
输电铁塔钢制件热浸镀厚锌工艺正交优化
2023-01-16 07:54王邦林廖兴利柯拥军陈钦烨李武俊马尚城卢承宏颜财敏邵凯湖白炳城谷长栋
电镀与涂饰 2022年24期
王邦林 *,廖兴利,柯拥军,陈钦烨,李武俊,马尚城,卢承宏, 颜财敏,邵凯湖,白炳城,谷长栋
(1.温州泰昌铁塔制造有限公司,浙江 温州 325013; 2.浙江大学材料科学与工程学院,浙江 杭州 310058)
输电铁塔作为输电线路的承重结构,是电力输送和安全运行的重要保障[1]。普通碳素结构钢Q235和低合金高强度钢Q345能够满足不同类型输电铁塔的力学性能要求,但这些材料的耐腐蚀性能差,若不进行表面防腐处理,很容易在短时间内就腐蚀失效。因此,材料表面防腐处理是输电铁塔安全服役的关键。热浸镀锌是目前应用最广、最经济有效的钢制件表面处理工艺,热浸镀锌层具有分布均匀、附着力强、耐蚀性好、使用寿命长等优点[2]。然而输电塔钢制件(尤其是塔脚)长期服役于野外恶劣环境中,镀锌工艺控制不当将会导致锌层出现大面积锈蚀和脱落[3-5]。影响热镀锌钢制件耐腐蚀性能的关键因素之一是镀锌层的厚度[6],现有的国家标准《输电线路铁塔制造技术条件》(GB/T 2694–2018)规定了不同厚度钢材对应的最低镀锌层厚度,其中厚度大于5 mm的镀件要求镀锌层的厚度大于86 μm。随着我国能源基建的输出,如在“一带一路”建设中一般都是依据Standard Specification for Zinc (Hot-dip Galvanized) Coatings on Iron and Steel Products(ASTM A123/A 123M-02)的规范,其中规定厚度大于6.4 mm的镀件的镀锌层厚度应不小于100 μm。因此,开发耐腐蚀性能优异的热浸镀厚锌工艺具有重大的现实意义。
