
电场辅助Ti-Si连接碳/碳复合材料
2023-01-17 07:16赵凤玲周镇涛
江苏理工学院学报 2022年6期
赵凤玲,周镇涛
(江苏理工学院 材料工程学院,江苏 常州 213001)
碳/碳(C/C)复合材料作为空天飞行器及其动力系统等高技术领域重要的战略材料,在耐高温和轻量化方面具有传统材料难以比拟的优势,如高比强度、高比模量、高导热、优异的高温力学性能、良好的摩擦磨损性能等[1-4]。但在实际应用时,C/C复合材料往往需要跟自身或其他材料进行连接,以满足不同场景的应用需求。
1 研究综述
根据应用条件不同,对C/C复合材料进行连接的方法也不同。(1)当C/C复合材料用作大飞机或高铁的刹车构件时,一般采用螺栓等进行机械连接,以实现刹车盘的组装。机械连接的优势在于装配(或拆卸)简单,方便模块化管理;缺点则在于孔洞的加工不可避免地破坏C/C复合材料的结构完整性,势必会对其性能造成一定损伤,使构件在服役过程中极易在孔洞附近产生应力集中,甚至萌生裂纹等缺陷,从而影响构件的使用寿命。(2)当C/C复合材料用作核反应堆中的高导热部件时,需要将其与金属热管如铜管[5-6]、不锈钢管[7]、钼管[8-9]等进行连接。一般采用钎焊方法,选择耐辐照的钎料,以合适的温度在真空条件下进行钎焊连接。钎焊的优势在于可实现大型复杂形状构件的连接,缺点则在于连接区域的耐热性和耐腐蚀性比较差。(3)当C/C复合材料用作高温热结构承载件时,要求接头具有较高的连接强度,且在高温条件下服役性能良好,一般采用扩散连接。通过中间层与母材之间的扩散反应生成具有高熔点的碳化物[10-15]、固溶体[8-9,15]等,在连接区域形成连续稳定的界面,从而实现C/C复合材料的可靠连接。
