快速热循环成型技术研究进展
2023-02-23 02:42李嘉杰胡锦澜张鹏张彦飞
工程塑料应用 2023年1期
李嘉杰,胡锦澜,张鹏,张彦飞
(中北大学材料科学与工程学院,太原 030051)
二十一世纪以来,塑料制品在工艺产品应用上不断创新,向着更高的质量,更好的外观逐步发展,在各种加工方法中注射成型扮演着重要的角色,随着近些年来3C(Computer,Communication,Consumer Electronics)产品迅速发展,对塑料制品的产能、成本、外观及质量有了更高的追求,传统注塑成型(CIM)技术的弊端不断体现出来,如产品外观不良、表面浮纤、表面熔接痕、产品内应力大等问题需要解决[1-5]。在此基础上,有学者便提出快速热循环成型技术(RHCM)来改善以上问题,快速热循环成型技术又可称为高光无痕注塑成型技术,不同于CIM成型技术,它采用的是动态模温控制系统,并且可以在工艺中采用高光泽度的模具,实现免喷涂技术[6-7],图1为采用RHCM成型技术所获得的制品,可以看出制品表面具有更高的光泽度,更加绿色环保。
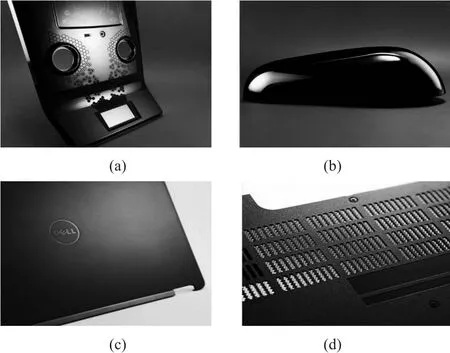
图1 采用RHCM成型技术的制品
随后衍生出许多种类RHCM成型技术,根据不同的加热方式,可分为蒸汽加热RHCM、电加热RHCM、感应加热RHCM和辐射加热RHCM[4],他们有各自的优缺点,且都较明显,也是在工业生产上可应用的最理想加热方式,比如蒸汽加热RHCM投资小、设备简单,但是加热速度较缓慢,最受最高温度的限制,而电加热RHCM,最高温度可达350 ℃,但是能耗偏高,因此近些年来诞生出感应加热RHCM,加热速度快、能耗低且在理论上可将模具加热至更高的温度,但缺点是设备复杂且投资大。因此,具体采用何种加热方式,需要针对模具、产品、产能及预算进行相应的评估。
1 快速热循环成型技术原理
如图2所示,快速热循环成型技术采用动态模温控制技术,在整个注塑周期过程中,模具温度往往发生快速的变化,形成一个周期。图3为快速热循环成型技术熔体填充示意图,在熔体开始填充时,模具表面温度已经被加热至较高温度,该温度一般被认定为高于熔体玻璃化转变温度或者熔点,以保证熔体在型腔内流动时不会过早形成冷凝层,CIM技术由于模具温度远低于塑料的熔融温度,所以当熔体进入模具型腔与低温型腔壁接触时,熔体将快速冷却而凝固,形成一层冷凝层,随着冷凝层厚度增大,熔体流动截面逐渐减小,流动阻力不断增大,而RHCM工艺则克服这一缺点,如图3所示,熔体流动阻力减小,因此可改消除熔接痕,减小残余应力,改善表面光泽度,制品品质得到提升[4]。
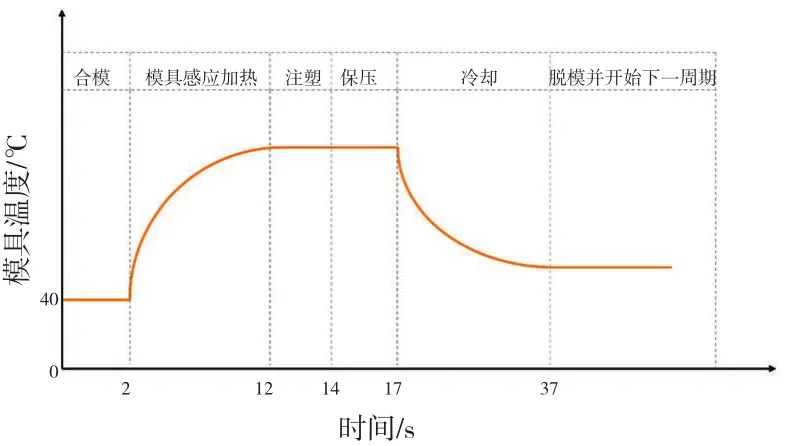
图2 快速热循环成型技术模具温度动态图
