浅谈视觉技术在螺纹检测上的应用
2023-01-04 13:23顾峰丁胜明陆洋刘大猛李宁齐同
汽车工艺师 2022年12期
顾峰,丁胜明,陆洋,刘大猛,李宁,齐同
1.一汽解放发动机事业部锡柴工厂 江苏无锡 214000
2.清华大学天津高端装备研究院 天津 300304
目前,发动机事业部加工车间所有螺纹检测均是操作工按检测频次,使用带深度止口螺纹塞规进行定性检测,无法获取当前加工螺纹的技术参数数据,检测效率低,监控手段差。结合发动机事业部自制件缸体顶面螺栓孔和结合面螺栓孔这个应用场景,发动机事业部联合清华大学天津研究院开发了一款基于内孔展开镜与内窥镜双模式,应用图像采集系统和建立算法模型进行尺寸及缺陷检测的新型螺纹检测系统。
检测原理
1.内窥镜测量螺纹小径
利用内窥镜正对螺纹孔进行拍摄,内窥镜实现过程包括图像采集、纹理提取、小径定标及小径计算四个步骤。通过标定获取每圈像素与实际值比例系数{Ratei}和标定的参考值{Ri}。
对所拍摄的螺纹内孔展开照片使用数字图形方法处理(见图1),最终获得一组按大小排序的从外向内的每圈螺纹的像素半径{ri},然后与标定的参考值{Ri}进行比例运算,即可得到每圈螺纹小径的测量值。