根据镀锌层的生长动力学过程,镀锌层的厚度(δ)与施镀时间(t)的关系为δ = ktn(其中,k为生长速率常数,n为生长速率时间指数)[7],即镀锌层的厚度与施镀时间呈正比,但是随着施镀时间的延长,镀锌层的结合力逐渐变差。镀锌温度的升高能加快Fe–Zn反应的扩散,对镀锌层性能有着重要影响。此外,钢件镀前的烘干温度和烘干时间也会影响镀锌层的结合力。本文通过正交试验对钢制件的镀前烘干温度和时间、镀锌温度和时间进行优化,热浸镀得到厚度大于100 μm的厚锌层,为实际生产提供理论指导。
1 实验
1.1 热浸镀厚锌工艺
基体材料为100 mm × 100 mm × 8 mm的Q345钢板,镀锌在智能热镀锌流水线上完成,主要工艺流程为:酸洗除锈(盐酸18 g/L,HG高效环保型酸洗添加剂适量,室温,时间20 min)→水洗→溶剂助镀(氯化锌180 g/L,氯化铵230 g/L,温度60 °C,时间2 min)→烘干→热浸镀锌→冷却→钝化。
镀锌液由0号锌锭、高纯铝和锌镍中间合金配制而得,采用德国Bruker公司的S4 Pioneer型X射线荧光光谱仪测得镀液组成(以质量分数计)为:Al 0.0062%,Ni 0.0210%,Fe 0.0172%,Pb 0.0045%,Zn余量。
1.2 性能检测
取镀锌试样,用线切割机截取横截面,经镶样(防止镀锌层破坏)、打磨和抛光后,采用含4%(质量分数)硝酸的酒精溶液进行腐蚀,在Phenom Pro X扫描电镜(SEM)下观察镀锌层的截面形貌及其与基体的结合情况,并测量镀层厚度。采用SEM搭载的能谱仪(EDS)分析镀锌层的元素分布情况。