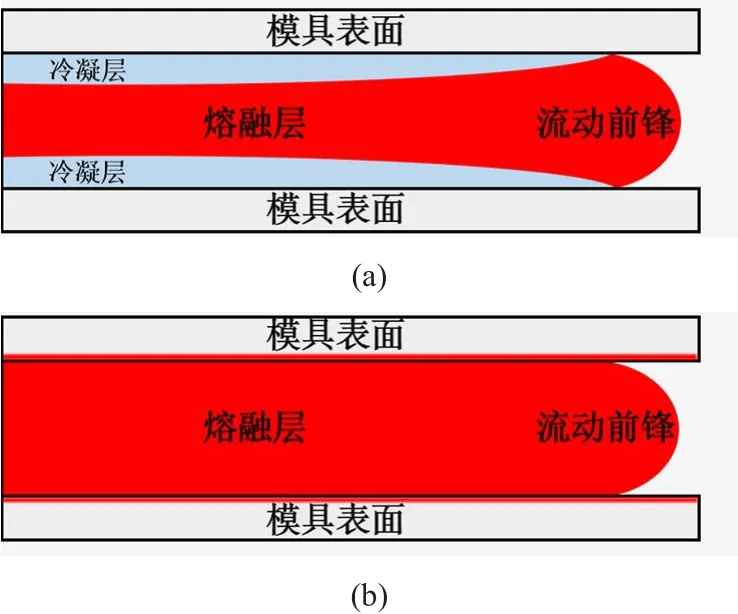
图3 熔体填充示意图
一般来讲,在整个快速热循环成型过程中包括注塑、保压、开模、取件和合模五个过程,动态模温控制系统包括加热、高温保持、冷却、低温保持等操作[8-10],因此为了达到模具温度快速变化的要求,动态模温控制系统一般要达到三个技术指标:第一,能够将模具型腔表面加热至塑料的玻璃化转变温度或熔点以上,并在高模温下维持一定的时间,使得熔体在高模温下完全充满型腔;第二,必须具备足够快的模具加热或者冷却速率,使RHCM工艺的注塑周期控制在合理的范围内;第三,能够实现模具的闭环控制,在模具内部安装温度传感装置,实现模具温度的实时监控[7]。模具温度控制系统如果具备以上功能便可称之为快速热循环成型技术,目前模具加热方式种类繁多,模具冷却方式却较为单一,即设计合理的水路控制。近些年来随着模具加工技术的不断改良,高效的加热方式配合极佳的3D水路加工方法,使得RHCM工艺具有极高的市场应用潜力。
2 常见快速热循环成型技术分类
2.1 蒸汽加热RHCM成型技术
蒸汽加热快速热循环成型技术是模具内部对流加热的一种形式,模具对流加热指的是利用高温流体、气体或者液体与模具之间形成热交换,高温流体可通过模具内部加热管道流入模具型腔内部加热模具表面,属于一种内部加热方法。常见的高温流体有热油和高温蒸汽,但是由于油的热导率不高,热交换能力不强,因此高温蒸汽便是最理想的加热介质[11-15]。Satoh[16]开发出一种蒸汽加热的动态模温控制方法,在模具设计和制造中需要重点考虑型腔块的热膨胀和热疲劳所带来的问题。除了内部蒸汽加热外,还有学者开发出模具表面加热法,该方法仅加热模具型腔表面,Minh等[17]使用热蒸汽加热模具型腔表面,研究结果表明,加热20 s后型腔表面温度可达到196 ℃,最高温度出现在模具表面中心,此外模仁厚度对加热速度和加热均匀性有很大的影响,模仁较厚时,加热速率较慢。Chang等[18]建立了用于模具表面温度控制的气体辅助加热系统,研究了气体通道的两种间隙尺寸控制模式(A和B)以及型腔和型芯两侧的加热结果,结果表明,在B模式5 mm间隙尺寸下,型芯和型腔表面进气口的模具温差可以从39.8 ℃降低到1.4 ℃。最后以双面0.4 mm薄壁板微注塑成型为例,在模具温度150 ℃时,复制精度达到90%以上。这比在90 ℃的常规模具温度下的注塑成型提高了25.3%。Nhan等[19]研究了气体温度变化范围为200 ℃至400 ℃的外部气体辅助模具温度控制应用于熔体厚度为0.2~0.6 mm的薄壁注塑成型。通过将该系统应用于薄壁模具中来评估熔体流动长度。结果表明,加热过程在最初的20 s内效率较高,最大加热速率为6.4 ℃/s。在这种情况下,模具表面达到158.4 ℃。