活塞冷却喷嘴装配技术研究
2023-01-06 09:22李江南苏增荣张洋洋李永刚张冬生
汽车实用技术 2022年24期
李江南,苏增荣,张洋洋,邵 清,李永刚,张冬生
活塞冷却喷嘴装配技术研究
李江南,苏增荣,张洋洋,邵 清,李永刚,张冬生
(潍柴动力股份有限公司,山东 潍坊 261061)
活塞冷却喷嘴是发动机上的关键零部件,其自身的加工质量及装配精度直接影响活塞的可靠性,对发动机的寿命具有十分重要的作用。为了提前辨识活塞冷却喷嘴可能存在的加工质量问题及装配精度问题,文章从喷嘴打靶、定位结构及装配工艺控制等方面进行分析,研究了一种直观、准确的活塞冷却喷嘴装配方法,可在装配阶段有效识别可能存在的加工质量问题以及装配精度问题,能大大减少因活塞冷却不足导致的发动机拉缸问题。
活塞冷却喷嘴;发动机零部件;装配精度;加工质量
在经济全球化日益深入的时代背景下,全球各国间的经贸往来越来越密切,制造类企业迎来了前所未有的机遇,随之而来的是愈发激烈的市场竞争压力。各发动机企业为了保持自身的市场竞争优势,不断加大在低排放、燃油经济性等方面的研究投入。为了追求更高的动力性、经济性且需要满足日益严格的排放法规要求,活塞作为发动机重要零部件,其机械负荷和热负荷越来越高,如果未进行有效冷却,将直接导致一系列问题,如活塞顶面因过高而熔顶、活塞与气缸套烧结、机油结焦导致活塞环卡死等,活塞热负荷失效故障如图1所示。