采用华银HVS-1000A数显显微硬度计测定镀锌层的显微硬度。测试面为经打磨抛光的热镀锌横截面,载荷200 g,加载时间15 s,每隔10 μm为1个取样点,以3次测量的结果作为梯度硬度的平均值和偏差。由于镀锌层的硬度直接影响耐磨性,因此每个试样取最高测定值来进行比较。
依据《人造气氛腐蚀试验 盐雾试验》(GB/T 10125–2012)进行中性盐雾试验。盐雾溶液为3.5% NaCl,pH为7.0。试样与水平面呈25°放置,每80 cm2的盐雾沉降量为1.2 mL/h,温度35 °C,时间96 h。试验完毕,依据《金属基体上金属和其他无机覆盖层 经腐蚀试验后的试样和试件的评级》(GB/T 6461–2002)进行RP/RA性能评级,RP指保护评级,RA指外观评级。
2 结果与讨论
2.1 正交试验方案
以热浸镀锌前的烘干温度、时间及镀锌温度、时间为因素,热镀锌层厚度、结合力和显微硬度为指标,采用L9(34)正交试验表对热镀锌工艺进行优化,以获得镀层组织结构和性能都较优的热浸镀厚锌工艺。具体方案见表1。
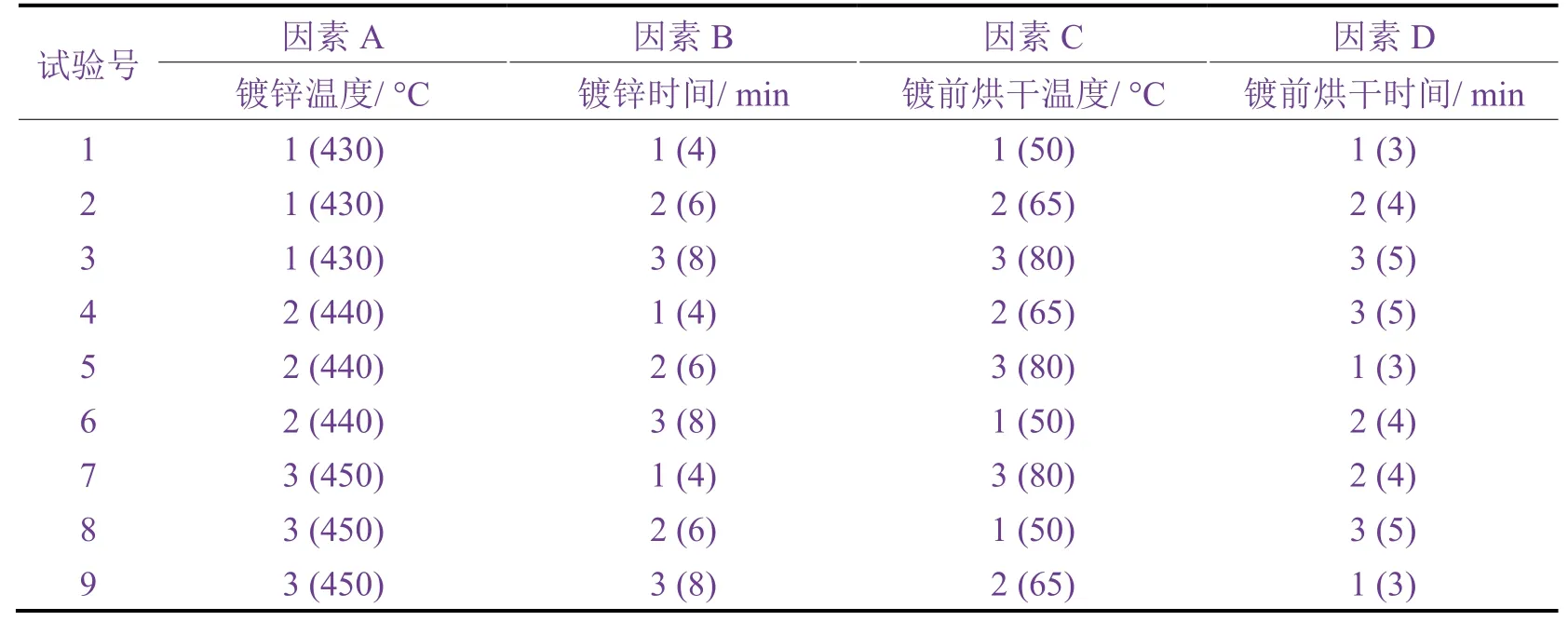
表1 正交试验因素和水平 Table 1 Levels of different factors for orthogonal test
2.2 正交试验结果
从图1可知,在不同工艺条件下获得的热浸镀锌层的形貌和厚度都不同。除了在A1B1C1D1条件下所得锌层(1#)与基体之间存在很大的缝隙,其余镀锌层与基体之间都结合紧密,表明所选热浸镀锌工艺基本上都能制得结合力合格的镀锌层。另外,A1B1C1D1和A3B1C3D2条件下所得的1#和7#镀锌层都存在贯穿至基底的微裂纹。
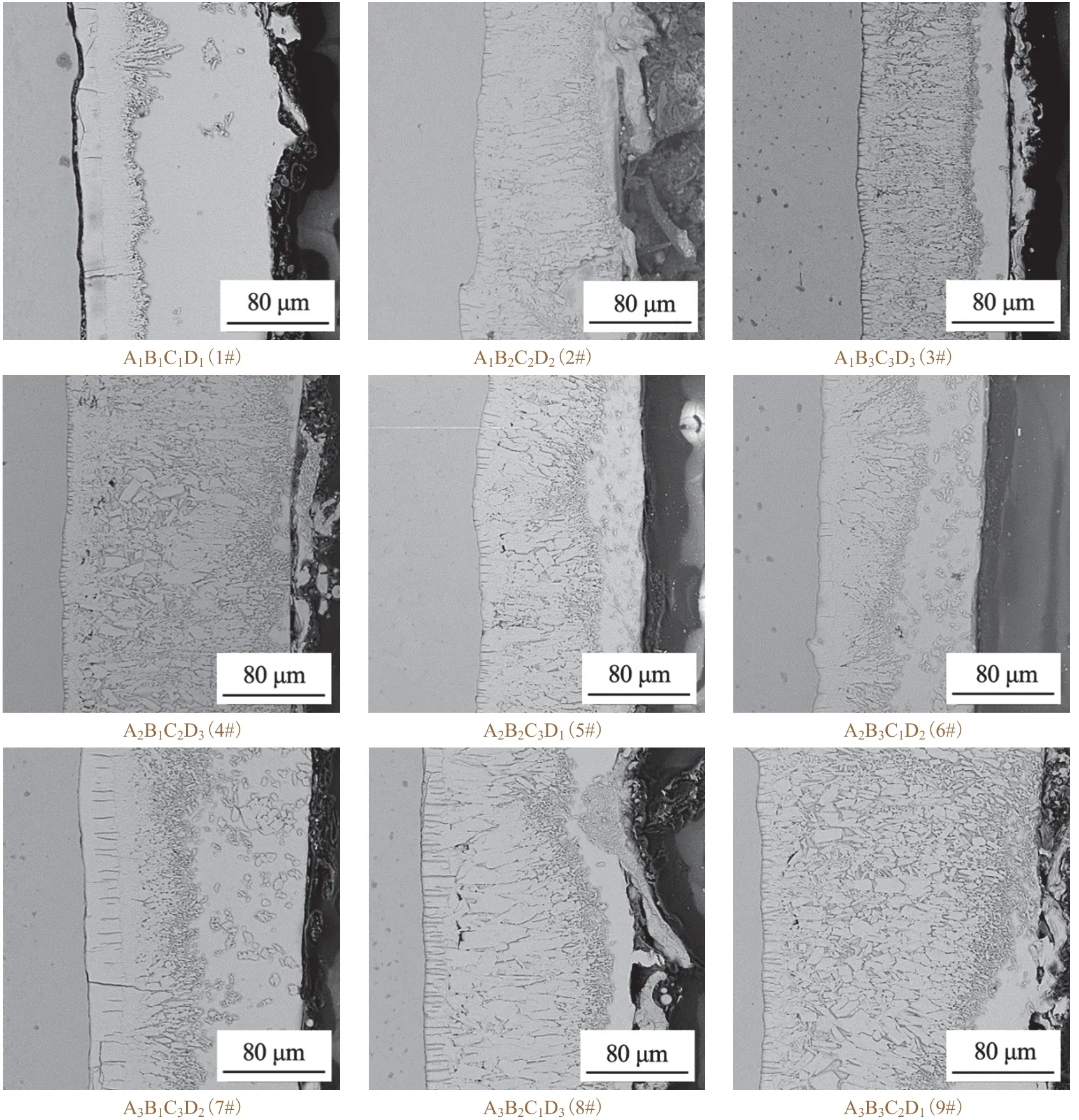