常规的反应扩散连接存在制备温度高、工艺周期长、反应层脆性大等缺点,采用电场辅助热压烧结技术制备Ti3SiC2连接层或含Ti3SiC2的碳化物连接层则有望解决该问题。一方面,电场辅助烧结技术可克服传统反应扩散连接技术的制备温度高和工艺周期长等缺点;另一方面,Ti3SiC2是一种典型的层状陶瓷,兼具陶瓷和金属的特性,如高模量[16]、高断裂韧性[16-17]、良好的抗热震性能[18]等,在1 000~1 200℃时表现出与金属类似的变形行为[19-20]。如果将Ti3SiC2设计用作C/C复合材料接头的连接层,则有助于提高接头的高温服役性能。
本文以Ti-Si为连接层,采用电场辅助热压烧结工艺对C/C复合材料进行原位连接,利用场发射扫描电镜(SEM)对接头连接区域的微观结构进行观察,利用X射线衍射仪(XRD)和X射线能谱仪(EDS)对反应产物的组成进行分析。同时,考核接头的连接强度,并对其失效过程进行分析。
2 实验与测试
2.1 实验材料
实验用C/C复合材料由西北工业大学碳/碳复合材料研究中心制备,是以天然气为碳源、氩气为稀释气和保护气,对2.5D针刺碳毡预制体进行热梯度化学气相渗透,再在2 000~2 500℃辅以石墨化处理而得,最终密度约为1.70 g/cm3。表1所示为实验用C/C复合材料的各项性能指标,其中:“⊥”表示测试加载方向垂直于碳毡预制体的纤维针刺方向,即z方向;“∥”表示测试加载方向平行于z方向。此外,将预制体中的纤维铺层平面定义为xy平面。为获得高连接强度的C/C复合材料接头,本文选择xz平面作为待连接表面。对C/C复合材料进行加工的方向说明如图1所示。连接层所用Si粉和Ti粉均来自天津富宇精细化工有限公司,纯度均为分析纯。实验过程中分别过300目筛,取筛下粉体备用。

表1 实验用C/C复合材料的各项性能指标[21-22]