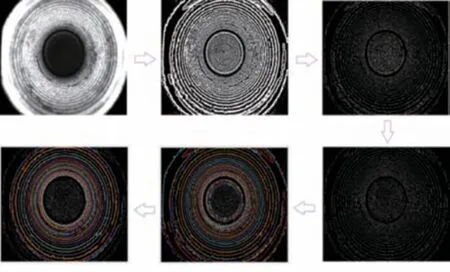
图1 小径纹理提取的图像处理
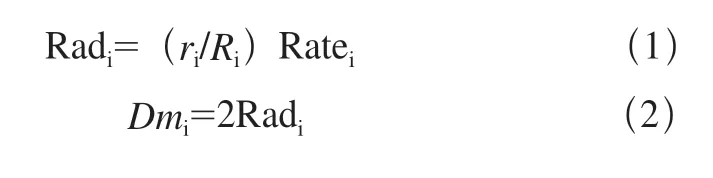
设某一圈的实际测量值{Radi},每一圈的直径计算公式如下:
2.双目视觉检测螺纹牙型
检测内螺纹牙型几何参数的方法是通过不同角度的镜头对内螺纹进行拍照成像,其基本原理为双目视觉原理。
(1)双目视觉原理 双目视觉是利用视差原理的一种视觉方法,该方法是机器视觉立体成像的一种重要形式。利用两台相机从不同的位置获取被测物体的两幅图像,通过计算图像对应点间的位置偏差来获取物体三维几何信息。
如图2所示,空间中一点P(x,y,z)在左右相机中的成像点Pleft=(Xleft,Yleft)。
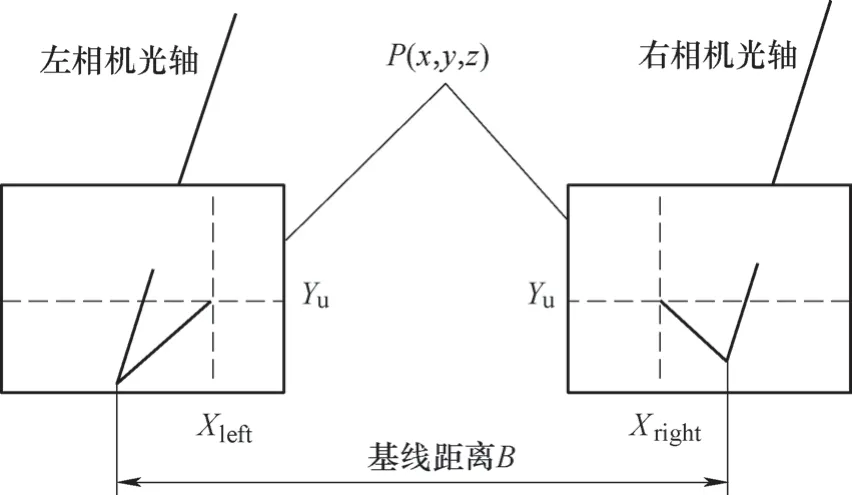
图2 双目视觉原理
Pright=(Xright,Yright)。将两相机固定在同一平面上,则点P在Y方向的坐标是相同的,即
Yleft=Yright=Y。根据三角原理,可得
式中f——相机焦距;
B——基线距离。
