
煤化工水煤气净化装置的管理提升与优化改造
2022-12-01 08:02周宇
化工设计通讯 2022年10期
周 宇
(国能包头煤化工有限责任公司,内蒙古包头 014060)
水煤气净化装置的主要任务是处理来自上游气化装置的粗水煤气,脱除变换气中的大部分CO2和全部的H2S,调节氢碳比,以满足后续甲醇合成装置的进料需要;同时将H2S浓缩后的酸性气生产固体硫磺,尾气处理至满足国家标准后排放。在日常工作中,通过强化班组管理、培养复合型人才等措施,充分调动员工积极性,提升管理水平;通过打造样板管理间、密封点分级管理、催化剂精细化管理以及多方位的改造,优化了工艺流程,解决了运行中的瓶颈问题,保证了装置能够长周期平稳运行。
1 强化装置基础管理,确保生产平稳运行
1.1 强化班组管理,提升管理水平
对各运行班组进行月度工作量化评比,通过竞争提升班组建设。注重班组长人才培养,定期对班组储备管理人员进行培训和考评,提升管理水平。
1.2 创建学习平台,提高业务水平
通过岗位互换,加强了复合型人才的培养,拓宽了班组人员职业技能,实现“一岗多能”;强化点滴教育理念,利用交接班时间,做好岗位业务知识、安全事故等学习,并在每月月考及装置各类竞聘中纳入考试范围,潜移默化提升业务能力。
1.3 加强设备基础管理,打造亮点示范工程
以润滑油站管理为突破口,打造管理样板间,具体做法如下。
(1)明确属地管理责任
中心润滑油站归净化装置统一管理考核,划清权责界限有利于润滑油站的日常管理,同时严格要求润滑油的定置摆放,严格按照储油间、取油间、废油间的用途进行管理使用。
(2)安排兼职专员协助管理
针对在润滑油站日常管理过程中出现的如何保持常态化管理的问题,中心安排兼职专员协助管理,为润滑油站的日常巡检、检查卫生、加取油记录等工作的标准化、制度化提供了人力的保障。
(3)加强检查考核力度
装置每周对润滑油站及现场各个机泵的卫生情况进行检查,对检查情况进行讲评,并通过五型班组的管理进行考核奖励,积极调动员工对润滑管理工作的积极性和主动性。
1.4 建立静密封点分级管理台账,严格控制系统泄漏率
(1)项目背景
为严格生产现场泄漏安全管理,有效预防和控制泄漏,降低因泄漏导致的潜在风险,提高本质安全水平,牢固树立“泄漏就是事故”的理念,努力实现“不泄漏、不着火、不爆炸、不中毒、不窒息,无伤害”的目标,对装置现有静密封点进行分级管理。
(2)项目实施内容
对装置所有的静密封点进行梳理,做到全覆盖全排查,结合动设备密封点清单,采取分类、分片、分级管控措施。
①根据介质特性、工艺参数和状态以及相关安全风险,结合常态化的检查要求,装置将密封点分为A、B、C三类。C类为一般性介质密封点,相关清单主要由班组人员检查,工程师进行确认;B类为低压闪蒸气、火炬气、不凝气、蒸汽等低风险介质密封点,相关清单主要由班组人员检查,工程师进行确认;A类为氢气、合成气、酸性气、燃料气、丙烯、甲醇等高风险介质密封点,相关清单主要由班组人员检查,工程师进行确认和检查。
②将装置划分区域分片到责任工程师,每个片区设工艺工程师和设备工程师各一名,装置工艺主管和设备主管对装置区域总体负责。
