
基于BIM 信息化平台的光热发电设备生产成套技术研发
——以某西部塔式熔盐光热电站为例
2022-12-26 12:38甘肃省科工建设集团有限公司郭震赵志华陈绍娟李福顺
中国建设信息化 2022年22期
文|甘肃省科工建设集团有限公司 郭震 赵志华 陈绍娟 李福顺
0.引言
现阶段,我国大力发展太阳能光热技术,按照吸收太阳能方式的不同,可分为碟式、槽式、线性菲涅尔和塔式光热技术,其中塔式熔盐光热发电技术具有性能稳定、储热能力强、成本价格低等优势,因此,成为我国目前最有市场开发潜力的光热发电技术[1-2]。近年来在世界范围内已建立了较多的塔式太阳能光热发电示范电站,其中具有代表性的塔式太阳能发电站当属西班牙PS20,装机容量为20 MW。我国目前16 个示范项目中,塔式电站占7 个[1-2],槽式电站7 个,菲涅尔式电站2 个,目前一个50 MW 塔式机组投运后,年发电量可达近1.5 亿度,每度电的发电成本在0.8 元,与火电厂相比,相似规模下每年可节约标准煤4 万吨左右,二氧化碳减排量约12 万吨,电力输出效率高、稳定且绿色环保。
本文依托某西部塔式熔盐光热电站结构构件加工项目,主要解决目前我国光热项目关于项目管理信息化、构件制作加工体量大、精度高、质量控制项目多、管理难度大等问题。通过将BIM 技术、PDA 终端技术、APP 开发技术、二维码技术、数据库映射技术以及自动化先进制造技术等有机结合,以各构件加工工序为研究对象,基于装配式建筑产业信息服务平台,利用“APP+WEB”的生产管理模式采集数据并进行深化设计,利用排版软件导出生产信息,PC 端排产,APP 确认生产,高效地实施光热发电设备生产技术研发和加工过程,力争实现项目管理信息化,构件生产自动化,质量可追溯等,从而推动我国光热项目国产化的步伐。
1.构件研发加工技术
塔式熔盐光热结构体系主要由定日镜系统、吸热与热能传递系统(热交换系统)、发电系统组成,其中定日镜主要由立柱、横梁、桁架、镜面支架、回转机构组成,由于各构件加工精度高,难度大,因此,本文基于BIM 信息化平台,对光热发电设备构件的生产加工过程进行实时监控,通过平台完成4D 动态施工模拟、流水段合理化分析、TEKLA 模型量清单关联、进度跟踪与校核、质量安全智能化的协同管理、成本管理,采用BIM 手机端、PC 端、网页端三大端口达到互联网共享,搭建可共享的集成信息数据库平台。匹配横梁与镜架自动冲孔技术,开发大型镗床辅助工装夹具;研发横梁、立柱加工中的专用工装;横梁连接部位采用整体镗孔;研发横梁与镜架自动冲孔技术。
1.1 本项目研发加工中的重难点
(1)立柱构件重,长度达到11 米左右,连接法兰垂直度要求高,采用普通机床加工成本高,设计专用工装,提高工作效率,降低加工成本。
(2)横梁连接部位加工精度高,构件大,采用整体镗孔,保证加工精度,确保销轴安装后的同轴度以及位置度符合设计要求。横梁通过设计检验工装来验收完成。
(3)项目桁架、镜框部分开孔数量共计8307200 个,孔距与对角线距离允许偏差为±0.5mm,其加工难度大,且方管厚度薄、长度长,钻孔精度控制难度大,同时存在焊接工作量极大,焊接难度大等系列问题。
(4)对于物流管理信息化,现阶段国内已经用的较为普遍,例如包裹的实时追踪等,但是针对建筑项目的构件全生命周期管理信息化,国内尚处于一种方兴未艾的阶段。
①钢构件的发货必须与BIM 模型相结合。钢构件的发货是一个系统工程,是以项目的进度为依据,项目变更为参考的,具有全局性和实时性。发货的次序错误会导致工期的延误,从而导致索赔的一系列问题。因此要参考实时的三维项目进度模型,分区分块按进度组织钢构件发货。
②钢结构物流的管理更为严格。钢结构的出厂要有业主质检、进场也要验收合格、此外安装完成也需要监理的旁站等一系列质量管理行为。