图1 不同工艺条件下所得热镀锌层的截面形貌 Figure 1 Cross-sectional morphologies of hot-dip zinc coatings obtained under different conditions
从图2可知,基体的显微硬度在170 ~ 180 HV之间。随镀层与基体界面距离的增大,显微硬度逐渐减小,镀锌层表层的显微硬度仅70 HV左右。表2示出了不同工艺条件下所得镀锌层的厚度和最高显微硬度。
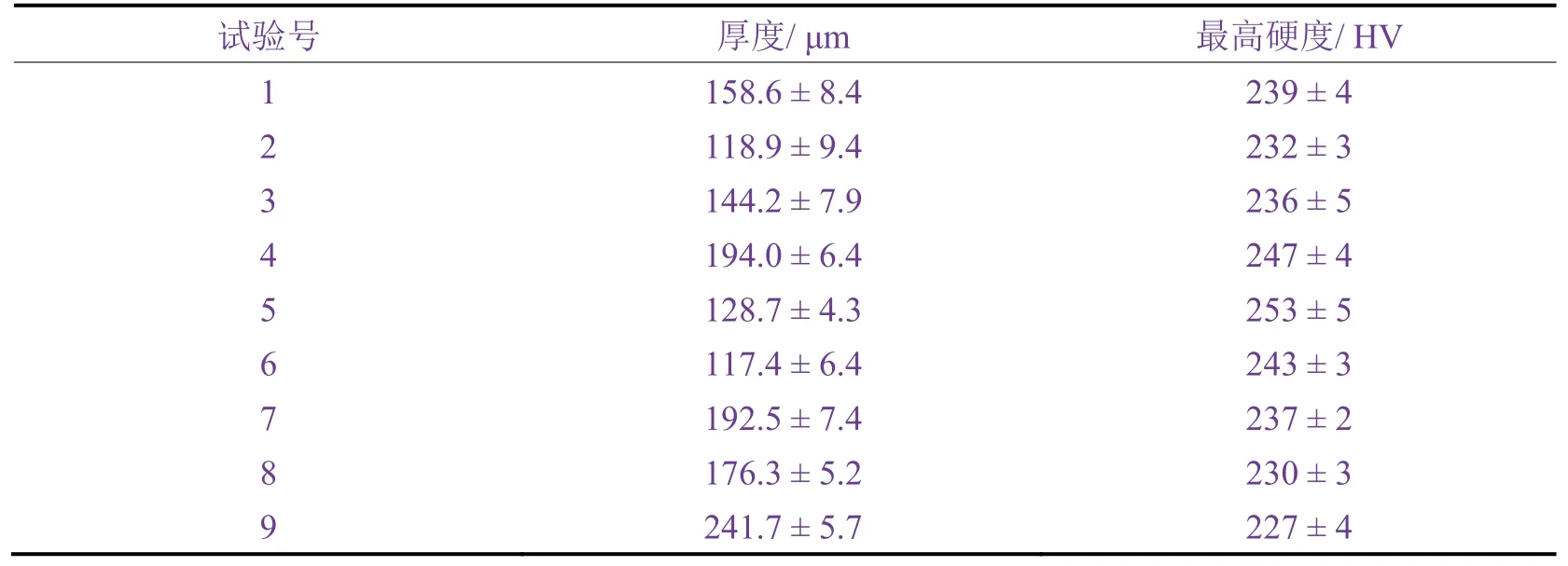
表2 不同工艺条件下所得热镀锌层的厚度和最高显微硬度 Table 2 Thickness and highest microhardness of hot-dip zinc coatings obtained under different conditions
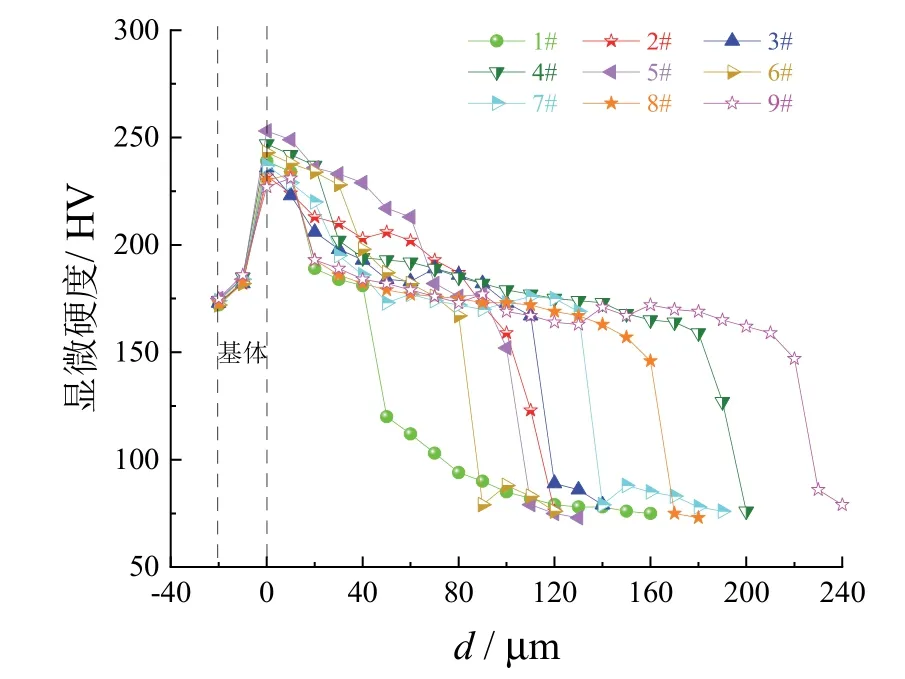
图2 不同工艺条件下所得热镀锌层的显微硬度 Figure 2 Microhardness of hot-dip zinc coatings obtained under different conditions
2.3 直观分析
从表3可知,从镀锌层厚度方面考虑,较佳工艺组合为A3B1C2D1。镀锌温度对镀层厚度的影响最大,其次是镀锌时间,镀前烘干温度和时间对厚度的影响相差不大。从镀锌层的最高显微硬度看,较佳工艺组合为A2B1C3D1,各因素对镀层最高显微硬度的影响顺序为:镀锌温度 > 镀前烘干温度 > 镀锌时间 > 镀前烘干时间。
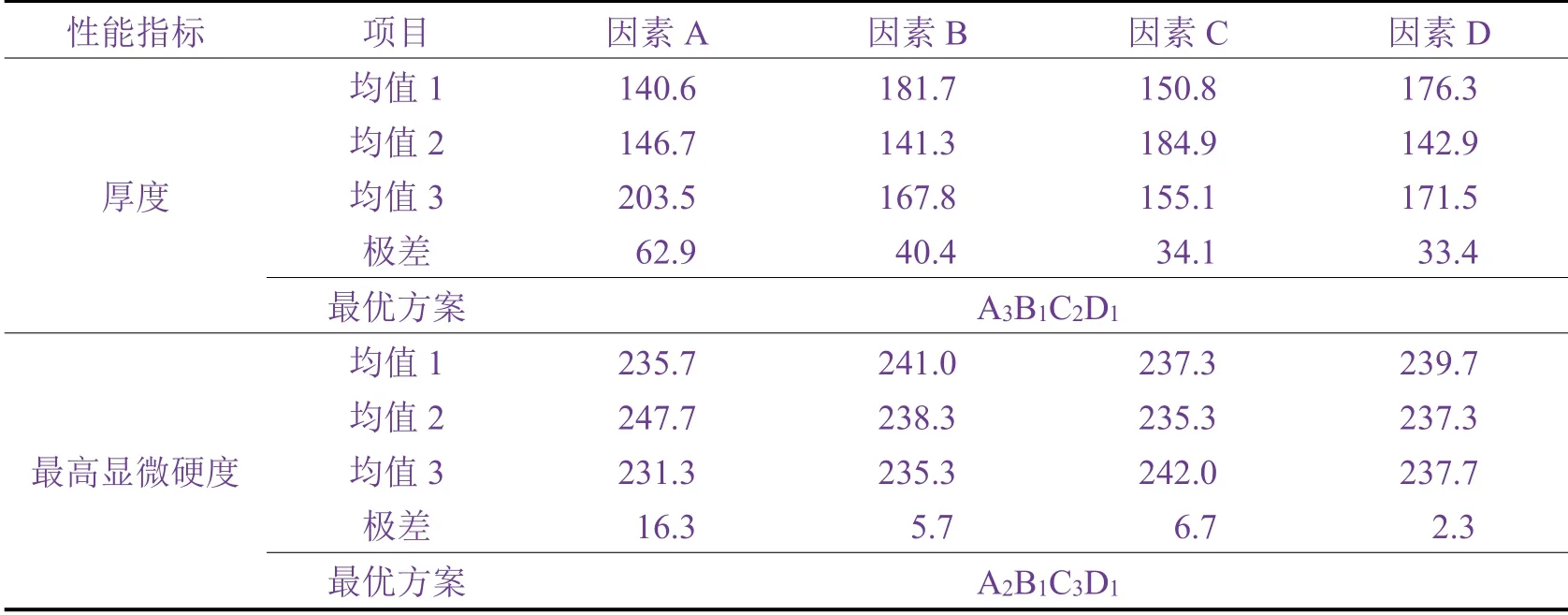
表3 镀锌层的厚度和最高显微硬度的直观分析 Table 3 Visual analysis for thickness and highest microhardness of hot-dip zinc coating
