聚四氟乙烯原位纤维化对TPEE/PTFE复合材料发泡行为的影响
2022-12-23 03:22王亚桥
中国塑料 2022年12期
李 娟,王亚桥
(1.国家生态环境部,对外合作与交流中心,北京 100048;2.福建工程学院,材料科学与工程学院,福州 350108)
0 前言
TPEE是一种以PBT为硬段和聚四亚甲基醚乙二醇(PTMEG)为软段的线形高分子材料,具有橡胶和热塑性的特点[1⁃2]。软段常温下为非晶相,硬段常温下可以结晶,这种结构赋予了TPEE优良的回弹性、冲击性能、撕裂强度、拉伸强度和耐磨性能[3⁃6]。作为TPEE的重要应用领域,TPEE泡沫因其优异的力学性能和低密度而受到越来越多的关注。除TPEE本身性能外,泡孔结构对TPEE泡沫也有重要的影响,降低泡孔尺寸有利于提高泡沫的力学性能。作为嵌段共聚物,TPEE 的软硬相界面具备成核能力[7⁃8],然而在半熔融或熔融状态发泡时,相界面的成核能力减弱[9]。因此,在半熔融状态进行发泡时,要想进一步提升TPEE的成核能力,降低泡孔尺寸,就必须寻找一种高效的成核剂。纳米纤维的巨大比表面积可为泡孔成核提供大量界面,从而促进泡孔成核[10⁃11]。然而,高长径比的纤维难以在TPEE中混合均匀。
本文在研究者前期研究扩链改性的基础上[9],通过熔融共混法将TPEE、9官能度环氧扩链剂(CE)和PT⁃FE熔融共混,在熔融共混过程CE的环氧基团可与TPEE的端羟基和端羧基反应形成支化结构,同时PT⁃FE在熔融共混过程中承受高剪切力而发生形变,制备TPEE/PTFE纳米纤维复合材料。进而研究了PTFE原位纤维化对支化TPEE的结晶行为、流变行为以及发泡行为的影响。
1 实验部分
1.1 主要原料
TPEE,H6055,四川晨光科新塑胶有限责任公司;
CE,ADR 4370S,BASF股份有限公司;
PTFE,A3800,日本三菱有限责任公司;
二氧化碳,纯度>99.5%,北京医用气体有限公司。
1.2 主要设备及仪器
转矩流变仪,XSS⁃300,上海科创橡塑机械设备有限公司;
压片机,LP⁃S⁃50,瑞典Labtech Engineering公司;
差示扫描量热仪(DSC),Q20,美国TA仪器公司;
旋转流变仪,MARS,美国TA仪器公司;
高压发泡釜装置,200 mL,北京森郎科技有限公司;
密度天平,CPA2245,赛多利斯科学仪器有限公司;