③钢构件物流管理的客户端要求不同。不同于普通的包裹物流追踪,钢构件物流管理的服务对象包括数据技术人员、工厂、各项目业主、项目部、本企业管理层等,各自权限和所关注的内容均有所差别,因此,必须有针对性的开发数据平台,使得各层次客户端均能在该平台得到想要的实时数据。
关于钢结构物流管理信息化,目前国内甚少涉及也很少有相关课题可以借鉴。本企业通过对外高层次交流和自主研发的形式,将BIM 技术、APP 开发、二维码技术、数据库映射技术等有机结合,力争实现钢结构项目的物流信息化。
1.2 研发加工过程
本塔式光热项目定日镜结构包括4400套立柱、横梁、转动装置,26400 套桁架,140800 个镜面以及4400 套电气液压等控制系统。以5.29m 高转轴(立柱)和11.6m长横梁为例,上述组件通过一个带低摩擦球轴承环的圆柱形支架相互连接,通过驱动机构旋转。两个液压缸连接机构支架与转轴,形成定日镜反射面的方位角,第三个液压缸连接机构支架与水平支架,形成反射面的仰角。有6 个桁架,转轴每侧设有三个,32 块镜子连接到长桁架的顶弦,每块镜子都通过 4 个可调节螺栓连接的“托架”进行连接。
(1)横梁成套研发加工
横梁长度11.6m,销轴孔最大距离1146mm,角度允许偏差0-0.25°,同心度要求0.1mm,平行度不超过1mm,传统的铆焊加工无法达到技术要求,需要通过设计专用加工工装、设备及加工工艺。
关键销轴连接部位通过BIM 信息化管理生产下料焊接后,采用中心整体镗孔的方式镗孔,以镗孔为基准,确定各桁架连接板安装工装位置。提前余留焊接收缩余量,并且每个构件通过验收工装进行验收,确保销轴精度符合设计要求,如图1 所示。

图1 横梁工装结构展示
横梁销轴连接板销轴孔加工公差要求为0.01-0.04mm,设计制作了销轴连接板加工工装,通过车床上设计增加法兰盘,将销轴连接版嵌入工装进行加工。横梁热镀锌工艺为构件整体入锌池镀锌,销轴孔、螺纹等不须镀锌的位置同样会附着锌层,后期销轴孔内锌层处理难度大,易损坏加工精度。通过反复试验,利用石墨乳良好的润滑性、脱模性、化学稳定性、高温附着性,通过在销轴连接孔等处采用涂抹石墨乳的方式进行防护处理,防止多余锌层附着。
(2)立柱研发加工
立柱顶、底连接法兰平面度要求分别小于0.5mm,柱身的垂直度要求为1.5mm(柱高5.29m)。其加工批量大,难度大,为保证设计要求,采用一台具有反变形功能的专用加工夹具自动化工装设备,能够完成组装并及自动焊接。立柱工装两端板与法兰接触一侧钻孔后进行铣平处理,确保立柱法兰安装平面度,之后通过弧形工装确定管件的位置,确保立柱拼装尺寸。立柱拼装完成下胎后,为保证连接法兰平面度焊接变形问题,设计焊接反变形工装,焊接时将法兰面与工装通过螺栓紧密连接,待焊接冷却后拆除。
(3)桁架、镜框研发加工
桁架、镜框连接孔及工艺孔数量统计如表1 所示。
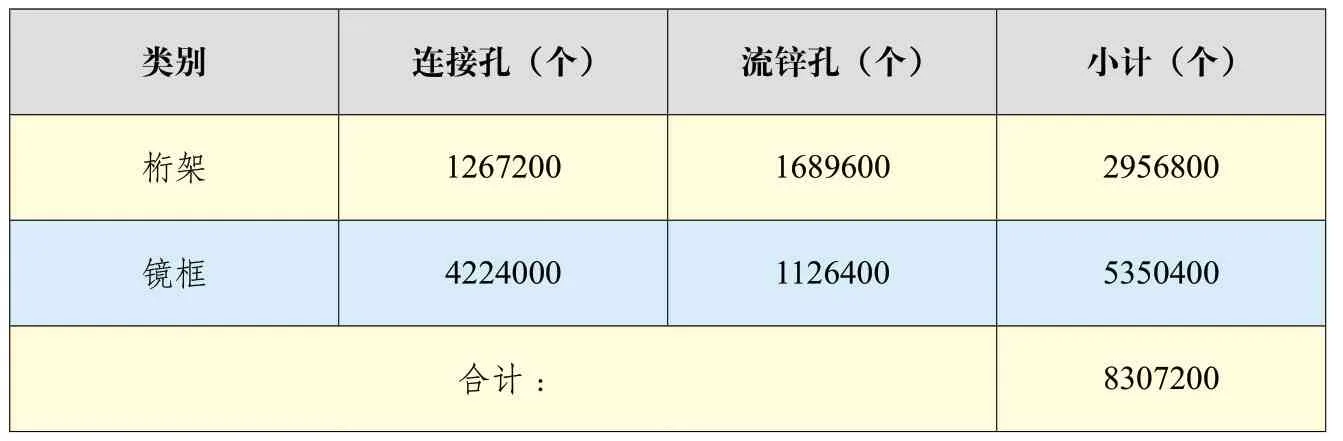
表1 桁架、镜框连接孔及工艺孔数量统计表
桁架、镜框使用材料为50×50×2、50×50×1.5、50×40×1.5、30×30×1.5、30×20×1.5 等规格方管及矩形管,管径小,管壁薄,螺栓连接孔共计5491200 个,开孔数量多。为保证镀锌质量,各类构件还设置了大量的流锌孔,桁架、镜框部分流锌孔合计2816000 个,每套桁架腹杆共计96 支,项目合计4400×96=442400 件,且每套桁架有32 个种类的杆件。针对上述采用的30×30×1.5 方管、32×20×1.2 矩形管,通过劳动力效率测算,采用人机配合,211 天可完成桁架部分下料工作,通过优化设备,购置小型冲床3 台,自主设计一套方管斜口冲剪模具,作业时间可缩短为1 个月。为保证流锌孔的加工精度及效率,课题组设计了30×30×1.5 方管和32×20×1.2 矩形管U 型气压冲床。桁架、镜框连接孔孔径包含Φ13.5、Φ17.5、Φ24、Φ26、Φ20、Φ15、Φ5、Φ16 等多种孔径,联合设备厂家设计研发其他管径方管自动冲孔设备,通过编程实现自动冲孔,冲孔精度可保证在±0.2mm 以内。