(a) 顶部烧蚀 (b) 燃烧室边缘热裂 (c) 拉缸
对活塞进行有效的冷却是保证活塞正常工作的前提[1-6],活塞的冷却方式目前主要分为两大类:无喷油冷却(空气自然冷却)、有喷油冷却,而有喷油冷却常用的方式分3种,即自由喷射冷却、振荡冷却、带内冷油腔的振荡冷却[7-8]。图2为带内冷油腔的振荡冷却方案,该种方案的内冷油腔布置在活塞头部,然后由布置在机体上的活塞冷却喷嘴将机油高速喷入活塞底部的内冷油腔内,达到活塞冷却的目的[9-10]。活塞工作时,机油湍流强度增强,会强化机油与活塞内冷油腔的传热效果,可有效降低活塞顶部和活塞环岸的温度。这种冷却方式机油与活塞内冷油腔壁面接触时间长,机油利用率较高,活塞冷却效果更好。
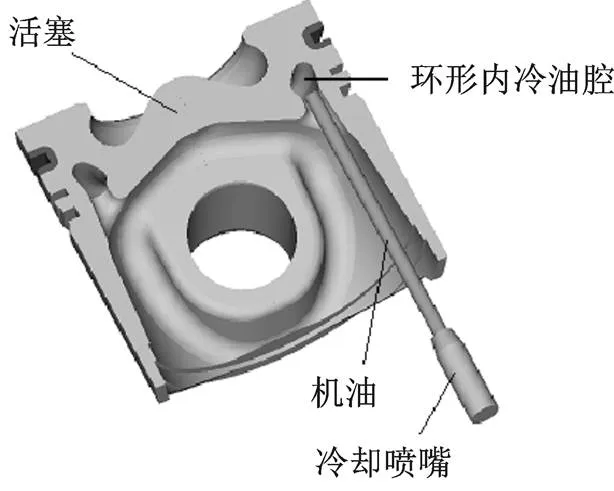
图2 带内冷油腔的振荡冷却方案
因为活塞的冷却效果取决于活塞冷却喷嘴是否按设计要求加工及装配,因此,本文对活塞冷却喷嘴的装配技术进行研究,以保证活塞冷却喷嘴与活塞内冷油腔准确对中,从而最终保证活塞的冷却效果。
1 喷嘴打靶试验
为检验喷嘴是否按图纸要求加工,喷嘴在装机之前需要先在喷嘴打靶试验台上进行打靶试验(试验台组成见图3),在设定机油温度下检测喷嘴的开启压力、设定机油压力下的喷嘴流量以及打靶效率。该种方式虽然无法真实模拟活塞实际运动到上止点时的打靶状态,但作为一个装机前的重要检测项目,可以提前识别加工误差大的活塞冷却喷嘴,及时剔除那些打靶效率低及有效流量低的活塞冷却喷嘴,避免因冷却不充分而影响活塞寿命。
