
浅谈汽车覆盖件一模多件模具单侧生产方案
2023-02-07 08:34梁大力姚强赵飞曲政刘益成一汽大众汽车有限公司
锻造与冲压 2023年2期
文/梁大力,姚强,赵飞,曲政,刘益成·一汽-大众汽车有限公司
对于一套同时冲压出2 个或4 个冲压件产品的汽车覆盖件模具,在生产过程中由于废品率不同或其他的异常原因,往往由于冲压装载器具不平衡,导致批量生产数量降低或者难以组织继续批量生产。这时一般需要进行“单侧生产”(也称偏撇生产),在单侧生产过程中制件会容易出现缺陷,导致制件质量波动。为此,本文系统介绍了单侧生产时常用的几种解决问题的方案。
当前汽车覆盖件冲压模具中,对于具备空间条件的对称或投影面积相近的冲压件产品,往往设计为一模双件模具或一模四件模具。举例说明,像发罩内板和发罩外板被设计在一套模具中,简称发罩内外板一模双件,类似的还有后盖内外板一模双件、门外板一模双件、门内板一模双件等;一模四件模具像四个门外板被设计在一套模具中,四个窗框被设计在一套模具中等。
这种设计方式可以有效节省模具投资成本,提高冲压件生产效率。但是在实际生产过程中,由于一模双件或一模四件模具中每个零件的返修率、废品率不尽相同,装车过程中的各类情况也不尽相同,往往导致可用于生产的工位器具出现不对称的情况,长期积累易发生“偏撇”情况,这样就要求模具在正常生产一段时期后要进行必要的单侧生产(即单独生产一侧零件或一个零件),单侧生产的主要问题是偏载,由于偏载容易造成质量缺陷或设备、模具损伤。本文主要针对如何避免或减轻偏载问题进行几种解决方案的详细介绍。
拉延类模具
拉延平衡块调节
拉延平衡块(图1)外观与行程限制器相似,在拉延成形过程中的功能是决定性的,可以有效调节压边圈与凹模的间隙。通过局部地调节压边圈和凹模两者间的平衡块,可以使冲压成形过程中局部的压料力变小,或完全抵消,防止凹模及压边圈空压或被压实,进而起到保护模具的作用。单侧生产前需要确认平衡块全部着色,保证模具工作的稳定性。

图1 拉延平衡块
单侧生产前需要调整平衡块,通过在模具所有平衡块上加装垫片,在不影响模具一模多出及正常工作的前提下,增加模具上所有平衡块的高度,可以有效抵消单侧生产时产生的偏载力。因为很多模具的平衡块在生产中是不着色的,所以单侧生产制件时的表面质量会产生波动,需对所有平衡块适当增加垫片,保证单侧生产时模具的稳定性。
拉延压料面
在线生产过程中,随着连续生产数量的增加,模具温度升高,压料面与凹模的间隙会减小,这在单侧生产中更为明显,需要对压料面进行更加高标准的着色检查及研修,从而消除压料面硬点。
拉延筋槽
鉴于拉延深度及板料流动速度的不同,拉延圆筋在所有筋的形状中占了大多数,在调试需求中占有较大的比例。由于单侧生产模具偏载会导致筋槽局部位置间隙产生变化,所以需要对拉延筋高度及拉延槽R角大小进行相应的调整,避免在单侧生产过程中由于筋槽间隙的原因带来拉毛、缩颈、拉裂等问题,进而提高模具单侧连续生产的稳定性。
拉延下模油缸压力
可以通过调整设备对应位置油缸的压力抵消单侧生产时产生的偏载,参照以往油缸压力记录,掌握油缸压力调整范围及数值,将油缸压力调整到最佳状态,保证模具单侧工作的稳定性。
拉延凸凹模间隙
单侧生产需检查凸凹模间隙是否合理,如果间隙过小则制件会产生压痕,间隙过大则板料与模具不服贴会造成制件成形不充分,引起制件质量波动。故对着色要求的建议为:凸模中所有成形部位必须100%着色;凹模中所有凹模反凸部位必须100%着色。