2.4 验证试验
分别在上述以镀锌层厚度和最高显微硬度为指标得出的较佳工艺条件(即A3B1C2D1和A2B1C3D1)下热镀锌,对所得镀层的截面进行线扫描分析。从图3可以看出,在A3B1C2D1和A2B1C3D1条件下所得的镀锌层都致密,无微裂纹存在,厚度分别为(234.5 ± 2.6) μm和(138.2 ± 2.2) μm,与基体表面紧密结合。根据Fe–Zn二元相图[8],从钢基体到镀锌层表面会依次形成α-Fe相层、Г相层、ζ相层和η-Zn相层。从图3的能谱分析结果可知,在A3B1C2D1条件下所得镀锌层中基本不存在η-Zn相层。此外,显微硬度测试结果显示,在A3B1C2D1和A2B1C3D1条件下所得镀锌层的最高显微硬度分别为(239 ± 4) HV和(263 ± 3) HV。两者的厚度和最高显微硬度均高于正交试验的9个组合。
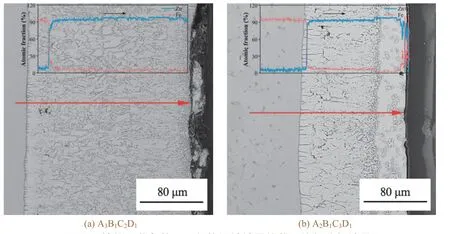
图3 较佳工艺条件下所得热浸镀锌层的截面线扫分析结果 Figure 3 Results of EDS line scan analysis at cross-sections of hot-dip zinc coatings obtained under the optimal conditions
热浸镀锌钢制件长期暴露在野外潮湿环境中,会受到强烈的腐蚀。针对这一工况,对两个较佳工艺条件下所得镀锌层进行了96 h中性盐雾试验。如图4所示,A3B1C2D1镀锌层50%以上的表面存在阳极性覆盖层的腐蚀产物,耐腐蚀性能等级为8/0C(“8”指缺陷面积超过表面0.1%,小于表面0.25%;“0C”指阳极性覆盖层发暗面积超过50%)。