图1 实验用C/C复合材料加工方向示意图
2.2 接头制备
利用电场辅助热压烧结设备(沈阳金研,JSPS-20)对C/C复合材料进行连接,设备工作原理图如图2所示。设备主要由加热系统、真空系统、冷却系统、液压系统等几部分组成。为了保证实验安全,采用小电压(0~5 V)、大电流(0~5 kA)的工作模式,利用电场辅助热压烧结。
预制接头的制备过程可参考文献[23]。将中间层粉料与无水乙醇以0.5 g∶2 ml的比例进行超声混合,配制成均匀的悬浊液;采用涂刷法将料浆均匀地涂覆于C/C复合材料待连接表面,以涂刷次数控制连接层的厚度,本实验涂刷次数为3次;然后,将两块待连接母材组装成“三明治结构”的预制接头装入石墨模具。采用“三高石墨”(高强度、高密度、高纯度)制作热压模具,将组合后的预制接头置于工作台(即下压头,如图2所示),以顶端加压的方式,全程加载20 MPa的压力,预制接头即可在电场、力场和温度场的耦合作用下实现连接。连接温度分别为1 350℃、1 400℃和1 450℃,保温时间为5 min,升降温速率均为100℃/min,真空度控制在1.0×10-2Pa以下。
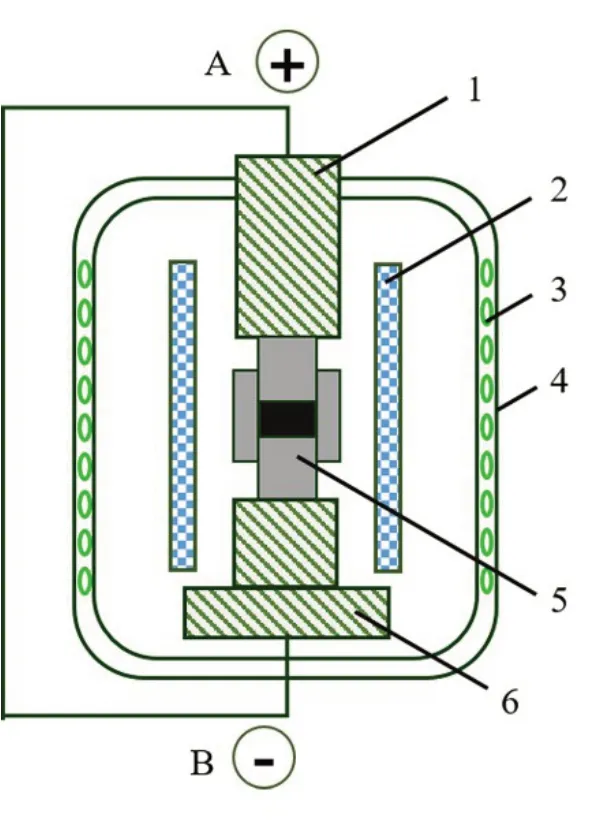
图2 电场辅助热压烧结设备工作原理图
2.3 测试方法
采 用X射 线 衍 射 仪(PANalytical,X’Pert POWDER)对中间层粉体和接头失效表面的物相组成进行分析;测试条件为Cu靶Kα射线,扫描范围为10~90°,扫描速度为0.3°/s。采用自制的压缩剪切模具,利用新三思万能试验机(CMT5304-30kN)对接头的力学性能进行测试,以剪切强度评估其连接性能。参考美国机械协会颁布的ASTM D905-08标准[24]执行测试过程,所测接头尺寸约为12×8×8 mm3,加载速度设为0.5 mm/min,每组测试5个以上试样。利用场发射电子扫描显微镜(SEM,德国蔡司,Sigma500)对接头的微观结构和失效特征进行分析。