压深标记与收料线
单侧生产需要对比样件压深标记与收料线情况,将单侧生产的拉延件与之前保留的拉延样件进行对比,根据压深标记与收料线尺寸差异对拉延模具进行调整。
冲裁、翻边、整形类模具
平衡块
单侧生产前检查平衡块磨损及着色情况:对平衡块调整时需要均匀加垫,单独加垫不可以超过0.20mm,对磨损严重的平衡块需要及时更换,并且找出平衡块的磨损原因,从根本上解决问题。
压料板着色
单侧生产前检查凸模压料板着色情况:为了避免单侧生产时的制件质量波动,需要进一步提高压料板着色。冲裁、翻边、整形工序涉及的一些烧焊会导致压料板着色不均匀,这些是为了提高制件质量对拉延缺陷的一种补偿,在确认各部分导向、限制器都没有问题的情况下,可以有针对性地进行精研,切不可以盲目地为了提高压料板着色,或者解决制件着色硬点进行大面积研修。
上气垫压力
单侧生产过程中针对制件缺陷,也可以调整上气垫压力。上气垫压力的调整是对冲裁、翻边、整形模具调整的常规手段,也是最有效的和最快捷的方法。但在单侧生产结束后应及时恢复相关参数,并做好记录与注明调整原因,方便日后的单侧生产时进行参考。
所有模具的共性问题
压机参数
单侧生产时,需要对设备参数进行重新确认,尤其是压机四角的压力。因为冲压后制件都有不同程度的塑性变形,从而得到一定强度和刚性的制件,使制件得到充分的塑性变形可以消除暗坑、波浪等缺陷;反之塑性变形没有到达制件变薄3%以上,拉应力消除后就会出现制件大面积回弹,制件表面会出现暗坑、波浪等缺陷。任何成形制件都会有不同程度的回弹量,因此回弹是不可能避免的。只有使回弹后的制件形状在公差范围以内,才可以保证单侧生产时的制件质量稳定。
导向
单侧生产前需要检查导向间隙,包括压料板导向间隙。导向是直接控制整个模具精度的元件,随着长时间的工作会加剧导向的磨损,导向精度就会随之降低,导致各工作部分间隙的改变。对导向间隙进行着色及塞尺检查,如果超出精度要求要及时调整或更换。尤其是对于单侧生产了一段时间的模具,经过长时间的偏载工作,导向间隙会存在或多或少的变化,当导向间隙大于其他工作部件间隙后会直接影响制件质量。
定位
单侧生产前,检查定位精度。定位是控制制件投放在模具中位置精度的,如果定位位置不对或不精准,会改变拉延模具正常的进料速度与收料线的长度,使制件产生压痕、暗坑等缺陷。需要提前对定位的工作情况进行检查,在必要时进行合理调整。
放件位置
单侧生产前,检查制件放在模具上的位置是否服贴。由于制件在经过冲裁、翻边、整形工序后,制件内部的应力会得到释放或产生新的应力,使制件产生回弹变形,造成制件与凸模的不服贴。可以通过加装吸盘装置,通过吸附作用使制件与凸模服贴。
回程带件
单侧生产时,观察是否有带件情况。模具工作过程中由于压机回程速度很快,上模压料板形成真空导致制件被带起,在回落到凸模上后不能保证最初的正确位置,使制件在放入下一道工序时位置不固定,导致制件质量产生波动,解决方法为在压料板上加工排气孔防止形成真空,或者压料板加装顶料销起到退料作用。
取件卡顿
单侧生产时,观察机械手取件过程中是否有卡顿情况。由于制件与凸模的包裹性,导致机械手取件时产生卡顿现象,严重时导致掉件。解决方法:⑴可以改变机械手取件角度,先抬起一侧防止在凸模内产生真空。⑵在凸模非工作区加工排气孔。
降节拍生产
