白酒企业不锈钢大型贮罐的清洁化生产技术研究
2023-02-16 08:07范润泽郭玉鑫牛家棒陈相国伏金生杜霞梁贾太利
酿酒科技 2023年1期
范润泽,郭玉鑫,牛家棒,陈相国,伏金生,杜霞梁,贾太利
(普瑞特机械制造股份有限公司,山东泰安 271099)
技术进步是发展双碳经济的重要环节,推动白酒企业高质量发展是酒行业发展的重要方向,朝着智能化、绿色化、生态化、安全化、数据化发展是每个从业者的责任。普瑞特公司一直秉承追求完美,致力服务(查找不完美,以求完美;改正不完美,达到完美;真心去做,真诚向上)的精神,致力于以完美的技术服务酒企,为此,总结以下白酒厂不锈钢大型贮罐制作过程中的焊接要点。
随着名优酒企产能的扩大,特别是贮老酒、做好酒的理念发展,为了节省土地资源,降低造价,提高酒质的稳定性,确保生产酒的品质安全,各家白酒企业对大型贮罐的需求越发迫切。因此,把握大型贮罐的制作焊接质量,提高贮罐运作过程中的两个安全(生产过程的安全,生产酒的安全)越发重要。本文从设计、焊接选材和焊接施工三个方面对白酒厂不锈钢大型贮罐清洁化生产进行阐述,重点概述酒厂大型贮罐的清洁化焊接实践。
1 大型贮罐的设计
大型贮罐按NB/T 47003.1—2009《钢制焊接常压容器》、GB 50341—2014《立式圆筒形钢制焊接油罐设计规范》和GB 50128—2014《立式圆筒形焊接油罐施工及验收规范》等标准进行设计、制造、检验和验收,为保证所贮存的白酒不被杂菌、重金属、塑化剂等污染,还要遵守QB/T 2681—2014《食品工业用不锈钢薄壁容器》行业标准规定,以保证生产过程中易清洗、满足清洁化生产需要,符合食品安全卫生需要。
设计时要充分考虑制作质量和实用安全,设计强度上要充分考虑风荷载和地震载荷等要素,北方地区如果是露天贮罐也要考虑雪载荷,要遵循国家消防标准要求;从实践中我们总结出规律,万吨(单位)以上酒库以半敞开式酒库为宜,贮罐容积以1000 m3为最佳性价比(以土地费用、土建造价、消防安全、钢材、制作费用综合效益比)。
2 大型贮罐的设计选材
当前大型贮罐材质普遍选用的是304 不锈钢板材,有的酱酒厂家也会选用耐蚀性能更好的321不锈钢板材(其化学成分见表1,力学性能见表2)。从生产实践看,特别是清洁生产上用冷轧板更好,但造价偏高,所以一般酒厂制作500 m3以上贮罐时,普通选用热轨板。当前随着技术的发展,也可考虑选用油磨拉丝板。
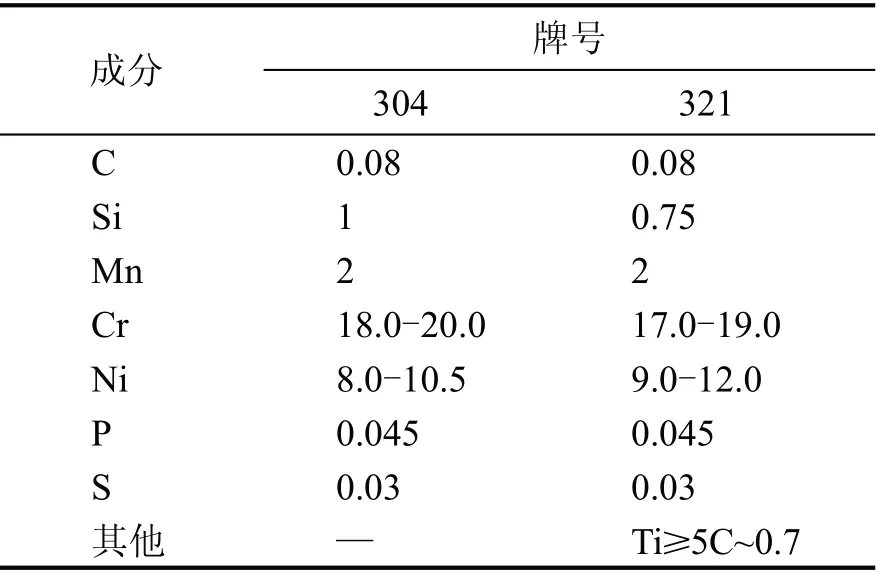
表1 304及321不锈钢板的化学成分(质量分数%)[1]
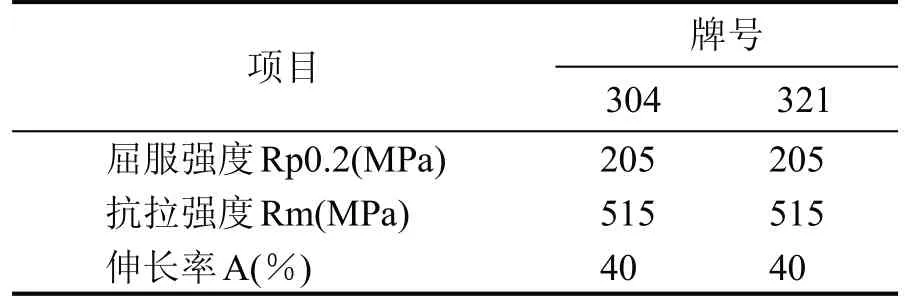
表2 304及321不锈钢板的力学性能
304 材料之间焊接时采用ER308L 焊丝,321 材料之间焊接时采用ER321 焊丝,焊丝的镍、铬含量要高于母材1~2 个百分点,但也不是越高越好,高了也容易造成镍、铬含量在浸泡时超标。保护气体为氩气,氩气纯度选用99.99%以上的,这样焊接时保护效果会好一些。氩弧焊焊接不锈钢时,背面必须充氩气保护,保证背面成形圆滑,防止焊缝根部氧化降低焊缝耐腐蚀性。
3 大型贮罐的焊接
贮罐底圈壁板焊接接头系取0.85,其他各圈壁板取0.9[2],罐壁板焊接形式以氩弧焊为主,有条件可选择等离子弧焊或激光焊接等形式。手工电弧焊由于效率低,劳动强度大,生产周期长,焊条多层焊时还存在清渣困难,焊缝质量不易保证,焊条反复引弧造成电弧擦伤,易引起晶间腐蚀等问题,故不推荐使用。二氧化碳气体保护焊飞溅多且易产生焊接缺陷,也不推荐使用。
