坯料温度对齿轮轴楔横轧成形分齿质量的影响研究
2022-11-30 05:29蔡汉龙
现代制造技术与装备 2022年10期
蔡汉龙
(宁波东力传动设备有限公司,宁波 315033)
齿轮轴楔横轧成形工艺是将坯料加热到合适的塑性状态后[1],利用楔横轧工艺和齿轮范成成形原理,使用带有齿形的板式楔横轧模具或辊式楔横轧模具同时一次轧制出齿形和阶梯轴为一体的零件[2]。
这种成形工艺在齿轮轴零件成形方面是一种高效且优质的新工艺。齿轮齿形和光轴轧制成形属于连续的局部成形方式,通过相向两方向运动的楔形模具施加的摩擦力矩带动坯料围绕轴线自由转动,坯料没有主动运动[3]。随着楔形模具上齿廓的高度逐渐增大,即不同阶段具有不同的进给量,与坯料外圈不断接触轧出相应的凹槽。根据塑性成形体积相等原理,坯料相邻部位外凸出相向的齿形。待进给达到一定尺寸后,最终形成需要的零件[4]。
齿形轧制正确的分齿是保证能否按要求轧出目标齿轮的关键[5]。本文采用有限元数值模拟方法对齿轮轴楔横轧过程进行模拟,研究齿形在不同轧制温度下的分齿规律,为实际生产提供理论参考。
1 有限元模型与工艺参数
1.1 理论均匀分齿条件
楔横轧工艺的渐开线齿轮轴齿形和光轴轧制成形属于连续的局部成形方式。为保证分齿质量,齿距必须满足一定的关系。只有第一圈分齿准确,模具的后续轧制齿廓才能完整无误地轧入坯料相对应的凹槽中,并经过成形和精整阶段最终获得合格的零件。
咬入分齿阶段是整个楔横轧齿形轧制过程的基础。它的顺利进行是楔横轧齿形成形工艺成功的前提,所以应对相关因素进行研究分析。为能够在坯料上精确分齿,必须保证模具齿条齿廓的顶端与齿坯表面的接触部分不发生相对滑动,且坯料直径与模具齿条齿距保持特定的尺寸关系。
如图1所示,由齿轮齿条啮合原理可得,通过模具齿条相邻齿对齿坯料进行分齿,当稳定轧制无相对滑动时,模具水平运动一个齿距p,坯料旋转2θ角度[6],有
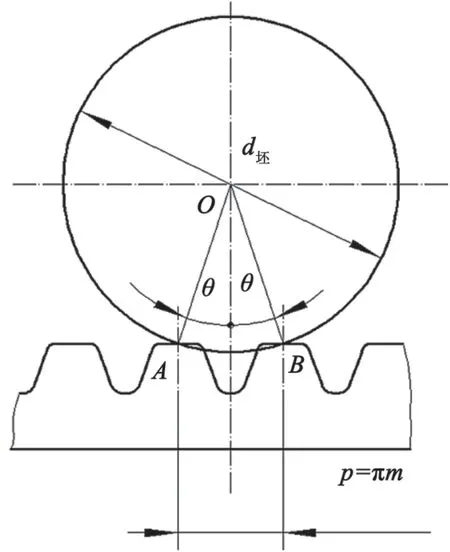
图1 齿坯轧制分齿几何关系

正弦函数sinθ按照麦克劳林定理展开成幂级数的形式为

当θ=π/z为小角度时,sinθ≈θ代入式(1),得出楔横轧齿形模具齿距与齿坯直径需满足的条件为

式中:z为目标齿轮齿数。
因θ=π/z,只有z趋向无穷大时,齿距才会产生较小的误差。理论上,目标齿轮轧制齿数越多,分齿误差越小,分齿精度越高。d坯按塑性成形前后体积相等原则进行计算[7]。按此设计的模具才能确保对坯料的正确分齿,避免出现轧制过程齿形错齿偏差的状况。
1.2 有限元模型的建立
齿轮轴的楔横轧塑性成形属于局部变形非线性问题,通过Deform-3D软件采用四面体网格进行模拟[8]。计算中坯料视为塑性体,可忽略其弹性变形,将上下模具、挡板视为刚体,模具与坯料的接触采用剪切摩擦类型[9]。
本研究目标选取某减速机模数为2、齿数为18的标准渐开线圆柱直齿轮轴进行研究。板式楔横轧的楔形模具设计著述较多,根据已有论著,第一、二阶梯轴主要工艺参数设计为成形角取28°、展宽角取7°、断面收缩率分别取41.2%和20.3%,分齿阶段模具齿距为6.283,如图2所示。

图2 直齿轮轴楔横轧一体成形工艺仿真模型
因齿轮轴和模具均为中心左右对称,为缩短计算时间,提高效率,取一半模型进行模拟仿真[10]。
有限元模型构建初始条件如下:
(1)齿坯材料AISI-1045,环境温度为20 ℃,模具温度为300 ℃,齿坯温度为1 100 ℃(忽略热传导和热对流);
(2)模具轧制恒定速度为30 mm·s-1,剪切摩擦系数为0.99[11];
(3)挡板与齿坯的剪切摩擦系数为0.12;
(4)采用四面体单元网格,网格总数为100 000,且对变形区进行局部网格细化。
模拟仿真结束后,打开Deform-3D后处理窗口,然后在后处理窗口查看塑性成形结果,如图3所示。