降低模具的生产节拍,例如由每分钟15 次改为每分钟8 次。从模具角度看,降低模具工作速度可以有效减少模具工作时产生的冲击力,保护在模具的单侧生产时不受损坏,也可以降低单侧生产时产生的偏载力。从机械传输角度看,由于单侧生产时机械手取放件过程中单侧受力,导致高速运行时投放不准确,从而制件质量产生波动,降节拍生产可以增加机械手运行的平稳性,消除高速单侧生产时制件的质量波动。
针对长期批量偏载生产模具的改造
案例:行李厢后盖内外板改造
将工艺件安装在下模上,抵消模具在单侧生产过程中的偏载力。首先,需要将模具所用的工艺件参与工作的位置进行空开处理,修冲模具所用的工艺件需要去除制件上的修边线,防止修边冲孔时产生二次切造成模具刃口损坏。其次,翻边模具需要将工艺件翻线位置去掉,防止翻边镶块产生拉毛。再次,在下模凸模非工作位置进行钻孔,攻丝用来固定工艺件,在上模需要加工螺钉躲避空开位置,单侧生产前将工艺件紧固在下模上,生产结束后将工艺件取出。行李厢后盖内外板模具改造包括以下三部分。
⑴制作工艺件,将制件所有工作位置均匀去掉5mm(图2)。
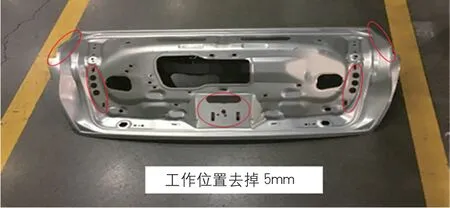
图2 工艺件
⑵确认上模空开位置进行钻孔(图3)及攻丝(图4)。

图3 钻孔

图4 攻丝
⑶单侧生产前紧固好工艺件(图5)。
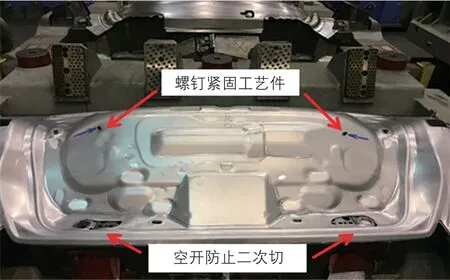
图5 工艺件固定
关于工艺件的使用有如下注意事项:
1)对现有模具改进前,需要论证模具安装工艺件的可行性。
2)需要制定模具更改方案,制定模具更改周期。
3)首次安装工艺件需要大线调试,更改压机及机械手参数,防止工艺件被机械手抓取时变形。
4)防止单侧生产时模具损伤,提高制件质量稳定性,可以尝试降速生产。
5)单侧生产结束,将工艺件取出后,为了可重复使用需要妥善保管,防止变形。
6)单侧生产模具的转线生产时,由于压机精度差异,同样需要进行调试,防止模具损伤,消除隐患。
7)单侧生产外表面件时会有表面质量差异,与质保重新制作适用于单侧生产的极限样件,并保留好以便进行参照。
8)如果单侧生产件质量不稳定,可以考虑发备件。
9)模具一年只生产单侧件一次或两次,尽量集中生产,减少停台工艺损失。
结束语
单侧生产在实际生产过程中非常普遍,部分模具可以不做调整,或者改进后直接生产。但需要注意控制生产节拍,速度不宜过快。并且注意单侧生产数量,不可以在未采取任何措施的情况下长期单侧生产,避免由于长期单侧生产导致对模具导向间隙及相关工作部位的异常磨损甚至损坏。
对无法单侧生产的模具,需要积极组织相关部门进行研讨,找出解决方案,例如:对于机械手取件位置、放件位置、压机曲线等进行优化,对单侧生产制件质量重新评估,确定单侧生产极限样件等等,从而实现模具单侧生产。
另外,一定要避免为了弥补冲压件装载器具不平衡,在模具双出或多出生产后将多余产品强制报废,坚决杜绝浪费现象的发生。
猜你喜欢
锻压装备与制造技术(2022年2期)2022-05-11
模具制造(2022年1期)2022-02-23
模具制造(2021年10期)2021-11-20
模具制造(2021年8期)2021-10-20
模具技术(2021年5期)2021-10-13
模具工业(2021年2期)2021-03-18
探索科学(学术版)(2020年7期)2021-01-13
模具制造(2020年12期)2020-02-06
制造技术与机床(2019年6期)2019-06-25
机械研究与应用(2018年3期)2018-07-11