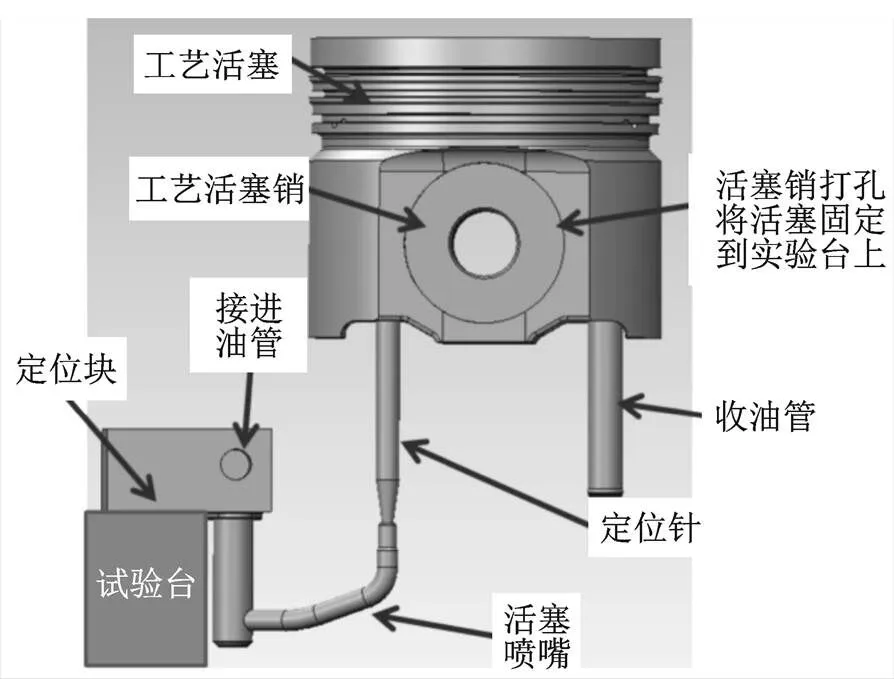
图3 打靶试验台组成
某机型活塞冷却喷嘴的设计开启压力为(150±20)kPa,设计关闭压力≥100 kPa,压力机油压力为400 kPa时的设计流量为(28±1)L/min,且打靶喷入12孔时打靶效率>75%。为了提前评价活塞冷却喷嘴的实际加工情况,本文选取18个活塞冷却喷嘴在打靶试验台进行测试,表1为该批喷嘴的实际打靶数据,从表1的数据可以看出所有喷嘴的实际流量、实际开启压力、实际关闭压力均满足图纸要求,但部分喷嘴的打靶效率低于设计要求75%,需要在装机前剔除掉打靶效率低于设计要求的喷嘴。
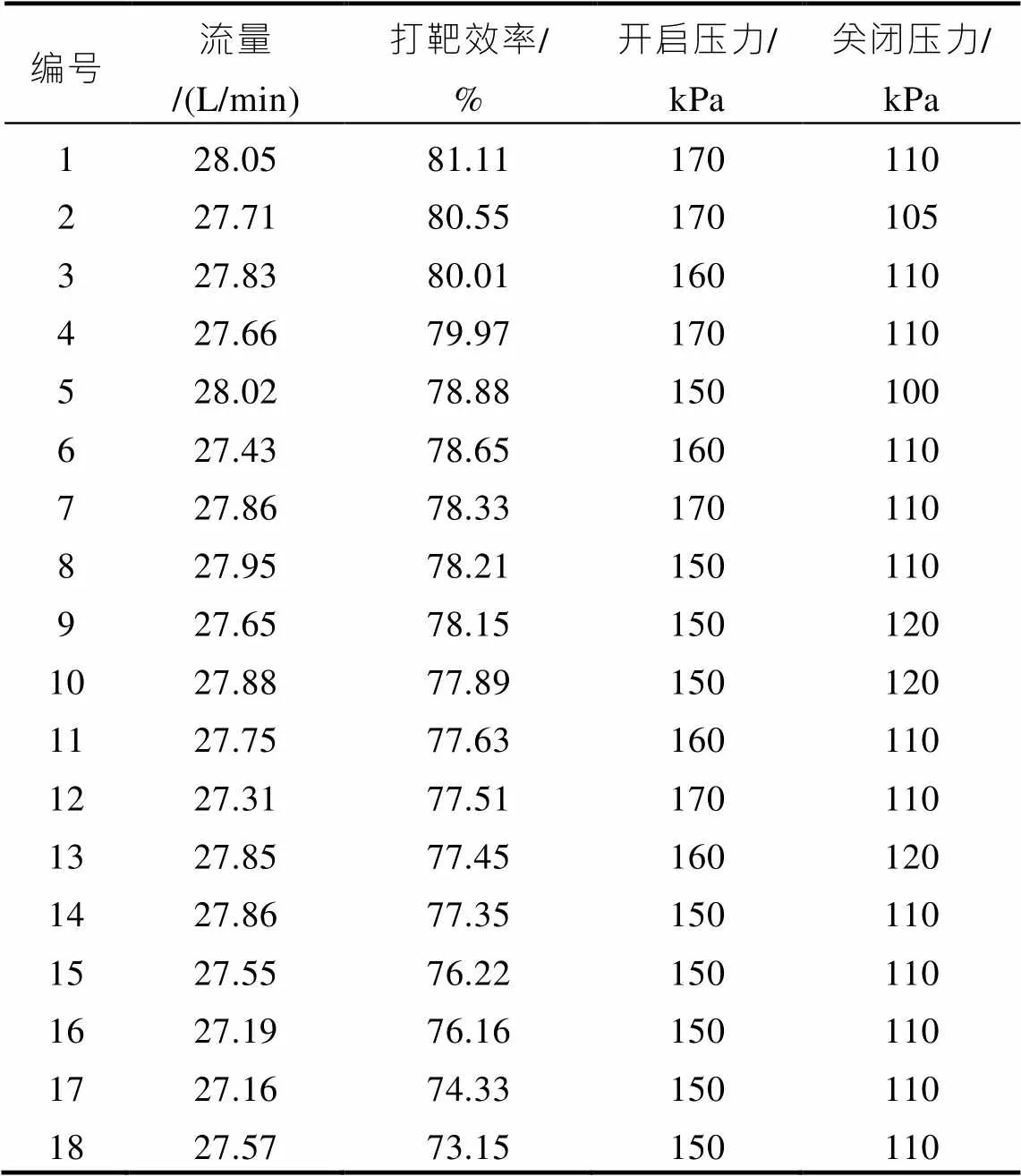
表1 某机型活塞冷却喷嘴打靶数据
2 活塞冷却喷嘴定位结构分析
某机型的活塞冷却喷嘴的定位结构采用定位空心螺栓+圆柱销来定位,喷嘴体安装孔尺寸为18.6(+0.05,+0.20)mm,而空心螺栓定位处尺寸为(18.5±0.06)mm,如图4所示,两者为间隙配合,理论配合间隙为0.09 mm~0.36 mm;圆柱销尺寸为6m6,而喷嘴体上销孔尺寸为(6.15±0.1)mm,两者也为间隙配合,理论配合间隙为0.038 mm~0.156 mm。两者的间隙叠加后,喷嘴装配时无法准确定位,造成的直接影响是喷嘴装配一致性较差。