视差被定义为相同点在左右相机X方向的偏差,即Distance=Xleft-Xright。则点P在左相机坐标系下的位置可以表示为:
当两个相机不对齐时,经过标定后可以知道左右两台相机光轴在实际空间坐标系之间的夹角,然后通过坐标转换和校正矩阵将图像坐标转换到一组严格对齐的两个相机坐标系中,最后通过双目视觉原理计算即可,图像坐标转换公式如下(设P点在左相机坐标系中为(xL,yL,zL),右相机坐标系为(xR,yR,zR):
式中R——旋转矩阵;
T——平移矩阵。
(2)内螺纹牙型几何参数测量 如图3所示,内螺纹检测系统使用顶部安装了可变角度平面反射镜的内窥镜探头,从不同角度反射后在相机上成像,就相当于有两台相机分别从两个角度拍摄,形成的一套双目视觉检测系统。探头按拍摄角度阿a1,在-a2向里拍摄图像,拼接成内螺纹的完整图像(见图4)。
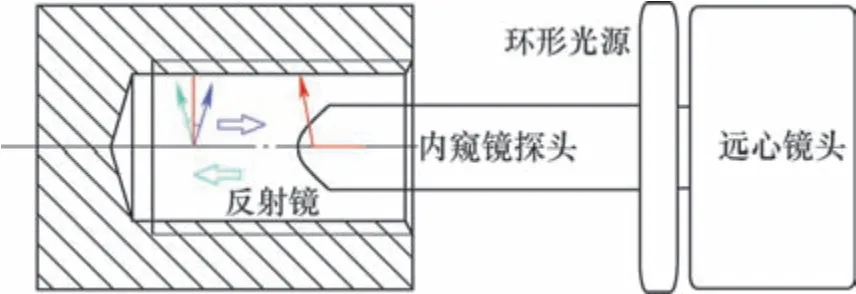
图3 内窥镜的内螺纹拍摄示意

图4 α1和-α2角度拍摄示意
从某视角拍摄内螺纹,照片效果如图5所示,牙顶和牙底面由于与入射光方向接近垂直,反射光强度大,而牙侧反射光强小,图像实际表现为明暗相间的条纹状。根据拍摄角度α(α1或-α2)与0°大小关系不同,明暗条纹的弯曲方向如图5所示。