3 结果与讨论
3.1 中间层材料的预处理
将Ti粉、Si粉球磨混合后进行熔炼,熔炼温度为1 450℃,时间为2 h。然后,将熔炼产物制成粉体,对其进行物相分析,分析结果如图3所示。熔炼后的粉体主要由TiSi2和Si两相组成,其中TiSi2的摩尔百分比约为20%。将熔炼后所得的混合粉体记作TiSi2+Si。
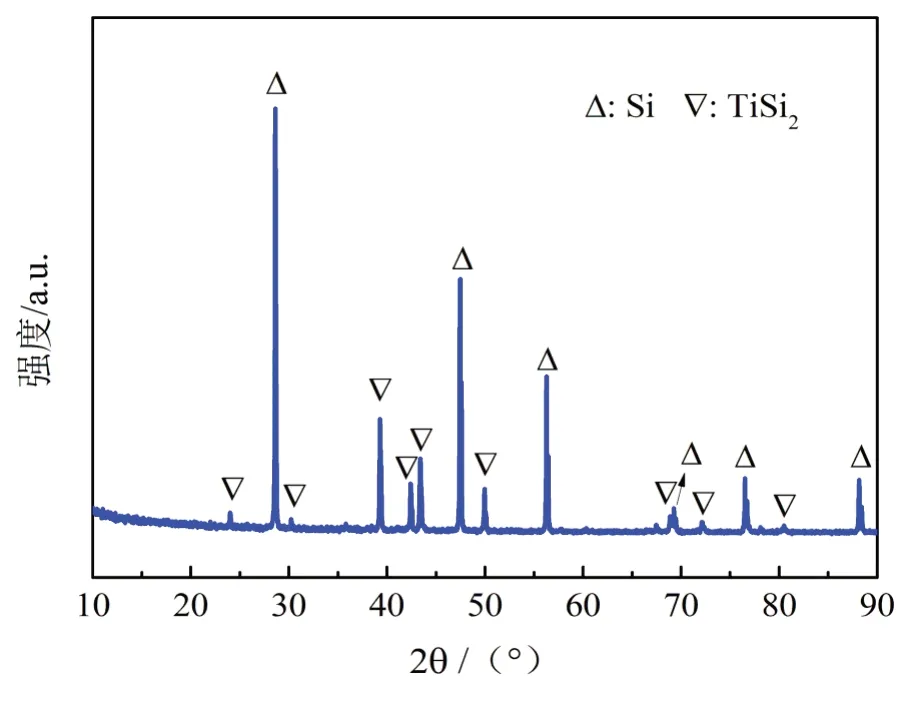
图3 TiSi2+Si粉体的X射线衍射分析结果
3.2 TiSi2+Si连接C/C复合材料
以TiSi2+Si为中间层,在1 400℃对C/C复合材料进行反应扩散连接,所得接头的微观结构如图4所示。在连接过程中,C/C复合材料母材与TiSi2+Si可能发生(1)~(3)的化学反应,生成TiC、SiC、Ti3SiC2等产物,实现原位反应扩散连接。
从接头的微观结构(图4)可以判断,连接效果并不理想。首先,界面附近存在大尺寸孔洞、裂纹等缺陷。孔洞的存在会降低中间层的致密度,影响其内聚力,进而影响接头的连接强度。大尺寸裂纹的存在,尤其是平行于母材/中间层界面方向的界面裂纹,在降低中间层内聚力的同时,还会减小接头的有效结合面积,从而削弱接头的连接性能。其次,界面裂纹几乎呈连续状态,这对连接也是极为不利的。总之,该条件下的接头尚未形成与母材界面结合良好的反应扩散层,而接头的连接机制以机械啮合为主,反应结合为辅。
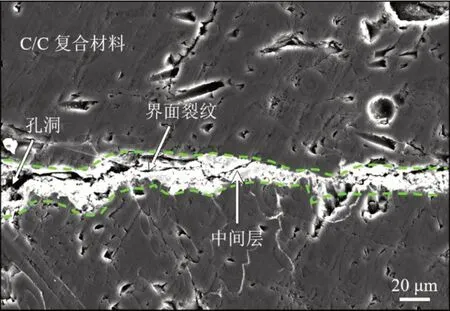
图4 TiSi2+Si连接C/C复合材料接头微观结构的SEM图片