扫描电子显微镜(SEM),FEG250,美国FEI公司;
1.3 样品制备
按表1中5#样品的配方将TPEE、CE和PTFE在230 ℃的温度下,以及不同的转速(50、75、100、125 r/min)添加到转矩流变仪中进行熔融共混不同时间(5、10、15、20 min),筛选出最佳的PTFE成纤维条件;然后,以筛选出的最佳条件按照表1的配方将TPEE、CE和PT⁃FE熔融共混,随后将共混物在230℃下压制成10 cm×10 cm×0.1 cm的规则片状;
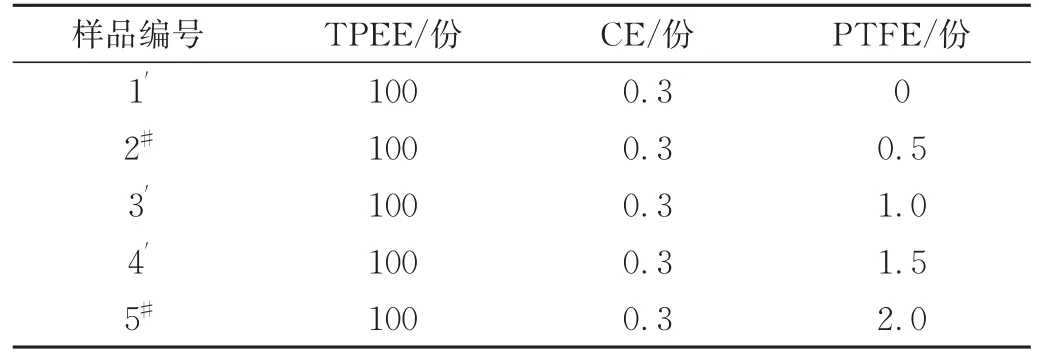
表1 TPEE/CE/PTFE共混物的配比Tab.1 Different ratio of the blends of TPEE/CE/PTFE
将第一步中的样品以scCO2作为物理发泡剂在高压釜中发泡;首先,将高压釜加热到175℃,然后将样片制备为1 cm×0.5 cm×0.1 cm薄片的形状,并快速放入高压釜中;以CO2气体吹扫10 s后将CO2用高压泵注入高压釜中,最终将样品稳定在175℃、20 MPa下1 h以确保CO2在样品中的溶解达到饱和;最后,将气体通过一个8 mm内径的球阀以33.3 MPa/s的速率释放到大气压中,得到所需的TPEE泡沫。
1.4 性能测试与结构表征
旋转流变仪测试:采用旋转流变仪对样品在230℃、角频率在0.1~100 rad/s范围内的动态流变特性进行了表征;应变控制在5%以下。平行板的直径为25 mm,试验间隙为1 mm;
DSC分析:首先,将模压成型的样品取8~10 mg在DSC中热到230℃保持3 min消除热历史;然后,将样品以10℃/min冷却到0℃保持3 min来观察样品的结晶行为;最后,将样品以10℃/min加热到230℃保持3 min来观察样品的熔融行为;
密度测试:采用密度天平对各个发泡样品的密度进行表征,每组样品测试3次,通过式(1)进行计算:

式中W(a)——天平上测得的样品质量,g
W(f)——样品排水质量和样品质量的差值,g
ρfl——测试时刻水的密度,g/cm3
SEM测试:(1)非泡沫样品的SEM测试样品制备:使用锋利的刀片在压制的样条表面制造一个缺口,将样条浸泡在液氮10 min后,沿缺口快速折断样品;(2)泡沫样品的SEM测试样品制备:使用锋利的刀片在泡沫表面制造一个缺口,将泡沫试样在液氮中浸泡3 h后,沿缺口快速折断样品;在样品断面喷涂一层Pd/Au导电层,在10 kV的加速电压下,用SEM观察了泡沫的断口形貌;使用Image Pro⁃Plus 6.0进行泡孔数据统计,计算泡孔密度n(个/cm3),如下:

式中φ——发泡倍率
ρp——未发泡样品密度,g/cm3
ρf——泡沫样品密度,g/cm3
n——泡孔密度,个/cm3
nb——统计SEM图像中泡孔数量,个
L——统计SEM图像的边长,cm
2 结果与讨论
2.1 PTFE原位纤维化研究
在温度高于19℃时,PTFE晶体结构将从三斜晶体转变为六方晶体,六方晶体相邻链间的内聚力低,在剪切流场的作用下逐渐产生滑移形成高长径比的纳米纤维结构[12]。在转矩流变仪中熔融共混时,只有TPEE处于熔融状态,施加于共混物的剪切流场使PT⁃FE在远低于其熔融温度的情况下发生形变产生纤维结构。由于本实验的加工温度远远低于PTFE的熔融温度,因此PTFE纳米纤维结构形成后可以与TPEE形成稳定的复合材料进行二次加工。从图1中可以看出在相同的加工时间下随着转矩流变仪转速的增加,PTFE纳米纤维的直径D逐渐降低。在转矩流变仪中,PTFE颗粒在强剪切和拉伸流动的作用下发生晶格滑移现象,形成纳米纤维[13]。转速的提升将导致剪切力的加强,进而加强PTFE的形变,形成直径更低的纤维。然而,当转速超过100 r/min后,PTFE纤维的直径D降低幅度减弱。从图2中可以看出在100 r/min的转速下,随着加工时间的增加,PTFE纳米纤维的直径D逐渐降低。当加工时间超过10 min后纤维直径变化大。因此,选择100 r/min的转速和10 min的加工时间进行接下来的实验以降低强剪切力对基体树脂TPEE加工过程造成的降解,同时又可以形成较低的纤维直径。

图1 加工时间为10 min时,TPEE/PTFE复合材料中的PTFE在不同转速下的纤维形貌Fig.1 Morphology of PTFE in TPEE/PTFE at different rotating speeds of torque rheometer
图3为随着PTFE含量的增加,PTFE纤维的形貌的变化。随着PTFE含量的提升,纳米纤维的平均直径D也从61 nm增加到88 nm。这是由于高含量的PTFE会导致团聚现象的出现,因而形成了直径分布不均匀的较粗的纤维结构。