③针对漏点巡查,班组长及操作人员巡回检查按照密封点风险类别,按照要求频次(A类:1次/周,B类:1次/月,C类:1次/月)进行巡查,发现漏点立即汇报片区责任工程师及值班工程师组织消漏。
④在巡回检查过程,片区责任工程师对班组长及操作人员的漏点巡查质量检查监督,主管对片区责任工程师的漏点巡查和管控质量检查监督,考核管理跟进,逐级管控,各级负责,保证漏点查消质量效果。
(3)项目效果
规范密封点管理,打造设备管理制度化。将密封点分级管理最终形成装订成册、分包入班、制度到级,使得设备密封点的管理规范化制度化,让每个管理层级的责任划分更加明显,日常工作更有条理性。
居安思危的理念传输到班组每个人。管理前移重在预防,对密封点的强化管理,有利于装置日常安全平稳运行,更重要的是提高了员工的安全理念。
1.5 加强变换催化剂运行管理,提升关键设备材料运行寿命
(1)项目背景
净化装置使用的是一种新型、高效的预硫化型耐硫变换催化剂。预硫化催化剂是具有特殊载体并含有新型助剂的钴钼系硫化型催化剂,经过彻底硫化后,再经特殊工艺钝化处理,可以常温接触空气,不会发生自燃、放热等现象。
(2)项目提升内容
为提高催化剂的精细化管理,提升催化剂使用效果,净化装置主要从以下几方面进行管理。
①制定《变换炉催化剂运行管控方案》,对催化剂使用中后期的操作运行做出严格要求,为催化剂长周期运行提供指导。
②针对变换炉运行情况成立变换炉特护小组,对变换中控、外操岗位指定专人操作,统一操作思路。
③根据系统运行情况编制《净化硫回收装置变换催化剂操作指导》,细化指导具体操作,稳定变换催化剂床温。
④每月根据变换催化剂运行情况,编制《净化装置变换催化剂月度运行总结》,并及时与催化剂厂家联系,要求催化剂厂家根据催化剂运行数据每月编制《变换催化剂评估报告》,共同监测催化剂运行情况,评估催化剂运行周期。
(3)项目投用效果
在变换催化剂更换前,催化剂管理提升对装置稳定高负荷运行起到了积极作用。
①在系统工况大幅波动的情况下维持变换炉催化剂运行稳定,使催化剂满足满负荷系统运行需要。
②提高催化剂运行周期,延长催化剂使用寿命,避免了非计划停车更换催化剂造成的经济损失。
③收集催化剂运行数据,为下一个运行周期提供参考依据,更为长周期运行夯实装置运行基础。
2 提高创新意识,通过改造优化工艺流程
2.1 变换汽提系统改造项目
(1)项目背景
净化装置在运行过程中,变换冷凝液汽提系统汽提塔塔顶换热器、分液罐、回流泵、回流管线及不凝气夹套管线等均出现了严重腐蚀情况,严重影响了装置的安全平稳运行。
(2)项目改造内容
①对汽提系统工艺流程进行了优化调整。增加低温冷凝液洗涤分离器,对低温工艺冷凝液先进行闪蒸,降低物料中引起腐蚀物质的含量。将塔顶冷凝器由卧式变为立式换热器,凝液回流改为依靠重力自回流,缩短冷凝液的停留时间,防止硫化铵结晶聚集,减缓垢下腐蚀。
②通过不同材料的耐腐蚀试验,将塔顶换热器采用石墨和哈氏合金两种耐腐蚀材质,汽提塔塔顶易腐蚀管线采用厚壁碳钢管线,汽提系统相关调节阀采用哈氏合金材质,系统手阀采用衬四氟阀门,汽提系统机泵更换为哈氏合金材质,均达到了较好的抗腐蚀效果,有效解决了汽提系统的腐蚀问题。