通过将Ex-GMTC应用于0.2 mm的流动厚度,聚丙烯(PP)材料的流动长度从37.85 mm增加到41.32 mm,丙烯腈-丁二烯-苯乙烯塑料(ABS)的流动长度从14.54 mm增加到15.8 mm。Uyen等[20]在此基础上利用Ex-GMTC系统进一步研究了不同气体温度对成型制品熔接痕的影响,研究结果表明:当型腔温度预热至150 ℃时熔接痕得到了显著的改善,制品拉伸强度得到增强,对于较薄的成型制品效果更为明显。
2.2 电加热RHCM成型技术
电加热RHCM成型技术又叫电阻加热RHCM成型技术,图4为采用电加热棒加热模具的RHCM系统示意图,利用电流流过导体的焦耳效应产生热源,对物体进行加热,该加热方法通常仅用于加热模具局部位置,或者微小型腔的模具。常见的加热装置有电阻丝、热敏电阻、电热膜等。首先使电流通过加热元件,元件自身发热,以热传导的方式间接加热模具表面,因此在整个加热过程中,热量是向模具四周扩散,较难实现热量的集中,需在模具内部安装隔热层,以减少模具热量向四周传递。Addeo等[21]设计出一种低热惯性的注塑模具,并在其中安装了隔热层,以实现模具表面较高的升温速率。上述方法为模具间接加热法,除此之外有学者提出模具的直接加热法,该方法与间接加热法最大的不同在于让电流直接通过目标物体进行加热,结构如图4所示,该结构需要在模具表面涂覆导电材料作为电阻发热材料。
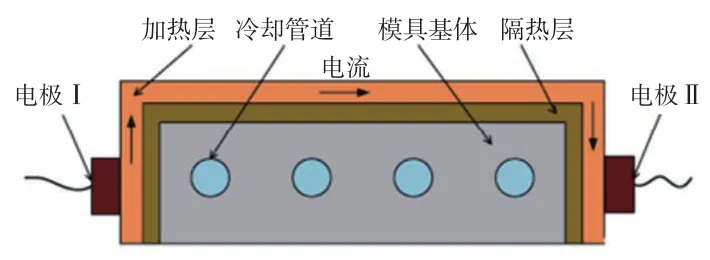
图4 电加热RHCM系统示意图
Zhao等[22]详细研究了一种新的电加热和冷却液冷却的RHCM技术。针对大型液晶电视面板提出并设计了两种不同的RHCM模具结构。采用数值模拟方法分析模具型腔表面在加热阶段的温度响应和树脂熔体在冷却阶段的温度响应。对所提出的电加热RHCM系统的加热/冷却效率进行了评估。结果表明,带有独立冷却板的电热模具可以有效提高加热效率。通过增加型腔和型腔保持板之间的缓和间隙,可以减少型腔表面的热膨胀。进而可以提高电热模具的使用寿命。Xiao等[23]建立多目标优化模型,以模具型腔表面到加热元件中心的距离和加热元件的数量和功率密度为设计变量,提出了一种由实验设计、有限元分析、人工神经网络(ANN)和响应曲面法(RSM)模型和基于Pareto的遗传算法组成的优化策略来求解多目标优化模型。结果表明,优化设计参数后,吹塑模具型腔表面温度分布均匀性明显改善,加热效率得到提高。Santis和Liparoti等[24-25]开发了一种有电阻薄元件和一个绝缘层组成的加热系统,可以在一秒钟左右的时间内将模具表面温度提高几十摄氏度。该系统具有足够的通用性。然后使用该系统对PP和200 mm厚的腔体进行注塑测试,发现型腔温度能够控制相关形态特征的分布,从而控制样品厚度。通过X射线实验分析了层状厚度、结晶度分布和取向,最后使用原子力显微镜采集来表征形态和弹性模量。结果表明结晶度随着型腔温度的增加而略有增加,当型腔表面温度较高时,会导致弹性模量增加。