从视角α拍摄内螺纹时,图6显示牙型各部分对应的条纹宽度(左牙侧Ll,牙顶Lt,右牙侧Lr,牙底Ld)。于是从两个视角的牙型条纹宽度可以解出牙型实际参数。
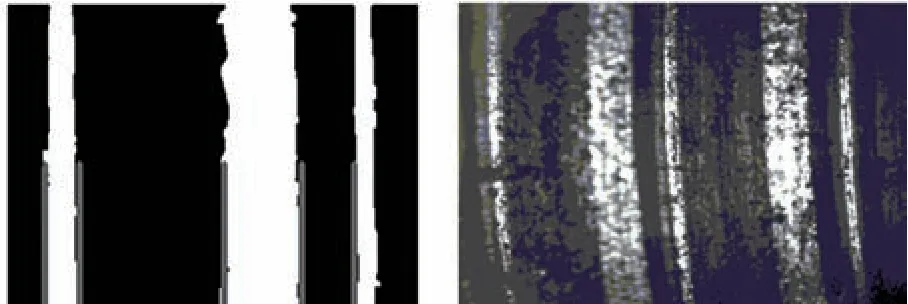
图5 内窥镜拍摄及螺纹图像处理结果
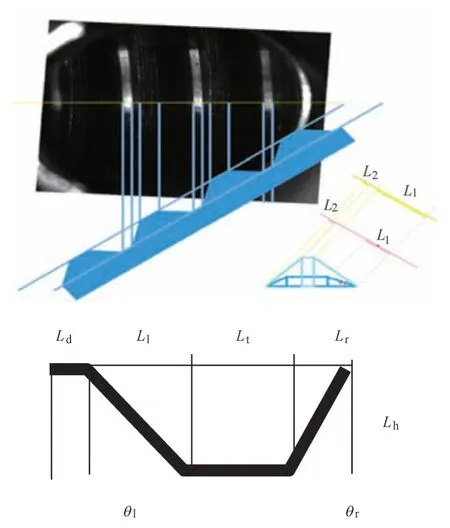
图6 计算原理示意
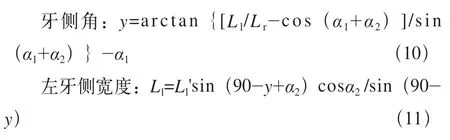
设牙侧角分为y,计算步骤如下:
1)读取所拼接的两个视角的内螺纹照片,使用自适应阈值方法提取二值化明暗条纹。
2)经过均值模糊、闭运算降低二值化噪声。
3)使用形态学图像处理算法将明暗条纹进行分割、标记并计算每个条纹的宽度。
4)以螺纹口进行对齐,得到4条条纹为两组的螺纹牙型像素宽度序列分别对应两个视角α1、α2。
5)根据平面几何原理以及双目视觉原理有如下计算公式。
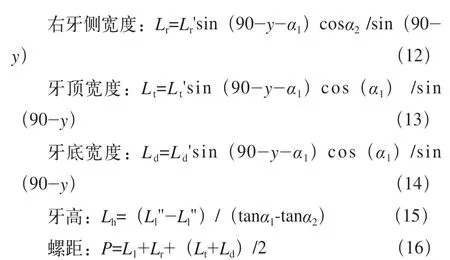
结合前述计算的螺纹小径与上述牙高、牙侧角等数据,可进一步计算内螺纹大径和中径,其中大径为小径与牙高之和,中径为螺纹轴向截面内牙型上的沟槽和凸起宽度相等处的高度与小径之和,螺纹深度等于螺距乘以螺纹圈数n,其计算公式如下。