A2B1C3D1镀锌试样无明显缺陷和阳极性覆盖层的腐蚀产物,耐腐蚀性能评级为10/−vsB (“10/−”指无缺陷;“vs”指破坏程度非常轻;“B”指很难看见覆盖层腐蚀导致的发暗),表现出更好的耐腐蚀性能。

图4 较佳工艺条件下所得的热浸镀锌层在中性盐雾试验96 h后的状态 Figure 4 Appearances of hot-dip zinc coatings obtained under the optimal conditions after neutral salt spray test for 96 hours
综合以上两种验证试验,得到最佳工艺组合为A2B1C3D1,即:镀前烘干温度80 °C,镀前烘干时间3 min,镀锌温度440 °C,镀锌时间4 min。
3 结论
以镀锌层厚度和最高硬度为指标,通过正交试验对钢制件的热浸镀锌工艺进行优化,得到较佳的工艺条件为:镀前烘干温度80 °C,镀前烘干时间3 min,镀锌温度440 °C,镀锌时间4 min。在该条件下所得的镀锌层厚度达到138.2 μm,最高硬度为263 HV,耐腐蚀性能良好。
猜你喜欢
广州化工(2022年20期)2022-12-01
石材(2022年3期)2022-06-01
石材(2022年3期)2022-06-01
表面工程与再制造(2022年1期)2022-05-25
节能与环保(2022年3期)2022-04-26
表面工程与再制造(2019年3期)2019-09-18
重型机械(2019年3期)2019-08-27
中国材料进展(2019年5期)2019-07-20
中国高新技术企业(2015年21期)2015-07-13
中国高新技术企业(2015年20期)2015-06-01