图4 原始活塞冷却喷嘴尺寸
为了改进活塞冷却喷嘴的定位问题,将喷嘴体安装孔尺寸减小为18.5(+0.06,+0.17)mm,如图5所示,两者理论配合间隙减小为0 mm~0.26 mm;喷嘴体上安装圆柱销处由销孔改为长槽,同时两者理论配合间隙减小为0 mm~0.118 mm。
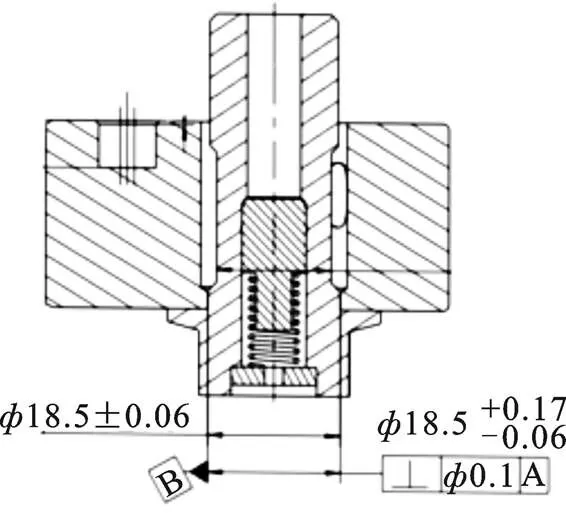
经实际验证,改进配合间隙后的活塞冷却喷嘴装配一致性明显改善,调整次数减少,单台机器喷嘴装配时间由原来的8 h缩短至2 h,装配效率提升75%。
3 活塞冷却喷嘴装配及评价
为了更真实地模拟活塞工作时与活塞冷却喷嘴的对中情况,可先将活塞冷却喷嘴按工艺要求拧紧到机体上,盘车使活塞尽量靠近上止点附近,此时活塞冷却喷嘴与活塞距离最远,此情况最为苛刻。通过油管将喷嘴与预供油泵连接后,启动预供油泵,这时机油从机油箱流过机油滤清器后进入预供油泵,最后通过油管进入活塞冷却喷嘴内,当机油压力达到喷嘴的设计开启压力时,机油从喷嘴喷出,并进入活塞底部的内冷油腔内,此时通过高速摄像机或者人眼观察活塞底部的内冷油腔入口处状况,工作原理如图6所示。
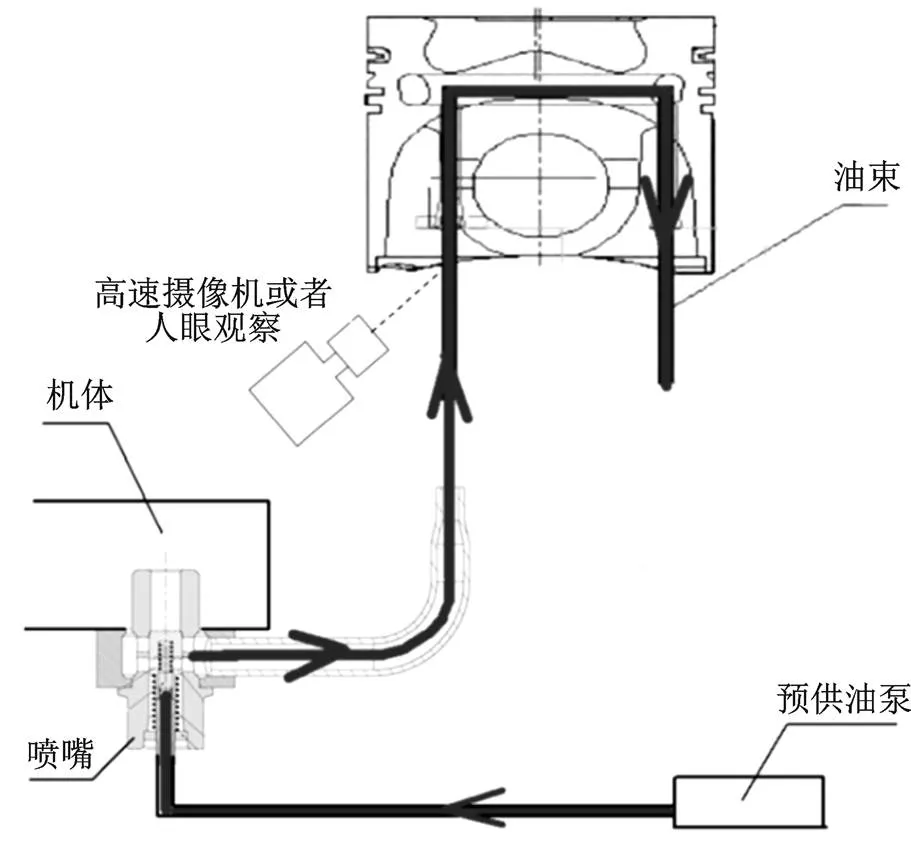