图3 TPEE/PTFE复合材料在转速为100 r/min,加工10 min时PTFE的纤维形貌Fig.3 Morphology of PTFE in TPEE/PTFE at rotating speeds of 100 r/min for 10 mins
2.2 PTFE纤维对TPEE结晶行为的影响
采用DSC研究了TPEE/PTFE复合材料的结晶行为。PBT/PTFE复合材料的非等温结晶曲线如图4所示,相关参数如表2所示。当PTFE含量从0份提高到2份时,结晶温度(Tc)提高了约2℃。这是因为PT⁃FE纳米纤维的高比表面积提供了更多的结晶成核界面,使PBT更容易克服结晶成核的能垒,在更高的温度下结晶。同时,PTFE的引入对熔融温度(Tm)的改变不大,说明PTFE纤维对TPEE的晶型影响不大。熔融焓值随PTFE含量增加而降低,这是因为大量的成核点的形成降低了分子链的迁移率。

图4 样品的DSC曲线Fig.4 DSC curves of different TPEE samples

表2 不同TPEE/CE/PTFE复合材料的结晶参数Tab.2 Crystallization properties of TPEE/CE/PTFE compos⁃ites
2.3 PTFE纤维对TPEE流变行为的影响
图5为储能模量(G′)、复数黏度(η*)以及损耗角正切(tanδ)随角频率(ω)的变化。如图3(a)所示,储能模量曲线的斜率随PTFE含量的增加而变大,表明黏弹性行为由类液向类固转变。如图5(b)所示,当角频率小于1 rad/s时,在TPEE中观察到典型的牛顿平台且随着角频率的增加出现了剪切变稀行为。随着PTFE含量的提升,TPEE的η*值明显提升,TPEE/PTFE复合材料的剪切变稀行为随PTFE含量的增加而得到加强,在更小的角频率下就出现了剪切变稀现象。这是因为PTFE的纤维网络的存在限制了熔体的变形和分子链的松弛,开始表现出类固黏弹行为导致复数黏度的增加。随着PTFE纤维的缠结加重,TPEE/PTFE复合材料对剪切变得更加敏感,因此在更小的剪切速率下就发生了解缠结,导致剪切变稀现象提前出现。图5(c)显示随着角频率的增加,tanδ降低,熔体弹性响应增强,表现出类固体黏弹性。随着PTFE含量的增加,tanδ显著下降,弹性响应也得到增强。随着PTFE含量的增加,TPEE/PTFE复合材料的曲线图倾向于与角频率无关,这意味着PTFE纤维将熔体从类液态转变为类固态[14]。