③由于汽提系统容易对不锈钢造成腐蚀,所以在汽提系统腐蚀介质浓度较高的凝液回流管线增加防腐设施,安装易腐蚀的不锈钢材料,消耗汽提系统腐蚀介质,降低系统中腐蚀介质的浓度,以期达到减缓管线腐蚀的目的。
汽提系统改造流程如图1所示。
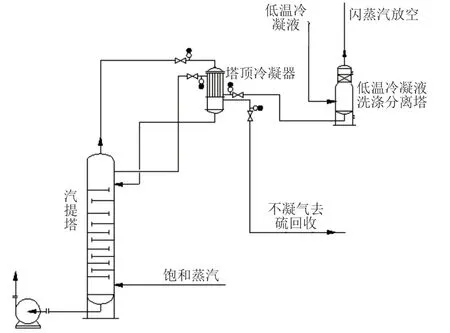
图1 一氧化碳变换汽提系统优化后流程
(3)项目投用效果
项目投用后,有效地解决了公司变换冷凝液汽提系统的腐蚀问题。
①原塔顶立式换热器使用周期为2个月,更换为石墨换热器后,到目前为止已运行5a,未出现腐蚀泄漏情况。
②原汽提系统阀门一般使用一周左右就出现内漏情况,更换为衬四氟阀后运行6a时间内,未出现阀门内漏情况,有效地解决了汽提系统阀门内漏问题。
③汽提塔塔顶回流管线和塔顶冷凝器气相出口管线由321材质更换为厚壁碳钢材质,并在回流管线增加防腐蚀设施,腐蚀泄漏情况明显减轻,从之前三个月的运行周期,增加至2a运行周期。
汽提系统防腐研究取得明显效果,不仅延长了汽提系统运行周期,减少了净化装置紧急停车及检维修频次,同时也为其他类似的大型煤化工厂提供了借鉴经验,可以在同行业相关的腐蚀区域进行使用。
2.2 减少机泵检修频次项目
(1)项目背景
净化装置机泵数量较多,输送介质种类多且多为有毒有害易腐蚀介质,原有各机封类型都为自密封形式,由于介质在机封腐蚀作用,多数机封使用周期三至六个月,使得机泵频繁检修且由于有毒有害介质原因增加了现场检维修作业风险。
(2)项目改造内容
通过对不同机泵机械密封情况,以及日常对泄漏点出现规律统计及泄漏出现原因分析,针对装置不同类型机泵,采取了相对应的措施达到了降低净化装置机泵机封更换数量的目的。变换高温冷凝液泵机封由原来的自密封改成外接洁净密封水冲洗冷却,并更换密封O型圈材质,由丁腈橡胶改为氟橡胶;低甲低温泵机封密封圈由丁腈胶改为全氟醚橡胶;低温甲醇水分离塔回流泵和热再生塔回流泵普通机械密封改为PLAN11+72+75形式的干气密封。
(3)使用效果
高温冷凝液泵改造投用后,机封使用寿命从原来平均3个月延长至9个月,最长使用周期为12个月。低甲低温泵机封使用寿命从原来平均9个月延长至18个月,最长使用周期为24个月。低温甲醇水分离塔回流泵及热再生塔回流泵机封改造投用后,机封使用寿命从原来平均6个月延长至12个月,最长使用周期为18个月。自改造起每年机封更换减少14套,节省检修费用约21万元。
2.3 丙烯压缩机联通线改造项目
(1)项目背景
在两系列丙烯压缩机正常运行期间,为了满足一段喘振裕度需要,两台压缩机的一段防喘振阀开度都在50%左右,使得大量丙烯气从压缩机出口返回到入口,造成两台丙烯压缩机的能耗损失较大。
(2)项目改造实施
将Ⅰ、Ⅱ系列气液相管线进行连通,通过气相丙烯连通线将两系列的气态丙烯并入到一台压缩机入口,再通过液态丙烯连通线将一台压缩机的液态丙烯送至两个系列低温甲醇洗,从而增加单台压缩机的入口流量,增加喘振裕度,关小一段防喘振阀,实现节能降耗的目的。
(3)改造效果
当两台丙烯压缩机给两系列低温甲醇洗独立制冷时,采用该气,液相连通管线是非常必要的,在低温甲醇洗系统开车降温初期,由于公司4.1MPa蒸汽较少,可以采用一台丙烯压缩机给两个低温甲醇洗系统制冷,为公司节约蒸汽。并且当一台压缩机出现故障时,可以采用另一台压缩机给两系列低温甲醇提供冷量,实现两系列低温甲醇洗80%负荷生产,为公司减少经济损失,增加经济效益。