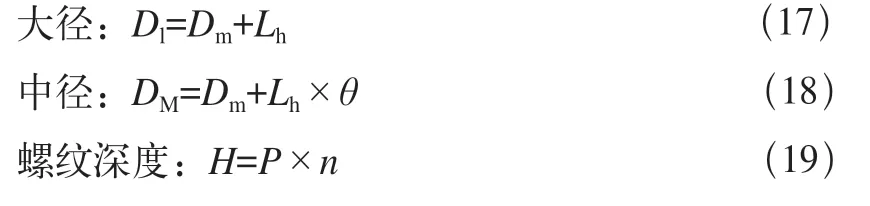
其中,θ=0.5+0.5(Ld-Lt)/(Ll+Lr)。
试验方案设计
1.试验平台
如图7所示,内螺纹检测装置包括机器人、机器视觉模块、控制模块和中央处理模块。如图8所示,机器人是带动视觉模块移动的装置,与控制模块相连,接收控制模块发送来的的指令进行相应移动。
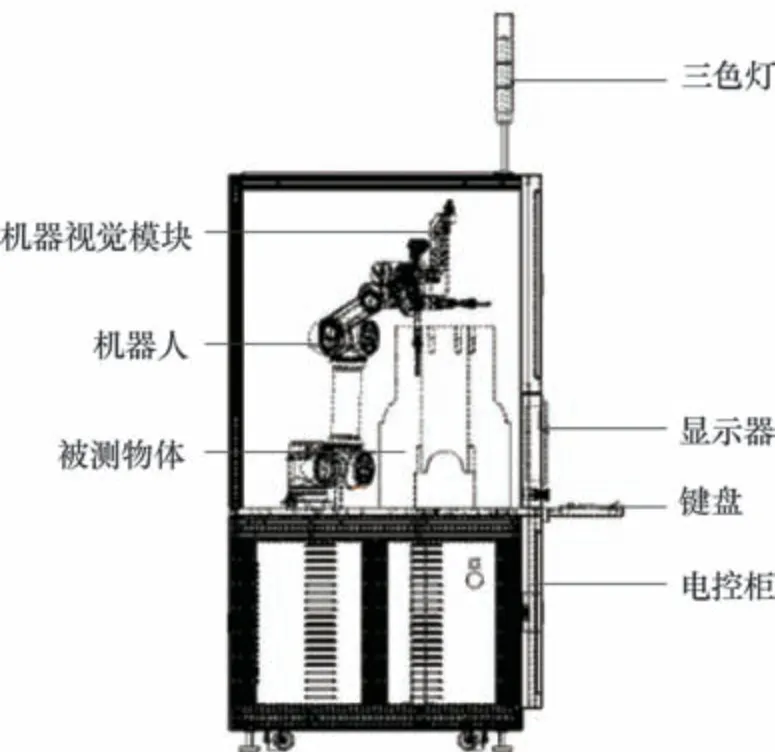
图7 螺纹检测总成结构示意
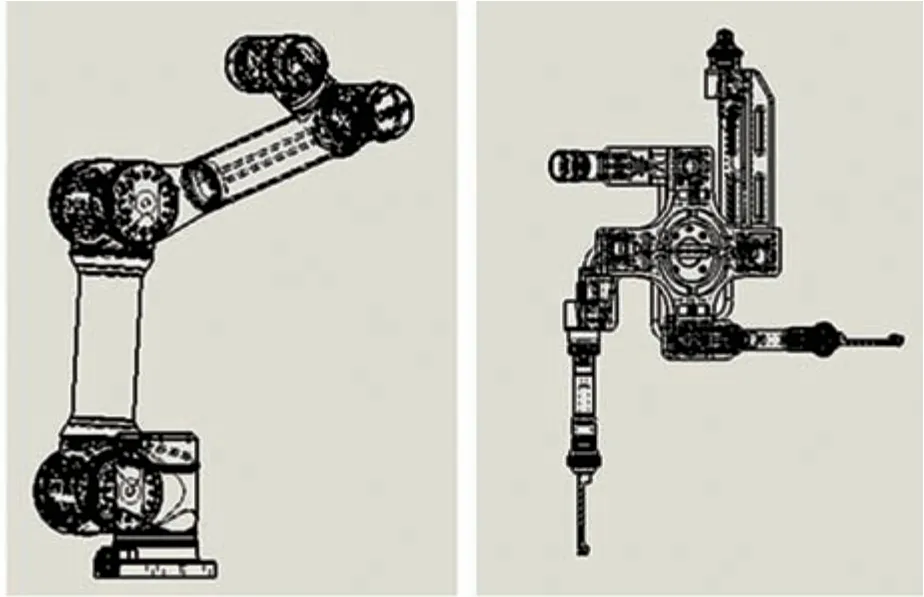
图8 机器视觉模示意
2.程序设计
内螺纹检测系统是以内孔展开图像和内窥图像为基础数据,分别计算内螺纹小径、牙高、牙宽、牙侧角以及螺距等基础数据。根据基本原理讲述的方法,再进行大径、中径、螺纹深度计算,最终将数据结果存入数据库同时输出到Excel表格等文件中。软件实现总体流程如图9所示。
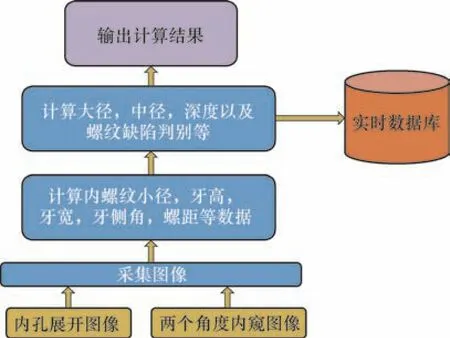
图9 系统工作流程