3.3 TiSi2+Si+Ti连接C/C复合材料
3.3.1 接头的微观结构
为克服TiSi2+Si连接C/C复合材料时,未能形成与母材界面结合良好的扩散反应层的问题,将活性金属Ti引入TiSi2+Si。将Ti粉与TiSi2+Si粉混合均匀后,获得TiSi2+Si+Ti粉体,其中Ti与Si的原子比为3∶1。图5所示为不同连接温度下所得C/C复合材料接头的微观结构。1 350℃时,接头结构缺陷较多;如图5(a)所示,界面附近存在间隙、孔洞、裂纹等缺陷,且界面裂纹有连续的趋势,此时接头连接仍然以机械啮合为主、反应结合为辅。1 400℃时,连接区域依然存在界面间隙和界面裂纹,但反应层厚度明显提高,且与一侧的母材实现良好的界面结合;如图5(b)所示,接头连接呈现出不连续的特点,此时反应连接逐渐发挥作用。继续提高连接温度至1 450℃,所得接头的微观结构如图5(c)所示,连接区域未见明显缺陷;对其进一步放大,由图5(d)可见,中间层呈多相镶嵌分布的特点。此时,连接区域形成了完整的界面结合,且反应层厚度最小处达到10 μm,较大处可达到30 μm以上。
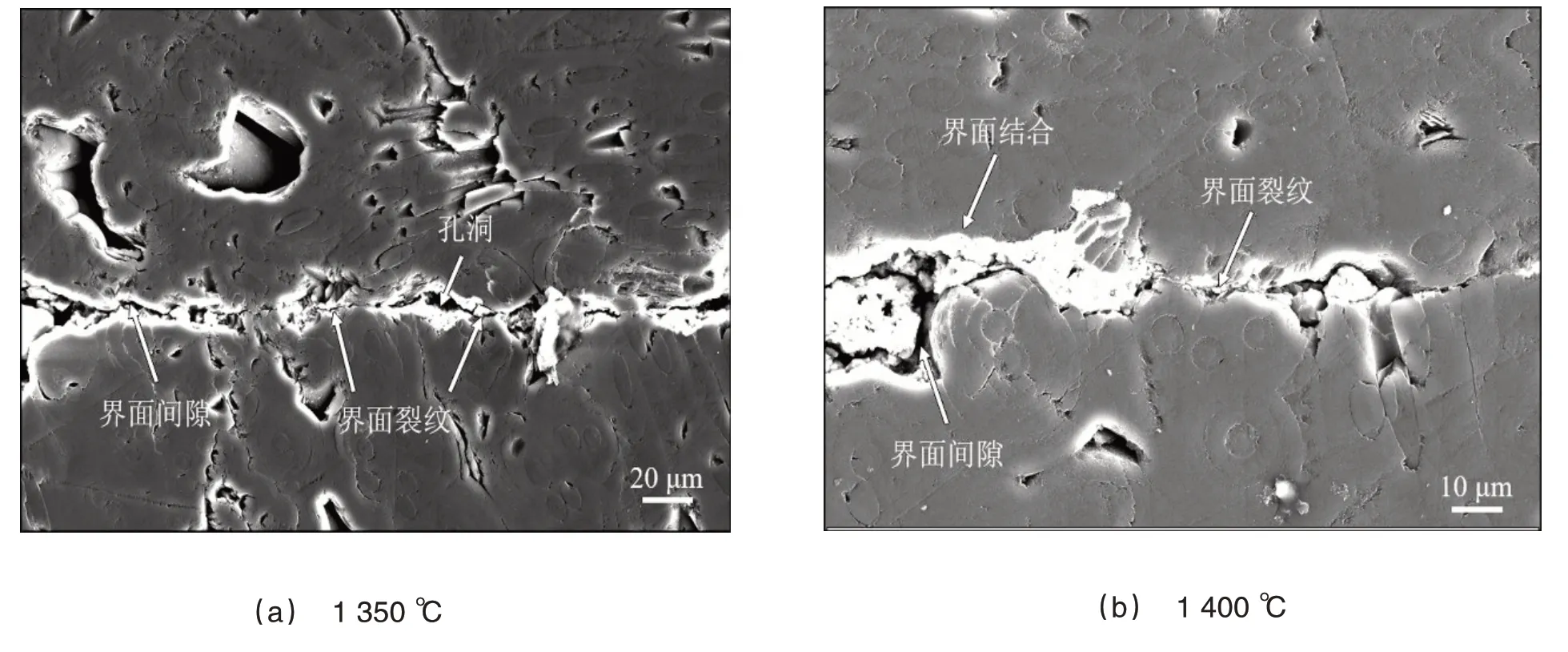
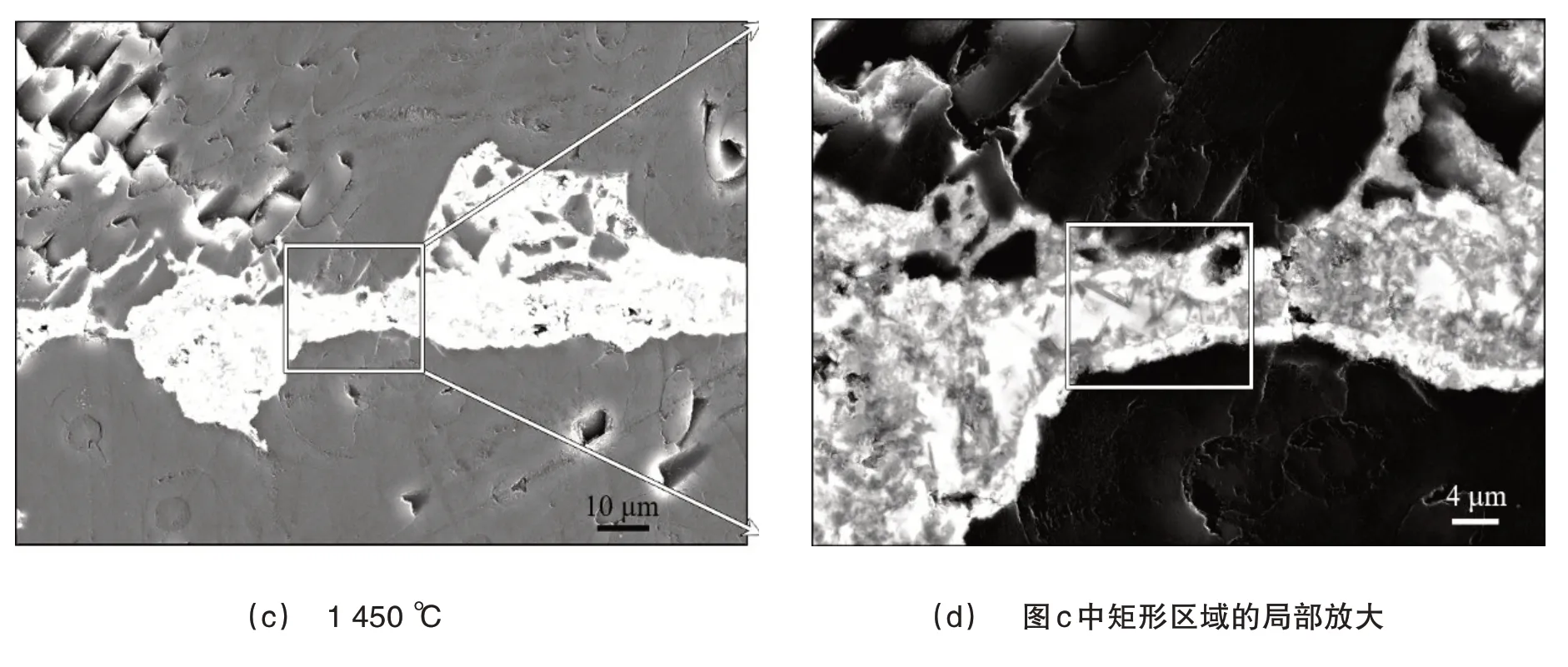
图5 不同温度连接接头微观结构的SEM图片
为探究中间层的组分,对连接区域进行局部放大,并进行元素线扫描分析和元素面扫描分析。如图6所示,为对图5(d)中矩形区域进行放大后的元素面扫描结果。可以看出,碳元素均匀地分布于整个扫描区域,而硅元素与钛元素在连接区域则呈零星分布。扫描结果一方面受各组分含量的影响,另一方面还受各元素相对原子质量的影响。因此,对连接区域进行元素面扫描仍然难以区分不同衬度的可能物相,需进一步对连接层中不同衬度的位置进行点扫描分析。