避免压缩机开车过程中大量氮气进入工艺系统,影响冷却器冷却的问题,从而既实现了压缩机开车过程中不用排放惰性气(氮气)引起大量丙烯浪费的问题,也解决了由于排放大量丙烯对环境造成污染的问题。真正实现了制冷压缩机开车过程中“零排放”的目的。
改造后每次丙烯压缩机开车过程中可节约丙烯损失、氮气损失、电损耗约3.1万元,一台丙烯压缩机给两个低温甲醇洗系统预冷,节约4.1MPa过热蒸汽约900t,共节约费用为39.1万元。
2.4 硫回收单元降低SO2排放指标改造项目
(1)项目背景
原设计净化后的排放废气满足以下标准规范:《大气污染物综合排放标准》GB 16297—1996 SO2浓度<960mg/m3(标),2015年4月16日已发布新标准:石油炼制工业污染物排放标准(GB 31570—2015),标准中大气污染物排放限值SO2<400mg/m3(标),环境敏感地区SO2<100mg/m3(标)。在项目改造之前,硫回收尾气中SO2实际排放浓度维持在400mg/m3(标)以下,但在夏季高温季节平均值会达到480~550mg/m3(标)。为满足新发布标准的要求,减少有害废气的排放,使之符合我国环境保护的要求,装置需要进行改造。
(2)项目改造内容和实施情况
硫回收单元降低SO2排放指标改造项目在烟气排烟囱前增加烟气脱硫部分,通过碱洗系统对尾气进行深度脱硫。
(3)项目实施效果
改造项目试车投运后,烟气中SO2浓度大幅降低。改造前(8月)烟气中SO2平均浓度为396mg/m3(8月的曲线与左侧坐标对应),改造后(9月)烟气中SO2平均浓度仅为28.7mg/m3(9月的柱形图与右侧坐标对应),改造后满足《石油炼制工业污染物排放标准》(GB 31570—2015)中大气污染物特别排放限值(SO2<100mg/m3(标))。图2为烟气中SO2浓度数据对比图。
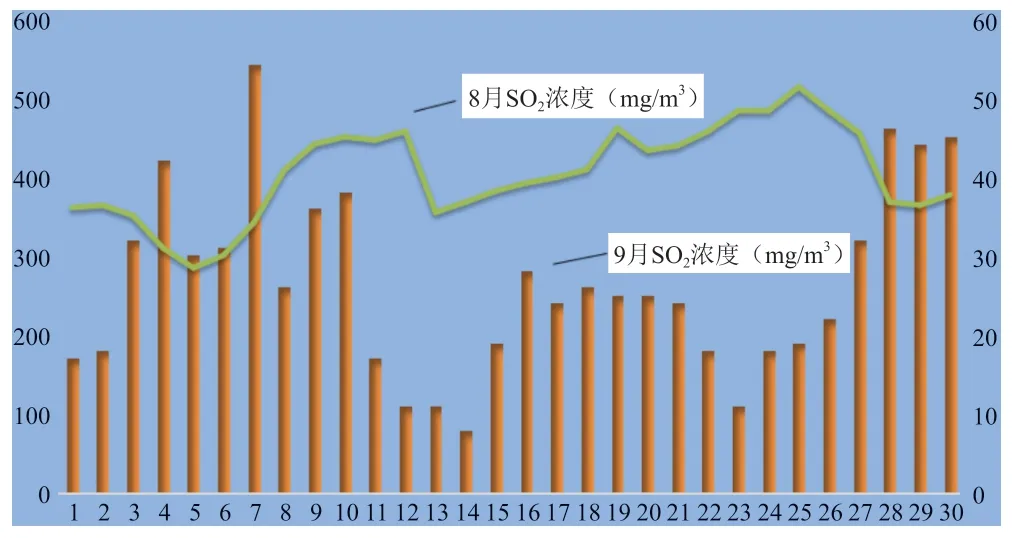
图2 二氧化硫月度趋势图
改造后半年内,烟气中SO2平均浓度为22.8mg/m3,低于《石油炼制工业污染物排放标准》(GB 31570—2015)大气污染物特别排放限值[SO2<100mg/m3(标)],尾气中SO2100%达标排放。
2.5 延长变换废锅长周期运行项目
(1)项目背景
净化装置在生产运行中,随运行时间增加,废热锅炉泄漏频繁,除历年大修外,废热锅炉泄漏造成多次紧急停车。废热锅炉运行状况已成为制约净化装置长期稳定运行的头等隐患,动辄污染蒸汽,损坏设备。严重时可能引发超压、爆炸等恶性事故。同时,因泄漏导致的单系列停车一般需7~10d,对公司的生产效益造成较大损失,同时也增大了岗位人员劳动强度。因此,净化装置重点从优化废热锅炉运行工况,改造提升炉水水质,提升废热锅炉运行周期。
(2)项目改造内容
从以下几个方面对换热器及废热锅炉进行改造:
①采取新型构造设备,对泄漏较多的换热器及废锅进行整体更换。
②强化废锅运行工况优化,采取更换废锅现场液位计,保障废锅液位正常,对开停车过程中升温、升压、降温、降压速率进行严格管控。
