层纵断面高程允许偏差范围为-10~5mm。纵断高程控制结果见表3,3D 摊铺与传统摊铺纵断高程差值对比见图4。
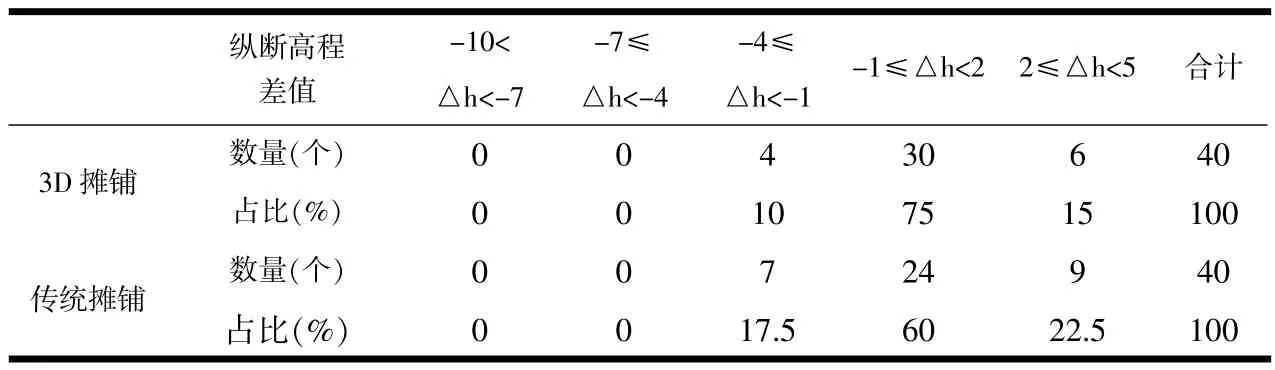
表3 试验段纵断高程差值数据分布表
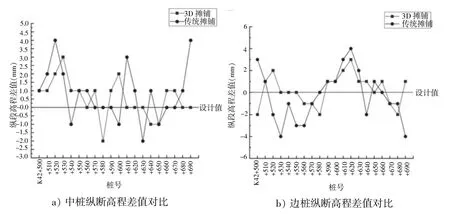
图4 纵断高程差值对比图
通过对纵断高程数据的分析可以看出,两种摊铺方式的合格率均为100%,采用3D 智能摊铺技术的高差控制在±3mm,传统摊铺技术的高差控制在±4mm。同时,3D 摊铺纵断高程差值数据与设计高程完全一致占比达到25%,在-1~2mm 的区间占比达到75.0%;传统摊铺方式在-1~2mm 区间的集中度相对较低,分布率为60%。
另一方面,3D 摊铺在中桩和边桩高程差值的标准差分别为1.12mm 与1.37mm,而传统摊铺方式则分别为1.57mm 和2.26mm。表明在纵断高程方面,无论在准确度还是精密度上,3D摊铺技术均优于传统摊铺。
3.2.2 摊铺厚度
为研究3D 摊铺技术的实际摊铺效果,对随机样本点的芯样厚度与摊铺层设计厚度进行统计分析,3D 摊铺与传统摊铺厚度对比见图5。
从图5 可以看出,图中各点位的实测厚度值与设计厚度值略有偏差,根据数据统计结果,3D 摊铺实测厚度与设计厚度最小绝对偏差为0mm,最大绝对偏差为4mm,传统摊铺实测厚度与设计厚度最小绝对偏差为0mm,最大绝对偏差为7mm。根据规范要求,高速公路水稳基层厚度偏差应小于8mm,两种摊铺方式均满足规范要求,但3D 摊铺技术在摊铺厚度上控制更好。另一方面,3D 摊铺段落芯样厚度的标准差为2.22mm,而传统摊铺段落芯样厚度的标准差为4.00mm,表明在摊铺厚度方面,3D 摊铺技术在精密度和准确度方面均优于传统摊铺。
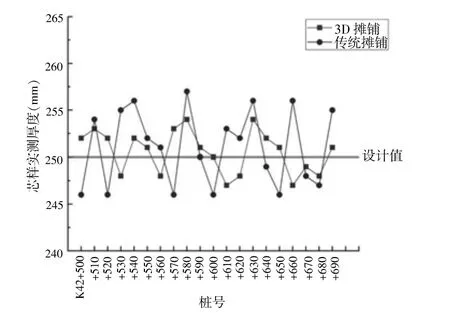
图5 摊铺厚度对比图
3.2.3 横坡度
依据《公路工程质量检验评定标准》(JTGF 80/1—2017),横坡允许偏差范围为±0.3%。在试验段每隔10m 使用水准仪测量一个横断面,水稳基层横坡度试验结果见图6。

图6 横坡度对比图
由图6 可以看出,使用3D 智能摊铺技术摊铺,压实面横坡波动较常规摊铺压实面横坡波动小,3D 摊铺横坡度最大值1.533%与最小值1.451%之间偏差0.082%,在允许偏差范围之内,传统摊铺横坡度最大值1.575%与最小值1.437%之间偏差0.138%。同时,3D 摊铺施工的横坡度标准差(0.021%)小于传统摊铺施工横坡度标准差(0.036%),表明在横坡度方面,3D 摊铺技术在精密度和准确度方面均优于传统摊铺。
3.2.4 平整度
对3D 智能摊铺技术施工段落和传统摊铺施工段落进行平整度试验,不同摊铺方式下不同车道位置平整度对比见图7。
从平整度检测结果来看,3D 摊铺施工段落整体平整度平均值低于传统摊铺施工段落,平整度标准差较传统摊铺较小。由此可见,采用3D 智能摊铺施工技术,能够有效地提高水稳基层摊铺平整度。
4 结论
本文依托黑龙江省哈肇高速公路水稳基层建设工程,结合施工现场试验,确立了3D 摊铺技术在基层施工中的施工流程以及重点注意事项,对比分析了3D 摊铺智能控制技术与传统摊铺技术在施工精度上的不同,主要结论如下:
(1)3D 摊铺技术在摊铺施工起步阶段与传统摊铺基本相同,但在起步约5m 内仍应人工进行撒料补厚以及对摊铺机的姿态校准;
(2)3D 摊铺技术在施工过程中应当重点关注摊铺机的姿态矫正问题,保证实际摊铺尺寸与设计尺寸的差值保持在规范允许范围的误差内;
(3)3D 摊铺技术在纵断高程、摊铺厚度、横坡度以及平整度方面,测量准确度和精密度均优于传统摊铺,整体施工精度显著提高。各车道之间整体平整度变化较小,摊铺性能较传统摊铺稳定性好,可提高路面行驶的舒适度。
猜你喜欢
建材发展导向(2022年2期)2022-03-08
矿产勘查(2020年1期)2020-12-28
水电站设计(2020年4期)2020-07-16
建材发展导向(2019年11期)2019-08-24
建材发展导向(2019年10期)2019-08-24
铁道标准设计(2018年12期)2018-11-22
江西建材(2018年1期)2018-04-04
铁道勘察(2015年2期)2015-03-16
筑路机械与施工机械化(2014年8期)2014-03-01
筑路机械与施工机械化(2014年5期)2014-03-01