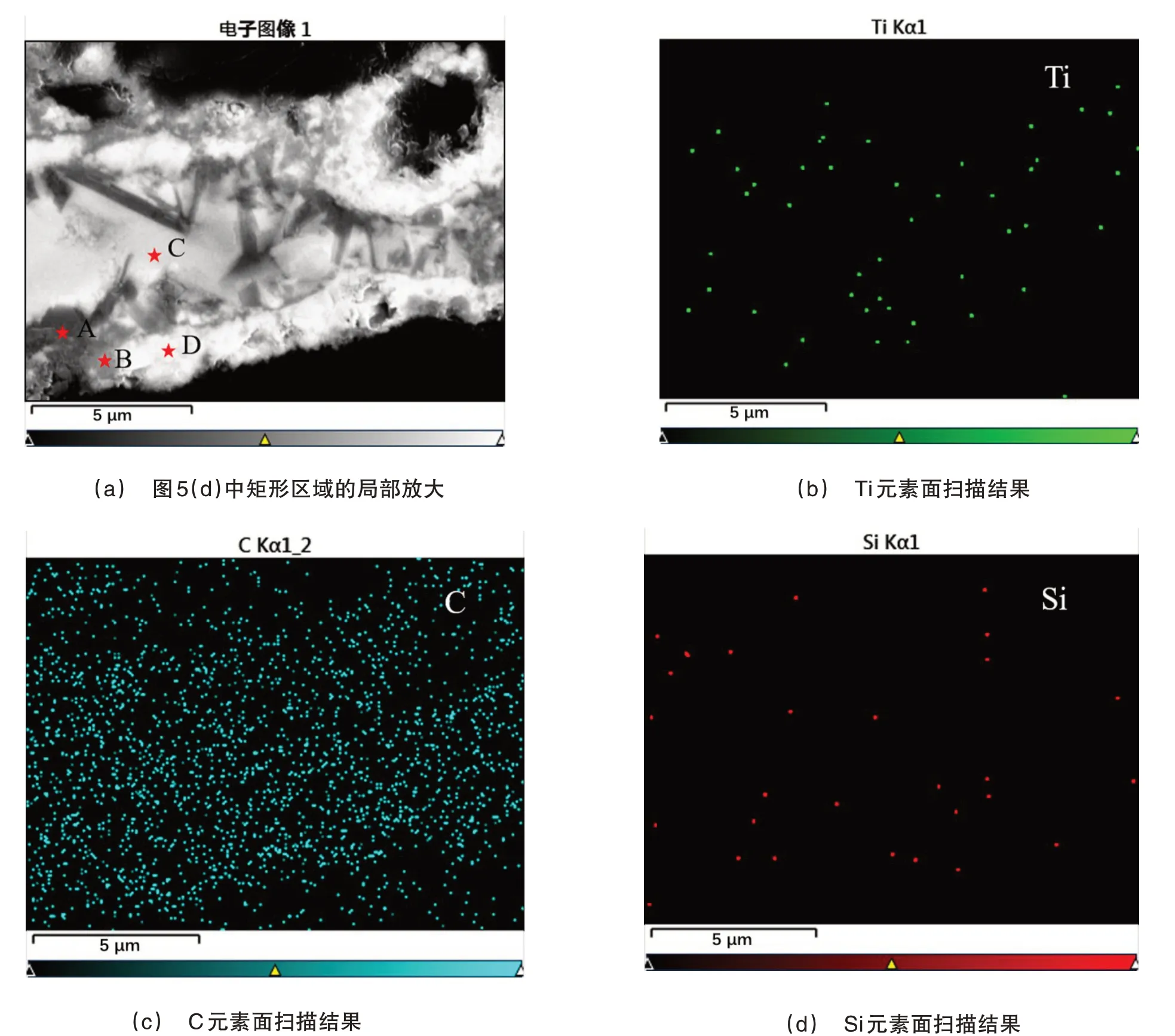
图6 图5(d)中矩形区域的元素面扫描结果
分别对图6(a)中的不同区域进行元素点扫描分析,结果如表2所示。根据结果推测,连接层中深色区域A的主要成分可能是SiC,并伴有少量的TiC或Ti3SiC2,甚至游离碳;而浅灰色区域B的主要成分依然是SiC,并伴有少量的TiC;对于灰色区域C,其主要成分推测是Ti3SiC2,并伴有少量的SiC;靠近C/C复合材料母材一侧的白色区域D,其主要成分推测是SiC和TiC,甚至有少量的Ti3SiC2。综上,在1 450℃以TiSi2+Si+Ti连接 的C/C复合材料接头,其中间层的主要成分可能为SiC、TiC和Ti3SiC2。

表2 图6(a)中各点的EDS扫描结果与可能的物相
3.3.2 接头的力学行为
图7(a)所示为不同连接温度所得接头在室温剪切测试过程中典型的载荷-位移曲线。1 350℃和1 400℃时接头的力学行为比较接近,所承受的最大载荷分别为1.25 kN和1.48 kN,接头在承载能力达到最大后发生脆性断裂,快速失效。而1 450℃所得接头的最大载荷为1.69 kN,在载荷逐渐增大的过程中,载荷-位移曲线发生偏折,出现图7(a)中矩形区域所示的“小凸台”。载荷-位移曲线发生偏折表明,接头内部已经产生小尺寸裂纹等缺陷,且裂纹开始扩展。但从图5(d)可见,中间层呈多组分镶嵌分布,因而这种结构可在一定程度上阻碍裂纹的快速扩展,使裂纹发生偏折,甚至停止扩展,宏观上表现为接头承载能力的提高。另一方面,“小凸台”的出现可能与连接层中Ti3SiC2的成分有关。中间层中Ti3SiC2的存在有助于提高接头的承载能力,并改善其脆性。如图7(a)中,1 450℃所得接头的载荷-位移曲线在出现“偏折”后载荷继续增加,最大载荷是“凸台”处载荷的1.2倍。