计算机程序操作,选择内螺纹类型,可实时采集图像也可以读取固定目录下的图像进行处理(正常工作时是采集图像)。采集图像后,根据图像种类不同选择不同的处理函数进行处理,完成3个基础图像处理后,点击“计算牙型参数”按钮,则开始计算所有参数并进行存储和输出。
试验及数据分析
1.试验过程
为验证内螺纹检测系统的准确性,加工了20个内螺纹工件,其中M18和M16各10个。这20个工件在第三方检测机构进行了检测,获得了螺纹螺距、小径、中径及大径等准确的螺纹参数数据。本次测量试验以此20个工件为样本,选择M18和M16各5个进行检测。检测内容包含螺纹小径、中径、大径、螺距以及螺纹深度。利用检测数据与第三方检测机构测量数据进行对比,通过对比数据检验测量的准确性。
2.试验数据及分析
试验中选取了20个工件中的6个,分别对每个工件的第3圈螺纹进行了测量,测量值统计见表1、表2。
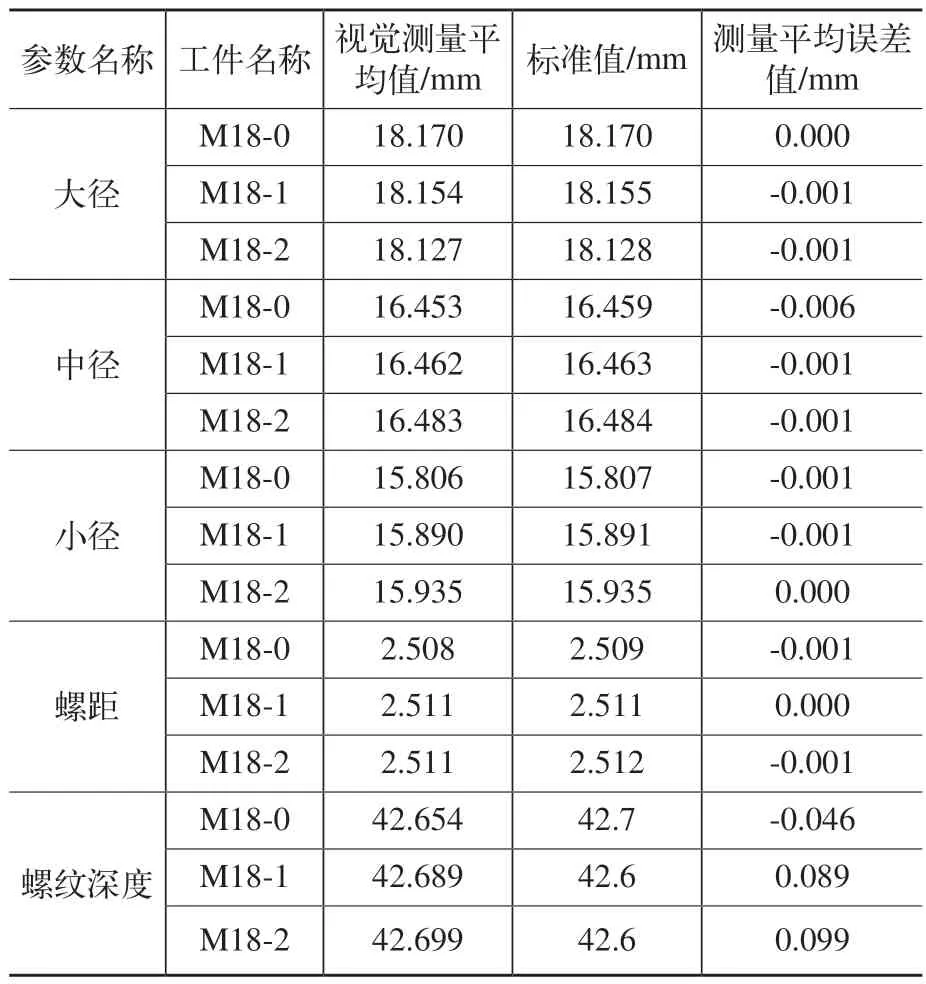
表1 M16螺纹检测数据

表2 M18螺纹检测数据
其中选择M16中径和小径为例,进行25组数据MSA分析,分析结果如图10、图11所示。
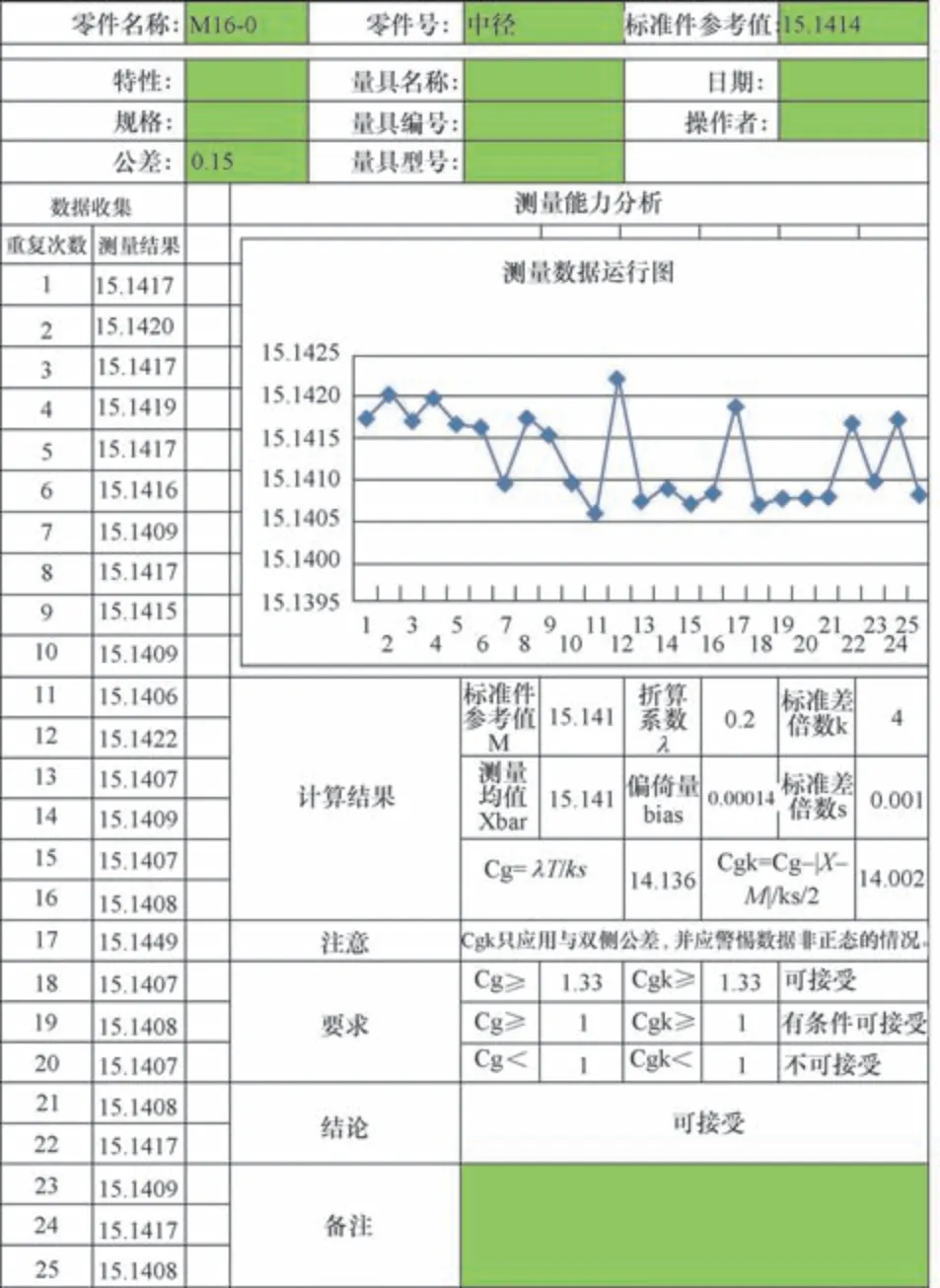