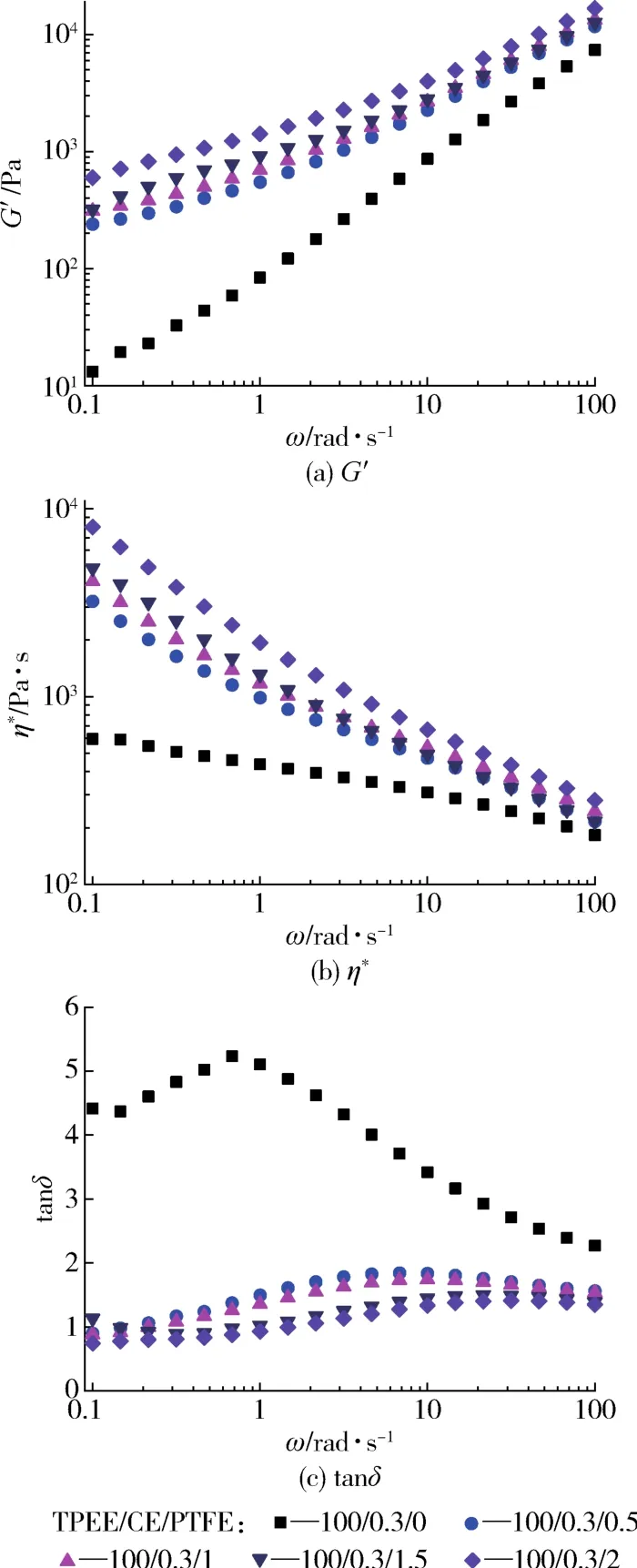
图5 TPEE/CE/PTFE复合材料的动态流变性能Fig.5 Rheological property of TPEE/CE/PTFE composites
2.4 PTFE纤维对TPEE发泡行为的影响
图6为TPEE/PTFE复合材料的泡孔形态,表3为泡沫样品结构参数。随着PTFE纤维含量的增加,TPEE/PTFE复合材料的泡沫的平均泡孔直径从6.6 μm减小到了3.2 μm,平均泡孔密度从2.06×1010个/cm3提高到2.06×1010个/cm3。由于PTFE直径达到纳米级,具有非常大的比表面积,可以在TPEE中形成大量的界面。在发泡过程中界面可以降低泡孔成核的活化能,使泡孔核更容易跨越临界成核半径形成稳定的泡孔结构。
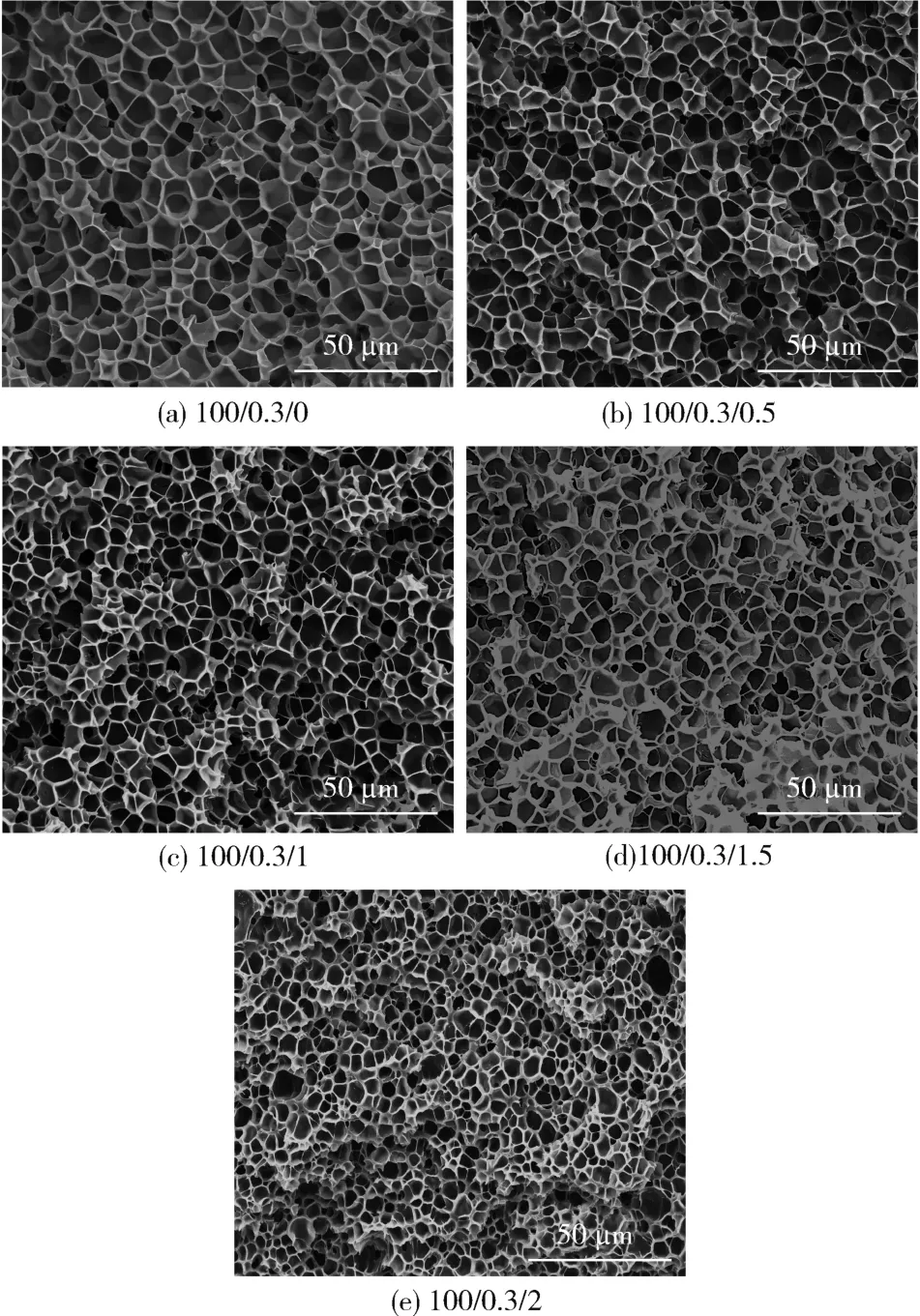
图6 TPEE/CE/PTFE复合材料泡沫的泡孔形态(×400)Fig.6 SEM of TPEE/PTFE composite foams(×400)

表3 泡沫的结构参数Tab.3 Properties of TPEE/CE/PTFE foams
3 结论
(1)PTFE颗粒在强剪切作用下转化为高长径比的纳米纤维结构,剪切强度和剪切时间的增加有利于降低纤维直径;
(2)PTFE纤维含量的形成提高了TPEE的结晶速率,同时形成的PTFE纤维缠结网络显著改善率TPEE的流变性能,改善了TPEE/PTFE的发泡性能;
(3)PTFE纳米纤维的界面促进了泡孔成核,随着PTFE纤维含量的增加,TPEE/PTFE复合材料泡沫的平均泡孔直径从6.6 μm减小到了3.2 μm,平均泡孔密度从2.06×1010个/cm3提高到3.11×1010个/cm3。
猜你喜欢
学与玩(2022年12期)2023-01-11
沈阳工业大学学报(2022年5期)2022-10-06
中国塑料(2022年5期)2022-06-09
包装工程(2022年1期)2022-01-26
科教导刊·电子版(2021年6期)2021-05-06
中国特种设备安全(2019年2期)2019-04-22
中国塑料(2016年9期)2016-06-13
中国塑料(2015年7期)2015-10-14
装备机械(2015年1期)2015-02-28
火炸药学报(2014年1期)2014-03-20