图7 连接温度对C/C复合材料接头室温剪切性能的影响
接头的剪切强度对照图如图7(b)所示,1 350℃时,剪切强度最小,为13.64(±1.52)MPa;1 450℃时,剪切强度最大,为19.35(±2.29)MPa;1 400℃时,剪切强度介于二者之间,为15.04(±1.75)MPa。结合接头的微观结构,当连接温度较低时,扩散反应范围有限,难以形成连续的、无缺陷、具有一定厚度的界面反应层,因此接头强度较低;而当温度达到1 450℃时,反应层厚度达到10~30 μm,且与C/C复合材料母材界面结合良好,因此接头强度得以明显提升,增幅达40%以上。
3.3.3 接头的失效分析
通过对C/C接头失效后的表面进行物相分析,可进一步印证对中间层组分的推测,并确定连接层的物相组成。图8所示为C/C复合材料剪切失效表面的X射线衍射分析结果:连接温度较低时,失效表面主要由C、SiC和TiC三相组成,其中C的衍射信号来自C/C复合材料母材,SiC和TiC的衍射信号来自中间层;连接温度较高时,在接头的失效表面检测到Ti3SiC2的存在。对1 450℃连接接头的剪切失效路径和失效表面分别进行SEM观察,如图9(a)所示,接头失效主要发生在C/C复合材料母材与连接层的界面处,失效裂纹沿界面扩展直至接头失效,表明界面依然是连接区域内相对较为薄弱的部位。而接头的失效表面则表现为裸露的母材上残留有部分陶瓷连接层,如图9(b)所示,进一步证实了接头失效是沿母材/中间层界面展开的。

图8 不同温度连接接头失效表面X射线衍射分析结果
图9 C/C复合材料接头的失效表征