图6 工作原理图
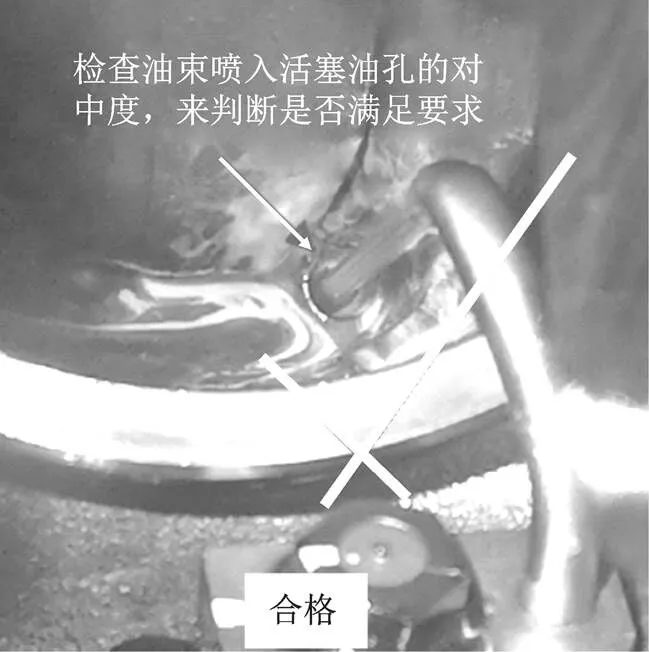
图7 装配合格的喷嘴
喷嘴装配合格与否的判断标准:正常情况下合格的活塞冷却喷嘴射出的机油束会完全喷入活塞底部的内冷振荡油腔内,无机油飞溅的情况(见图7);异常的活塞冷却喷嘴喷射出的机油束偏离了活塞底部的内冷振荡油腔,部分油束喷到了活塞油孔旁边的壁面上或者活塞底部(见图8),此时可松开活塞冷却喷嘴上的空心螺栓,根据刚才观察的机油束偏离情况反方向调整喷嘴,重新进行对中检查操作,直至机油束完全喷入活塞底部的内冷振荡油腔内。
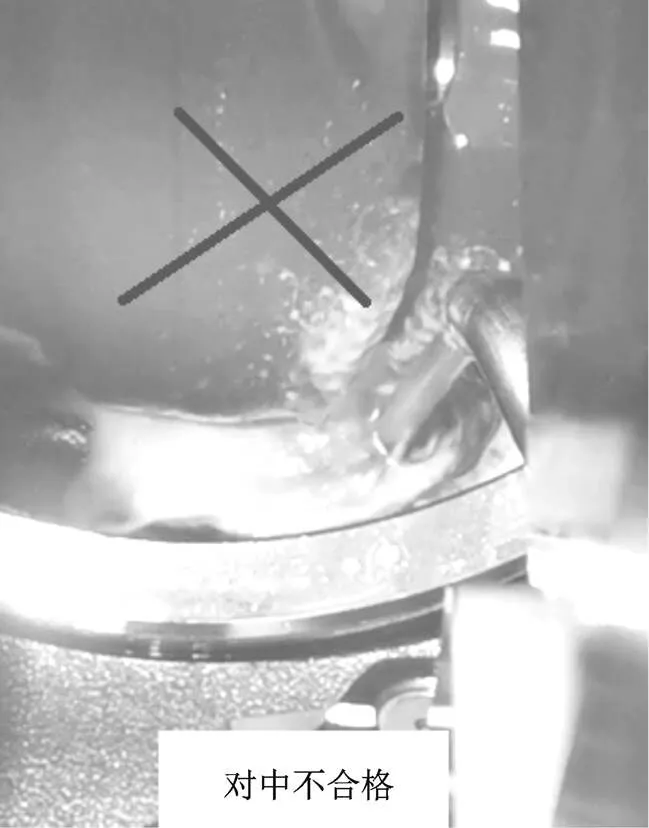
图8 装配不合格的喷嘴
4 结论
本文从打靶试验、优化喷嘴定位结构、喷嘴装配评价等方面,对活塞冷却喷嘴的装配技术进行了系统研究,主要结论如下:
(1)借助打靶试验台对喷嘴的设计符合性进行评价,可极大地减少不合格喷嘴误装到发动机上的风险。
(2)通过优化活塞冷却喷嘴的设计,合理减小喷嘴的配合间隙,以此来减少喷嘴安装时的调整次数,可极大地提高喷嘴的装配效率。
(3)通过装配时采用预供油泵在发动机上进行实际打靶,可准确评价喷嘴与活塞的对中情况,减少因冷却不充分导致的一系列活塞故障。
[1] 刘超.低速二冲程柴油机活塞热负荷流固耦合分析[D].大连:大连理工大学,2017.