③将变换废锅炉水原控制值pH:8~10.5,PO43-:2~10mg/l修订为pH:9~11,PO43-:5~15mg/l。依据变换上游脱盐水供水质量,设计投用炉水加氨技改,将炉水指标强化管控,避免水质变化对变换废锅的影响。
④利用历次大检修机会,使用氨气查漏法:先用氮气置换壳程内的空气,直至出口氧含量≤0.5%,然后充氮压力至0.2MPa,并检查换热管、管板/换热管焊缝,无渗漏后充氨气压力达到0.235MPa,关闭各进气阀门,将检测用的酚酞试剂涂刷在试纸上并贴在管板上,并始终保持湿润状态。根据试纸显色情况进行保压查漏,将换热器及废锅泄漏隐患完全暴露,并加以整改,延长换热器及废锅运行周期,避免因泄漏导致的非计划停车。
(2)项目效果
经过各项措施落实,净化装置自上个大修至今未发生因变换废锅泄漏导致的紧急停车,已稳定运行3a,达到了历史最高水平。显著提升了公司效益,为公司平稳运行提供了有力支撑。
2.6 减少低温甲醇洗单元气提氮气消耗项目
(1)项目背景
低温甲醇洗单元通过减压、N2气提、热再生的方式进行变换气中酸性气的脱除和循环甲醇的再生,每年消耗0.46MPa气提N2量费用高达5 408万元/a。在保证低温甲醇洗正常运行期间各项工艺指标的条件下,进一步优化系统运行工况,降低气提N2的单位消耗量,能进一步降低低温甲醇洗系统的运行费用。
(2)项目措施
①根据系统负荷的变化,适当加大了各激冷器的负荷,降低气提N2的用量。
②制定气提N2消耗对照表,根据系统负荷变化情况,严格要求操作人员按不同负荷下气提N2的使用标准进行操作,进一步减少了由于负荷变化而引起的气提N2损耗。
③稳定低温甲醇洗系统内的氢碳比,防止系统碳累积导致短期负荷过大,进而导致系统压力下降,甲醇对酸性气的溶解度下降而被迫提高甲醇循环量情况的发生,稳定气提N2的消耗。
④控制甲醇水分离塔工况稳定,保持甲醇中水含量在低限,使单位甲醇吸收酸性气的能力提高,减小甲醇循环量,从而减少气提N2的消耗。
(3)项目效果
0.46MPa气提N2每年单耗趋势见图3。

图3 0.46MPa气提N2单耗趋势图
采取各种措施后,低温甲醇洗单元气提N2的消耗逐年下降,单耗由2011年的130.22m3(标)/t甲醇下降至2020年的84.7m3(标)/t甲醇,同比下降34.96%,年节省生产费用832万元。
3 结束语
通过实施水煤气净化装置管理的强化及提升、运行中进行的优化改造等措施,不但优化了工艺流程,解决了运行中的瓶颈问题,还保证了装置能够长周期平稳运行。
猜你喜欢
化工管理(2022年14期)2022-12-02
大众文艺(2022年16期)2022-09-07
汽车实用技术(2022年4期)2022-03-07
口腔护理用品工业(2021年4期)2021-11-02
Bone Research(2021年2期)2021-09-11
中国民族美术(2021年4期)2021-07-14
中国民族美术(2021年4期)2021-07-14
活力(2019年17期)2019-11-26
船舶标准化工程师(2019年4期)2019-07-24
汽车维护与修理(2019年17期)2019-03-15