图10 M16中径MSA分析
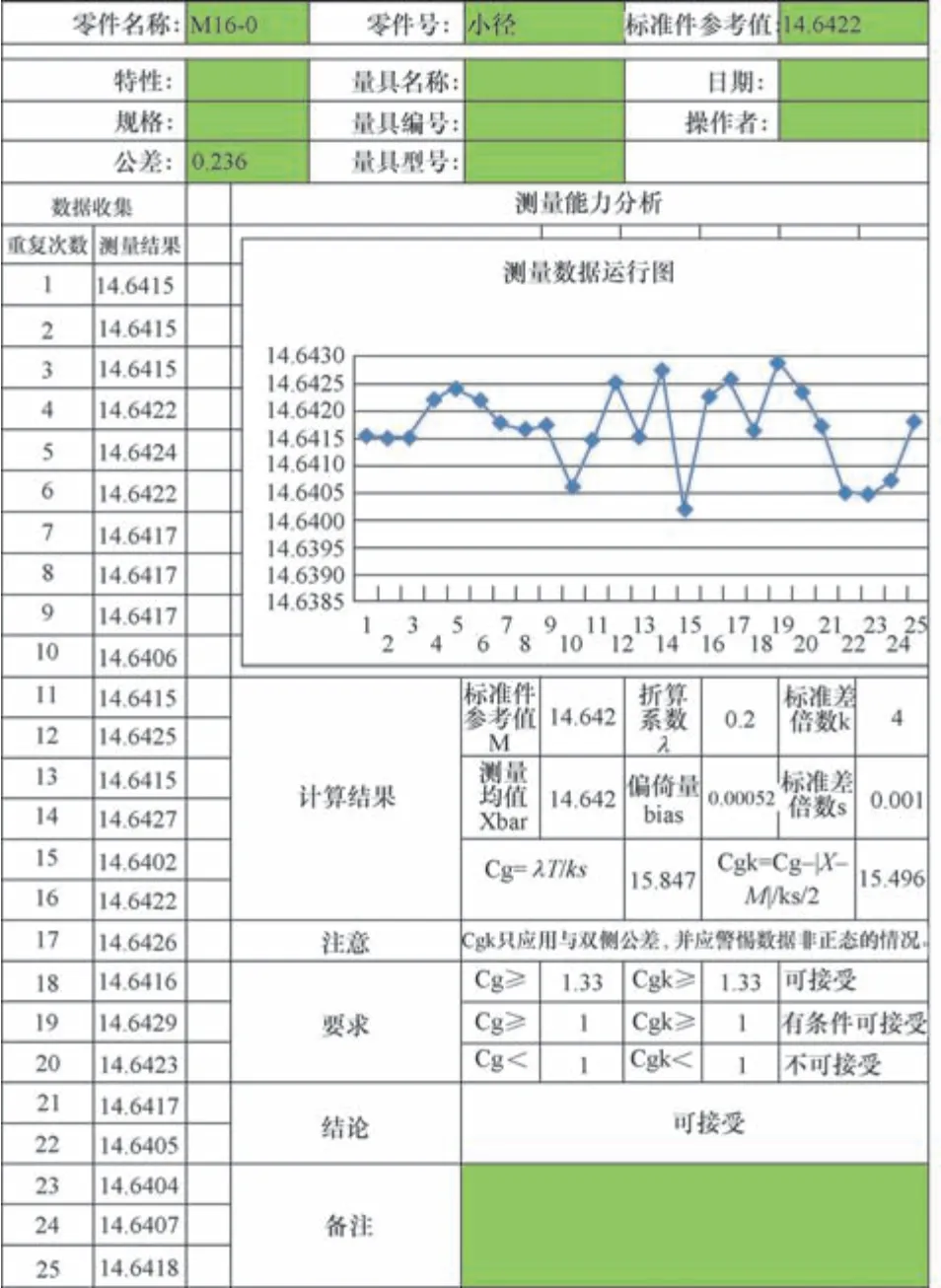
图11 M16小径MSA分析
结语
本次试验是利用内螺纹检测系统对每一个标准工件的同一位置重复测量,其数据的稳定性表现良好,所有测量数据的平均测量值和标准值的差值均在0.01mm以下,表明系统的硬件设计、软件设计以及算法设计能够满足系统精度要求。将附件每一个工件的测量数据填入Cgk表格中,其可接受率为100%,系统测量均能够满足Cgk表格测量要求。
猜你喜欢
工具技术(2022年3期)2022-04-20
建材发展导向(2022年6期)2022-04-18
云南教育·小学教师(2022年3期)2022-04-17
中国金属通报(2021年13期)2021-11-12
内燃机与配件(2021年12期)2021-09-10
汽车实用技术(2021年16期)2021-09-09
煤气与热力(2021年2期)2021-03-19
内燃机与配件(2021年13期)2021-01-05
读写月报(初中版)(2020年9期)2020-02-21
艺术评论(2017年12期)2017-03-25