[2] 吴士军,叶飞,刘斌,等.柴油机活塞熔顶失效分析[J].内燃机与动力装置,2021, 38(5):101-105.
[3] 牛晓晓,聂志斌,张祥臣,等.基于热机耦合的某型柴油机活塞应力及疲劳分析[J].内燃机,2021(2):16-20.
[4] 陈国争,张卫正,原彦鹏,等.活塞隔热性能有限元分析及试验验证[J].北京理工大学学报,2021,41(6): 603-610.
[5] 吕行,冯立岩,刘超.低速二冲程柴油机活塞振荡冷却数值模拟分析[J].船舶工程,2019,41(S1):134-137.
[6] 吴东,杨运平.柴油机活塞冷却油道优化与改进[J].内燃机与动力装置,2017,34(3):37-40.
[7] 周毅,雷基林,邓晰文,等.基于不同热障涂层组合的活塞传热与结构强度研究[J].机械设计,2020,37(12): 28-36.
[8] 耿泽伟.高强化活塞内冷油腔振荡冷却效果研究[D].石家庄:河北科技大学,2017.
[9] 吴志明,明平剑.活塞环形油腔振荡冷却周向换热特性研究[J].内燃机学报,2018,36(4):360-368.
[10] 周晓燕.船用低速柴油机活塞冷却与热机耦合分析[D].哈尔滨:哈尔滨工程大学,2017.
Research on Assembly Technology of Piston Cooling Nozzle
LI Jiangnan, SU Zengrong, ZHANG Yangyang, SHAO Qing, LI Yonggang, ZHANG Dongsheng
( Weichai Power Company Limited, Weifang 261061, China )
Piston cooling nozzle is the key part of the engine, its own machining quality and assembly accuracy directly affect the reliability of the piston, and it has a very important role in the life of the engine. In order to identify the possible machining quality problems and assembly accuracy problems of piston cooling nozzles in advance, an intuitive and accurate assembly method of piston cooling nozzles is studied from the aspects of nozzle shooting, positioning structure and assembly process control, which could effectively identify the possible machining quality problems and assembly accuracy problems in the assembly stage. lt can greatly reduce the problem of engine cylinder pulling caused by insufficient piston cooling.
Piston cooling nozzle; Engine parts; Assembly accuracy; Quality of processing
U464
A
1671-7988(2022)24-90-04
U464
A
1671-7988(2022)24-90-04
10.16638/j.cnki.1671-7988.2022.024.016
李江南(1987—),男,硕士,高级工程师,研究方向为内燃机设计,E-mail:lijiangn@weichai.com。
猜你喜欢
工程设计学报(2022年4期)2022-09-13
农业工程技术(2022年1期)2022-04-19
汽车维修与保养(2021年8期)2021-02-16
重型机械(2020年2期)2020-07-24
中北大学学报(自然科学版)(2020年1期)2020-03-17
中南大学学报(自然科学版)(2017年8期)2017-11-01
汽车维护与修理(2015年6期)2015-02-28
汽车维护与修理(2015年2期)2015-02-28
汽车维护与修理(2015年1期)2015-02-28
汽车与新动力(2014年5期)2014-02-27