1.3 BIM 生产信息管理系统应用
光热项目成品大料及零部件加工完成后在BIM 生产系统上完成推送,各班组自检员经自检合格,点选完成零件、构件进行报检,下道工序质检员检验完成签字确认,由拼焊车间领料,领料完成后双方各自在生产系统上确认领料数量并签字,完成生产任务领料过程,产量完成信息通过消息推送至统计部门,由统计部门进行产量统计。质检员在生产系统中收到光热项目检验信息后对产品进行检验,发现产品质量不满足相关要求,可通过BIM 生产系统软件以文字及照片说明等方式进行记录并拒绝确认产量,相关班组进行返修后自检合格再次在生产系统软件上进行报检,三方确认无误后方可交下道工序进行加工。构件加工完成经检验质量符合相关要求后,由自检员及质检员在生产系统中共同签字确认检验结果,并在BIM 生产管理系统中入库。各班组根据光热发电项目清单、工艺文件开始生产任务,产量完成后在BIM生产管理系统智能移动端点选确认完成的任务内容,生产系统自动推送消息到智能移动端,三方在数量、质量核对无误后确认签字。
2.经济、社会效益
塔式熔盐光热项目环境经济效益显著,通过减少地表土壤热辐照量,降低了地表水的蒸发,更有益于植被生长,改善周边生态环境。光热项目可带动当地钢结构行业、制造业、运输业、服务业、地方材料供应等多种产业的发展。同时降低企业能耗,缓解国家用电紧张等问题,《国家发展改革委关于太阳能热发电标杆上网电价政策的通知》[3]明确提出,2018 年12 月31 日前全部建成投产的首批示范项目执行每千瓦时1.15 元(含税)上网电价。以50MW 为例,每年可发电0.43 亿度电,可增加收入4945 万元人民币,可节省燃煤17200 吨。基于BIM 信息化管理的光热发电设备生产成套技术研发为企业收入提供新的增长点,提高了企业产值,增加了税收;提高工作效率,构件发货配套率达到95%以上,避免因为构件发货不配套造成的现场人机待料的施工资源浪费,避免经济损失,对工程工期保驾护航;解决了传统管理模式“计划上墙”存在的弊端,项目沟通时间成本降低55%以上;部分工作环节实现无纸化绿色办公,节约办公费用5%以上;减少人工统计工作,规避出错,解放成本预算人员60%的工作量;钢构件堆场找料时间缩短80%以上,堆场及场地内二次倒运费用减少约50%,提高了项目经济效益;自主创新研发,大幅提高企业核心竞争力,为企业赢得更多合同;相关技术成果服务于企业的同时对外进行技术输出与服务,通过技术创新为企业赢得更大的效益[4-6]。
3.结束语
太阳能光热发电技术在未来的研发和应用中,应主要向低成本、大规模应用的方向快速发展,进一步降低投资成本和单位发电成本,提高储热效能,形成与火力发电并驾齐驱的竞争能力。基于BIM 信息化管理的光热发电设备生产成套技术研发可以带动甘肃省光热项目实现大批量化生产施工,高效地管理各类构件加工过程,使光热发电项目加工任务实现在线分配,加工工序实现先后顺序的自主设置,实现不同类型构件的加工流程与统计,可大大提高生产效率,节约成本,形成规模化生产加工基地。
猜你喜欢
科学导报(2021年81期)2021-11-27
煤气与热力(2021年7期)2021-08-23
建材发展导向(2021年9期)2021-07-16
建材发展导向(2021年6期)2021-06-09
上海节能(2020年3期)2020-04-13
建材发展导向(2019年5期)2019-09-09
公民导刊(2018年11期)2018-05-14
电子制作(2017年17期)2017-12-18
北方文学(2017年9期)2017-07-31
北方文学·下旬(2017年3期)2017-04-20
