Q690qE钢焊接性能与热矫直性能研究
2023-02-10 02:53闫旭强吴君明
现代交通与冶金材料 2023年1期
闫旭强, 范 益, 刘 涛, 田 浩, 吴君明
(南京钢铁股份有限公司新材料研究院,江苏 南京 210035)
引 言
国内外高性能桥梁钢的开发与应用,始终围绕着现代桥梁对高通量、安全性、耐久性及环境协调性的技术要求和发展方向。为此,以美国、日本为先进代表,国外已开发和应用了系列化的高性能专用桥梁钢。美国自1964年率先采用含Cr,Ni和Cu耐大气腐蚀合金元素的Corten钢(如Corten A, Corten B, ASTM A588),建造免涂装耐候钢(Uncoated Weathering Steel)桥;20世纪70年代将耐候钢345w和485w纳入ASTM A709标准;自20世纪90年代在345w / 485w的基础上,降低C含量和碳当量、增加Ni、提高耐大气腐蚀I指数,采用Nb-V微合金化TMCP技术,开发和应用了可焊性及耐候性更好的高性能钢HPS 345w / 485w / 690w。目前美国已累积建造UWS桥2万多座,其中采用高性能钢建造UWS近1千座,具有综合成本降低、高效绿色环保的优势,已形成了系统完备的UWS桥设计、选材、焊接制造、施工安排、养护管理成套技术。日本尤其重视系列化高性能桥梁钢的开发及应用,如免焊前预热易焊耐候系列SMA490W-EX ~ SMA570WEX和耐大热输入耐候系列SM490W-EG ~ SM570W-EG、高盐环境高Ni耐候系列SMA400WMOD ~ SMA570W-MOD、高性能高强耐候系列BHS500W ~ BHS700W。
随着国家经济的快速发展和内需拉动,基础建设投资大量增加,尤其是随着“一带一路”和“八横八纵”高铁战略的实施,铁路和公路里程逐年增长,大跨度、多车道、重载荷桥梁工程也明显增多,如今桥梁用钢正朝着高强、高韧、高耐候、低屈强比及易焊接性的方向发展,因此强度超过500MPa的高强度桥梁钢亟需研发应用。Q690qE钢采用低碳多元微合金化成分设计,将碳当量和焊接冷裂纹敏感性指数控制在较低,以保证钢的焊接性同时必须添加适量的Cu,Cr和Ni 等耐候性元素以保证钢的耐候性[1-3]。在桥梁钢应用过程中,需要进行热矫直,因此本文针对Q690qE进行焊接性和热矫直试验研究,综合评价其力使用性能。
1 试验材料及方法
1.1 试验材料
本试验材料为16,32,50 mm的Q690qE钢,其化学成分如表1所示,显微组织如图1所示,组织以贝氏体为主。力学性能如表2所示。Cu元素是钢中有效提高耐候性的元素之一,当钢中添加适量Cu元素后,产生的锈层更加致密,同时锈层中α-FeOOH含量增加,阻止腐蚀介质穿过锈层持续腐蚀钢材,提升锈层的保护性。在母材中添加适量Si元素,可以提升焊接熔池流动性,有利于熔池中杂质上浮,提升焊接冶金质量,但是Si元素会是粗晶热影响区晶粒粗大,恶化焊接接头力学性能,因此,在实验钢中同步添加适量Nb元素,利用Nb(C,N)的钉扎奥氏体作用,抑制粗晶区晶粒长大[4]。