图3 齿形分齿数值模拟结果
可见,第一阶段未能准确分齿,轧出的凹槽不符合规定齿数,出现了乱齿、多齿问题,并遭到了后续破坏。
2 工艺参数影响分析
为分析楔横轧成形温度对分齿质量的影响,采用不同坯料温度和分齿阶段不同模具齿距进行分组建模模拟。
2.1 未正确分齿情况
不同坯料温度下,按标准齿距工艺参数模拟,参数见表1。

表1 坯料温度与齿距
按表1参数模拟,结果如图4所示。可见,结果显示不能够对坯料进行正确分齿,出现了错齿、多齿及乱齿问题。

图4 不同温度分齿质量
2.2 正确分齿情况
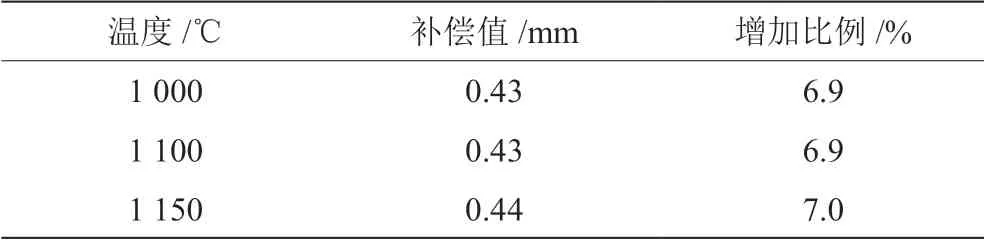
表2 坯料温度与齿距补偿值

图5 不同温度正确分齿
不同轧制坯料温度下的分齿阶段模具齿廓齿距补偿值,如图6所示。
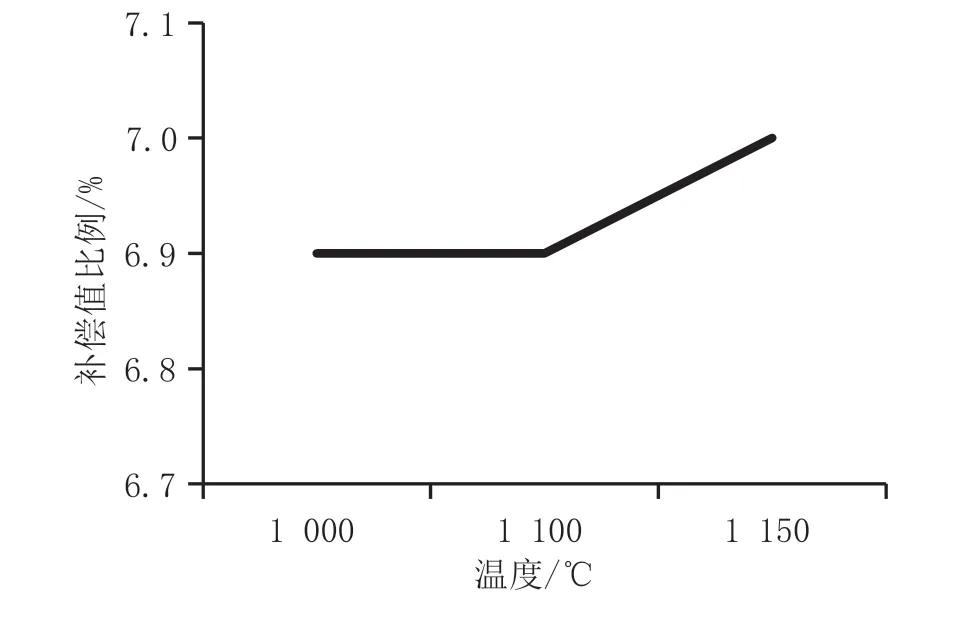
图6 不同坯料温度模具齿距补偿值
从图6补偿值可以看出,要想坯料在分齿阶段能够正确分齿,需要1 000 ℃和1 100 ℃时模具齿廓齿距的在标准齿距基础上增加6.9%,需要1 150 ℃模具齿廓齿距修正量增加至7%。
3 结论
(1)渐开线齿轮齿数、模数、坯料直径是齿轮齿形楔横轧塑性成形分齿质量的重要工艺参数。坯料直径应按轧制前后坯料体积不变原则计算。
(2)坯料成形温度不同会影响金属流动的状态。金属齿坯温度升高到一定温度后,其金属的流动性得到明显加强,流速发生变化,模具齿廓对齿坯凹槽的推力导致齿坯金属发生较大的滑移而出现打滑的现象。
(3)针对不同的坯料温度需要对模具分齿阶段齿距进行补偿,才能保证分齿精度质量。
猜你喜欢
北京信息科技大学学报(自然科学版)(2022年6期)2023-01-12
装备制造技术(2020年1期)2020-12-25
重型机械(2020年3期)2020-08-24
航空维修与工程(2020年3期)2020-04-10
机电工程(2020年1期)2020-03-04
中国设备工程(2018年15期)2018-01-31
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年3期)2017-06-23
现代制造技术与装备(2015年4期)2015-12-23
噪声与振动控制(2015年4期)2015-01-01