
电解装置异常情况的处理
2022-12-08 08:53柯娟娟
氯碱工业 2022年9期
柯娟娟
(万华化学(宁波)氯碱有限公司,浙江 宁波 315812)
2021 年1月,万华化学(宁波)氯碱有限公司( 以下简称“万华氯碱”) 离子膜C线2.75万t/a项目开车,32%碱直供成品罐区,无需32%碱中间罐,采用直供工艺,生产稳定;既节约了成本,又减少了危险源。本文主要针对C线开车电解槽压差波动大阐述如何优化C线平稳开车参数的控制。
1 生产情况概述
1.1 离子膜电解工艺流程
盐水在螯合树脂塔中除去一次精制过程中未反应完全的钙镁离子,充分吸附钙镁离子后的二次盐水进入盐水高位槽。盐水在液位差的作用下自流进入阳极入口总管,并在单槽进口管线上进行加酸,通过阳极入口软管进入电解槽进行电解。电解槽排出含有饱和氯气的淡盐水,经气液分离器进入阳极循环槽,由泵打到脱氯岗位,进一步脱除淡盐水中的氯气,达到工艺要求后去一次精制盐水岗位化盐。电解槽出来的32%碱液经气液分离器进入阴极循环槽,由泵打出,一路作为成品碱液去成品罐区,另一路去碱液高位槽经纯水稀释后在液位差作用下,作为电解液进入阴极入口总管,再通过阴极入口软管进入电解槽进行电解。电解槽出来的湿氯气经过氯处理送往氯氢处理岗位。
1.2 C线二次盐水精制单元
一次盐水精制工序来的一次精盐水用泵加压送至盐水二次精制工序过滤盐水贮槽,再用泵加压将过滤盐水送入2级离子交换树脂塔进一步将盐水中微量Ca2+、Mg2+等多价阳离子除去,使其质量分数小于规定值(20×10-9)。从离子交换树脂塔出来的二次精盐水进入盐水高位槽,然后由盐水高位槽流入电解单元的电解槽。
1.3 C线电解单元
二次精盐水由盐水高位槽流入电解槽的阳极室进行电解。盐水经电解被分解产生氯气。电解后的低浓度盐水称为淡盐水流入淡盐水受槽,然后用泵送至淡盐水脱氯单元的脱氯塔脱氯。
在电解阴极室,水被分解产生氢气、OH-,OH-与由阳极室迁移来的Na+结合生成32%碱溶液。
电解槽生成的32%碱液流到碱液受槽。一部分与纯水混合后返回电解槽的阴极室,而另一部分经冷却后经输送泵送至次氯酸钠消毒剂装置使用。
电解槽阳极室和阴极室产生的Cl2和H2被分别送至氯氢处理工序处理。
1.4 C线离子膜电解槽运行的重要参数
二次盐水要求指标如表1所示。

表1 二次盐水要求指标
1.5 A/B线与C线的设备容积对比
A/B线与C线的设备容积对比如表2所示。
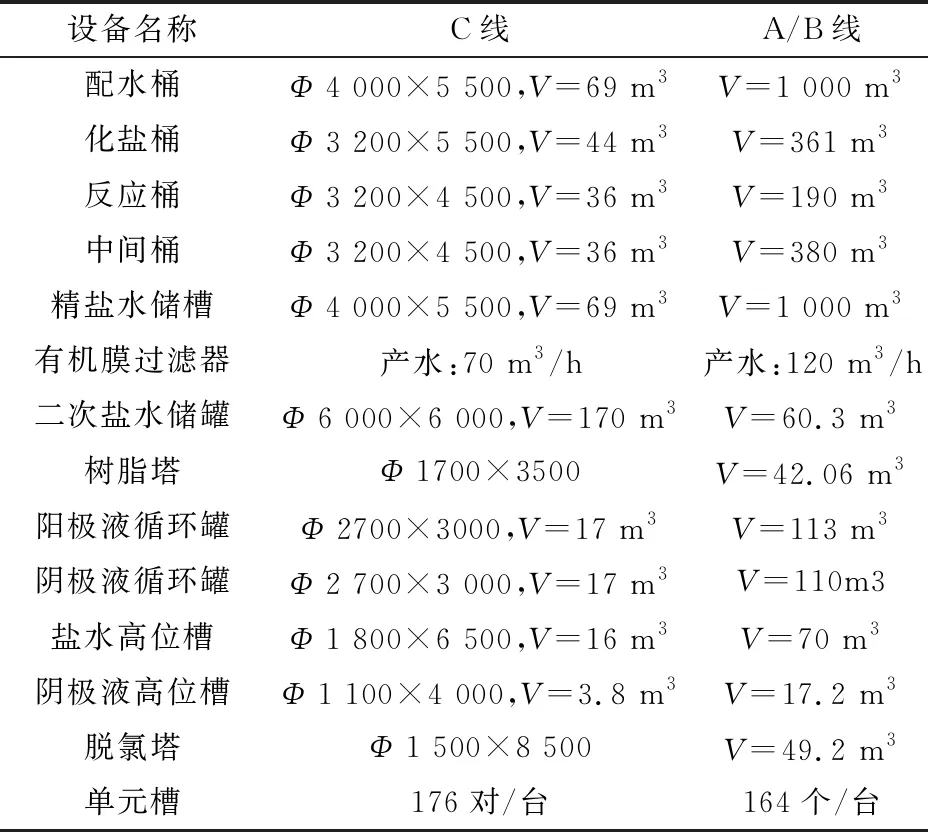
表2 A/B线与C线的设备容积对比
2 C线电解的特点及运行情况
(1)有机膜替代凯膜、无机膜进行盐水精制。C线一次盐水采用有机膜制备精盐水,有机膜产水量大且占地面积小。
(2)系统小。根据表2的数据对比可以看出C线系统非常小,但整套系统设备具备齐全。
(3)盐泥流量小。因为有机膜处理能力强,采用双向过滤,在相同的处理能力时,排放的盐泥液流量低。
(4)全自动控制。装置可以实现自动化控制,可由一次盐水中控直接进行监控和操作, 减少了人员的劳动强度,提高了生产效率。
如图1所示,配水桶淡盐水来源有电解脱氯、纯水补充以及精盐水回流,无污染。

图1 C线有机膜工艺简图
3 C线控制存在的问题
3.1 C线系统波动大
C线气相控制过程中单槽压差及总管压差,犹豫C线阴阳极体积小受液相液位调节气相压力波动呈现线性波动,主要表现为LIC_2C260阳极液储槽液位调节时阳极侧总管压力随液位上升而压力上升 ,LIC_2C260阳极液储槽液位下降PICA_2C216压力下降,单槽压差及总管压差频繁波动,而总管压差PID_2C200联锁值0~9 kPa,C线电解槽在负荷调整时游走于系统联锁的边缘。因此C线气相受液相液位调节影响大。
3.2 有机膜循环碳酸钠浓度超标