表1 试验钢化学成分/%
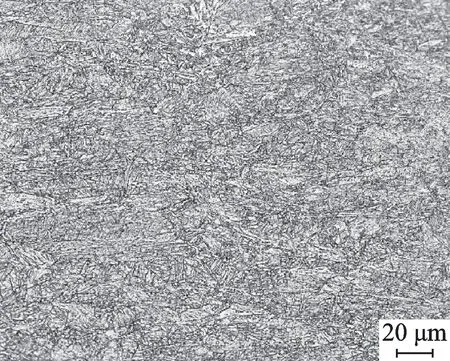
图1 Q690qE钢金相组织

表2 试验钢力学性能
1.2 试验方法
1.2.1 热矫直试验
根据试板厚度、材料类型、交货状态,选择合适的加热参数。热矫形温度分别按650,700,750 ℃控制[5]。开始加热时,用测温仪测试温度。在加热过程中,应持续测温,以确保加热温度的准确性,测温时测定焊炬离开焰道一瞬间的钢板表面温度,温度测试应在1 s内完成。加热后,试板在空气中自然冷却。需要重复加热的试板,加热应在冷却到80 ℃以下的原始焰道上进行。一般情况下,同一部位重复加热次数不得超过3次。
1.2.2 斜Y型坡口焊接裂纹试验
通过斜Y坡口焊接裂纹试验(小铁研试验),测定不同预热温度条件下三种典型厚度规格Q690qE裂纹情况,试验温度为室温(18 ℃),50,80 ℃,评价焊接冷裂纹敏感性,确定合适的焊接预热温度。
1.2.3 焊接性试验
根据焊接接头形式及板厚,确定以气保焊和埋弧焊两种焊接方法进行Q690qE焊接工艺评定,板厚分别为16, 32和50 mm。气保焊的热输入为14~16 kJ/cm,埋弧焊的热输入为23~28 kJ/cm,层间温度不低于150 ℃[6-7]。
2 试验结果与分析
2.1 Q690qE钢热矫直性能分析
经火工矫正试验后试板应取样进行性能测试。测试项目及试样数量按表3规定。拉伸试验按GB/T 228进行,计算试样截面积时,其厚度取火工前钢板的实测厚度;焰道横向拉伸应注明断裂位置。弯曲试验按GB/T 232进行,压头弯心直径和弯曲角度与试验用钢板的技术要求一致,试样受拉面为试板加热面。冲击试验按GB/T 229进行,试验温度与试验用钢板的技术要求一致。若性能测试结果未达到技术要求,应重新取样进行复验。对32 mm厚Q690qE火工试板(750 ℃)进行显微组织观察,焰带(上表)、上1/4、心部、下1/4和下表显微组织如图2所示。其力学性能如表3所示。

表3 热矫直后力学性能

图2 32 mm厚Q690qE火工试板焰带(上表)、上1/4、心部、下1/4及下表显微组织
根据超高强低屈强比Q690qE热矫直性能测试结果,在650,700、,750 ℃火工试验温度下,三种典型厚度规格试板屈服强度维持稳定,焰带冲击韧性优良(≥120 J),其中:16 mm和32 mm厚试板抗拉强度略有折减,折减量分别约为40 MPa和10 MPa,50 mm厚试板抗拉强度变化不明显,结合桥梁工程实际情况,Q690qE钢热矫直温度可达750 ℃[7]。由于火工试验温度较高(达750 ℃),钢中C原子固溶强化效果减弱,同时组织的粗化、位错密度的下降及M /A 岛的分解均导致试板强度的下降,由于火工试验焰带热影响深度仅约4 mm,因此对厚规格试板的抗拉强度折减影响较小;试板屈服强度维持稳定主要是与火工过程中第二相粒子的析出强化作用有关,同时抗拉强度不同程度的折减,屈强比因此而提高;由于焰带处晶粒尺寸增大,同时原始贝氏体组织中硬相M /A 岛在高温下不稳定发生分解,以粗大块状渗碳体团的形态存在,该块状组织中的高应力集中促进裂纹的形成和断裂,同时该类组织多分布于晶界处削弱晶界,诱导晶间断裂,不利于钢的塑性。
2.2 斜Y型坡口焊接裂纹试验分析
根据国际焊接学会推荐的碳当量计算公式:

可知,试验用16 mm和32 mm钢板碳当量为0.51,试验用50 mm钢板碳当量为0.53。
在完成试验焊缝48 h以后,检查焊缝表面,没有发现裂纹。然后解剖和磨制断面,采用体式显微镜进行裂纹统计690qE小铁研试验结果如表4所示。试样及室温下50 mm厚板断面裂纹情况如图3所示。

表4 两轮Q690qE小铁研试验结果

图3 室温下50 mm厚板断面裂纹
由于板厚效应的存在,不同厚度规格钢板具有不同的焊接预热温度,根据小铁研试验结果可以确定,当环境温度不低于18 ℃、环境湿度不大于80%时,Q690qE钢板防止焊接冷裂纹产生的焊前预热制度为:
(1)板厚≤32 mm:不预热;
(2)板厚>32 mm:预热温度50 ℃。
2.3 焊接性分析
2.3.1 焊接接头拉伸试验
由试验结果表5可知不同焊接方式接头拉伸强度为793~895 MPa之间,满足使用要求。2.3.2 焊接接头弯曲冲击试验

表5 不同焊接方式接头拉伸强度
由试验结果表6可知,不同焊接方式接头弯曲性能合格,-40 ℃冲击焊缝和热影响区冲击功均高于47 J,性能良好,满足使用要求

表6 不同焊接方式接头弯曲和冲击性能
3 结 论
(1) Q690qE桥梁钢可承受较高的热矫温度(可达750 ℃),强度折减较小,且焰带冲击韧性优良。
(2) 典型规格16, 32 mm Q690qE钢可以进行免预热焊接,50 mm预热温度50 ℃可以避免裂纹产生。
(3) 不同规格Q690qE钢使用埋弧焊接和气体保护焊接,焊接接头力学性能良好,满足使用要求。
猜你喜欢
材料科学与工程学报(2022年4期)2022-08-25
含能材料(2022年4期)2022-04-16
理化检验(物理分册)(2022年3期)2022-03-31
火工品(2020年1期)2020-11-28
压力容器(2019年1期)2019-03-05
四川冶金(2019年5期)2019-02-18
山东冶金(2018年6期)2019-01-28
航天返回与遥感(2017年6期)2018-01-25
焊接(2015年2期)2015-07-18
上海金属(2014年6期)2014-12-20