图10所示为TiSi2+Si+Ti连接C/C复合材料接头在室温剪切失效过程中主裂纹扩展的示意图,接头失效主要发生在母材/中间层界面处,且沿界面方向延伸直至失效。
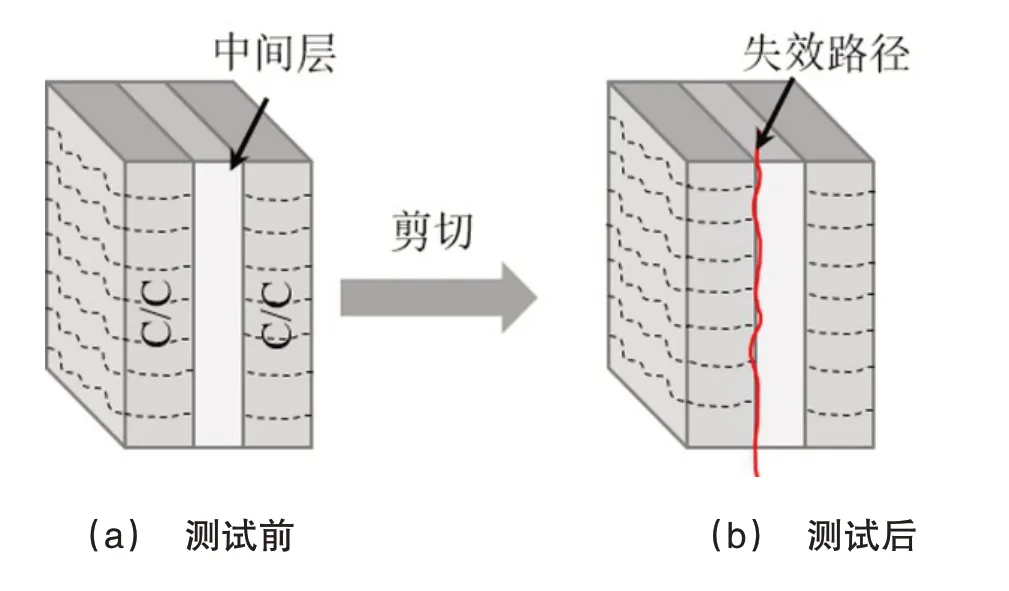
图10 C/C复合材料接头在剪切失效过程中主裂纹扩展示意图
4 结论与展望
连接温度较低(1 350℃和1 400℃)时,TiSi2+Si+Ti与C/C复合材料母材扩散反应不充分,碳化物的生成量有限,在连接区域难以形成连续的、界面结合良好的致密结合层;温度较高时(1 450℃),TiSi2+Si+Ti与C/C复 合 材料 母材扩散反应充分,可以形成致密的无明显缺陷的连接层,实现原位连接。但由于Ti-Si-C体系中,1 450℃条件下反应过于剧烈,往母材内部渗透反应较为明显,一定程度上损伤了母材的微观结构,导致出现界面结合良好但接头依然从界面处失效的结果。因此,后续工作可围绕C/C复合材料的表面改性展开,在保证与C/C复合材料母材结合良好的前提下,限制Ti-Si与C/C复合材料原位反应的剧烈程度和渗透深度,从而在保护母材结构免受损害、性能不被削弱的前提下,提高接头的连接质量。
猜你喜欢
大连交通大学学报(2022年1期)2022-02-19
航空制造技术(2020年11期)2020-07-01
中国特种设备安全(2018年2期)2018-03-14
制造技术与机床(2017年5期)2018-01-19
课程教育研究·新教师教学(2016年24期)2017-04-10
科技创新与应用(2016年36期)2017-02-21
诗选刊(2015年6期)2015-10-26
浙江人大(2014年8期)2014-03-20
浙江人大(2014年6期)2014-03-20