根据操作法C线碳酸钠加入量控制是以盐水产量:FIA_1C204按1∶5.5比例实现,根据分析指标由内操调整串级系数,控制碳酸钠指标在0.4~1.0 g/L;由于C线系统小,电解槽满负荷时需精盐水35 m3/h而C线有机膜为70 m3/h,还有一半的盐水需循环打至C线配水桶,随时间的增加粗盐水碳酸钠逐渐上升至超标。
4 优化过程
4.1 有机膜出口分流
因C线系统小有机膜产水量大于C线盐水消耗,有部分精盐水回收至配水桶严重影响C线粗盐水碳酸钠指标,现将有机膜出水分一路引至B化盐池,减少C线有机膜循环量,并结合现场两碱仪数据实时调整碳酸钠加入量,以保障碳酸钠指标控制在合格范围内。
4.2 电流调整速率及暂停时机优化
通过对压差波动趋势进行分析,发现C线电解槽压差波动控制需要进一步优化,运行过程中内操将C线开车时电解槽压差受液相波动影响大反馈给专业并要求电解槽负荷3 kA以下电流速率由原来的500 A/min调整至300 A/min,以减小液相波动。通过一段时间测试,发现电流3 kA暂停时气相压力变化无规律并且不受液相波动影响,阳极侧气体憋压将电流调整至4 kA,气相波动消失,C线电流升至4.0 kA后暂停进行电解槽软管检查,避开3.0 kA电流暂停。控制效果良好,压差控制稳定。
4.3 C线系统的氢气并网及退出
确认LT-2C2600氢气水封加水,发生溢流;DCS内操将PV-2C226与阳极侧压力串级,压力控制在4 kPa,ZV-2C229处于关闭状态;DCS内操将PV-2C228手动开启30%,压力控控制2~5 kPa(如30%阀门开度压力无法保证可根据实际情况进行调整);当电解槽电流升至6.0 kA时关闭FICS-2C279,阴极循环罐停止冲入C 氮气;开启氢气水封充氮将PV-2C228手动憋压至氢压机进口压力,开启ZV_2C229进行并网,氢气并入系统后缓慢关闭PIC_2C228并打自动SV设定值:3 kPa。
当电流降至6 kA时,解除如下SIS联锁:ZV_2C279,ZV_2C218, ZV_2C219,PV_2C228,ZV_2C229;PV-2C228切换自动,SV值设定2.5KPa,关闭ZV-2C229切断阀。
C线氢气并网工艺简图如图2所示。
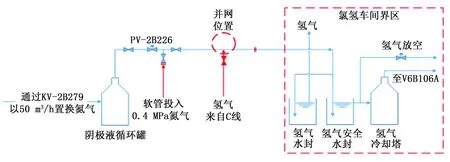
图2 C线氢气并网工艺简图
4.4 调节阀PID优化
C线电解槽投用LIC_2C260、PIC_2C216调节阀PID参数均为设计院原始数据,内操根据C线开车时LIC_2C260变化实时调节LIC_2C260 、PIC_2C216 PID参数,LIC_2C260原来的P:0.5,I:50整定为P:0.2,I:60;将PIC_2C216 PID参数由原来的P:0.4,I:80整定为P:0.3,I:40。通过一段时间测试,LIC_2C260液位达到稳定控制效果,PIC_2C216自控效果稳定。
5 结语
C线PIC_2C216,LIC_2C260 PID参数优化自2021年1月29日投用至今,经验证能够适应C线负荷调整及开停车盐水流量变化及阳极侧压力变化、C线电流速率优化及电流暂停时机优化于2021年1月29日电解槽压差波动及气相总管压力波动均有明显改善,基本实现C线开车电解槽压差平稳,零操作要求。PID参数优化使控制回路长周期运行稳定,提高装置运行自控率和平稳率。
猜你喜欢
氯碱工业(2022年6期)2022-11-21
四川蚕业(2022年2期)2022-11-19
有色金属设计(2021年1期)2021-06-03
数理报(学习实践)(2021年5期)2021-04-07
铝加工(2020年2期)2020-12-12
商品与质量(2020年43期)2020-11-06
中学生数理化(高中版.高考理化)(2020年3期)2020-05-30
福建基础教育研究(2020年1期)2020-05-28
科学与技术(2019年1期)2019-02-14
化学教学(2016年12期)2017-07-25