贮罐上封头形式有锥形式、拱顶式和浅碟形,焊接一般采用氩弧焊双枪对焊焊接工艺。贮罐底板设计条幅板为经线,边幅板为纬线,尽量避免出现三层堆叠焊缝,避免应力过分集中。底板焊接可选择埋弧焊,也可使用氩弧焊打底,手工电弧焊接盖面的焊接工艺,电弧焊焊接时要有防飞溅措施。直径6 m 以上的下封头对接焊缝采用双枪钨极氩弧焊的工艺,最后一道焊缝采用铺设垫板后氩弧焊单面焊焊接工艺,坡口为单面V 型坡口,坡口角度为50°±5°,钝边为2 mm±0.5 mm,间隙为2~3 mm,焊丝选用ER308L,规格Φ2.5,电流120~140A。
贮罐筒壁板以卷板工艺为主,直径6 m 以下的,一圈壁板只允许出现一条纵焊缝,6 m 以上可允许最多两条纵焊缝。罐壁组装采用倒装法依次将罐顶及各筒节组焊。罐壁的焊接应先焊纵向焊缝,后焊环向焊缝。当焊完相邻两圈壁板的纵向焊缝后,再焊其间的环向焊缝;焊工应均匀分布,并沿同一方向施焊;纵向焊缝采用立焊时,宜自下向上焊接。
不锈钢贮罐施工过程中主要就是控制焊接焊缝的热裂纹、耐蚀性和变形。因此不锈钢焊接的工艺规范必须采用较小的热输入和线能量,即小电流、快焊速、短弧窄道焊,同时应严格控制层间温度在100 ℃以下,并合理的安排焊接顺序。焊接以氩弧焊为主,有条件也可选择等离子弧焊或激光焊接,焊接电流不宜过大,双枪对焊时以230~270A为宜,5 mm 以下的壁板焊缝可采用双枪对烧工艺,内焊缝要饱满,略高于母材,不得出现凹坑等现象,防止留存杂物,不易清洗。外焊缝要用氩弧焊盖面,形成鱼鳞花纹。
6 mm 以上不锈钢板双枪对焊时,为保证焊接内在质量,措施有三:
(1)厚度6 mm 以上壁板焊接前必须满足两个条件之一,一是坡口机打壁板的上下坡口,由于现场施工,又是卷板工艺,此方法难以实现。二是运用留缝(宽间隙组对)+双枪对烧工艺,留缝间隙以壁板厚的三分之一为宜,最大不超过3 mm。
(2)在焊缝任意位置随机抽查探伤,检测长度严格按焊缝总长度10%抽取。
(3)纵焊缝和丁字焊缝口是整个贮罐的最重要质控点,必须进行100 %射线检测,符合NB/T 47013.2—2015Ⅲ级为合格。
采用321 材料时,由于材料中含有Ti 元素,因此实行双枪对烧时,熔池存在发粘(焊工口语)现象,影响焊接速度和焊接表面质量,因此,一定要加一遍氩弧焊盖面工艺。
所有焊接焊完毕要进行酸洗钝化,酸洗钝化结束后在焊缝两侧加打50 mm,亮带要整齐、一致。
4 清洗工序
贮罐制作完成后进行盛水试漏,要对内外面进行清洗,内清洗分为四个步骤:一是自来水冲洗制作时的灰尘、碎屑;二是再用清洁水进行抹洗,将内焊缝的表面油污、灰尘擦洗掉;三是进一步用酒精擦洗;四是用酒厂的生产尾酒浸泡,检验重金属的残留。外清洗以洗出金属本色为宜,为环保不宜进行大面积的酸洗钝化。全面清洗完成后封闭所有人孔、管口,保持罐内清洗卫生。
猜你喜欢
电焊机(2022年5期)2022-06-01
金属加工(热加工)(2020年9期)2020-11-04
民用飞机设计与研究(2020年1期)2020-05-21
石油化工建设(2019年6期)2020-01-16
制造技术与机床(2018年10期)2018-10-13
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18
金属加工(热加工)(2018年2期)2018-03-22
科学与财富(2017年35期)2018-01-29
海峡科技与产业(2017年2期)2017-03-22