2.3 感应加热RHCM成型技术
感应加热是基于电磁感应原理的一种非接触式加热方法,根据感应线圈的位置可分为模内感应加热和模外感应加热。模内感应加热指的是线圈预先在模具内部镶嵌好,模具加热可在合模状态下完成,模外加热指的是将感应线圈在开模状态下靠近型腔表面,加热完毕后,线圈离开模具。两者具有各自的优缺点,模内感应加热需要更为复杂的模具设计,设计制造难度大、适应性差,但是由于加热可在合模状态下完成,加热效果较好。模外感应加热对设备要求简单,但是操作具有一定的复杂性且开模状态下模具表面热量散失较为严重[26-27]。1982年,Wada等[28]首次提出在注塑成型中使用电磁感应原理加热模具型腔,并且研究了不同频率、功率、模具材料参数对加热速率的影响如图5a所示。Lin等[29]通过应用不同的线圈设计和模具间隙,评估了外绕线圈感应加热的效果。结果表明,当串联线圈用作电感器时,加热速率达到8.0 ℃/s。从初始模具温度40 ℃,加热15 s后,模具表面温度达到159.9 ℃。并联线圈显示出更好的加热均匀性,但其加热速率远低于串联线圈。Menotti等[30]提出并验证了一种新的嵌入式感应加热系统,并对两种不同的线圈设置进行了测试和比较。最后针对不同纵横比的小结构的样品进行了实验研究。Thuan等[31]通过模拟和实验,预估了升温过程中温度分布和升温速率。在模拟中,模具温度在9 s内从30 ℃增加到180 ℃,加热速率高于 16 ℃/s。Guerrier等[32]为了准确分析感应加热注塑模具的加热和冷却阶段,在感应加热模拟中考虑与温度相关的磁特性,即非线性BH曲线。作者开发了一个有限元模型,包括由拟合磁饱和曲线的三参数修正Fröhlich方程描述的非线性温度相关磁数据。上述研究都是依据电磁感应趋肤效应(也称集肤效应)所展开的,所谓趋肤效应指的是当线圈电流频率较大时,感应电流主要集中在模具表面,深度一般较小,这使得焦耳热较为集中,模具表面升温速度较快。除此之外,一些学者利用电磁感应邻近效应开发出新型感应加热器,其原理如图5b所示,Nian等[33-34]基于电磁感应邻近效应开发的新型磁屏蔽感应加热方法,通过使用铁氧体材料分离由邻近效应引起的冲突磁场,提高了加热效率和温度均匀性。作者提供了三种典型的单层线圈,包括往复式单层线圈、单层螺旋线圈和矩形框架线圈,成功地消除了邻近效应,提高了加热速率,并改善了温度均匀性。但是这种模具需要将模板接入高频电路中,模具相对较为复杂且存在一定的安全隐患,只适用于一些型腔较为简单的模具,很难保证复杂型腔的模具温度均匀性[35]。
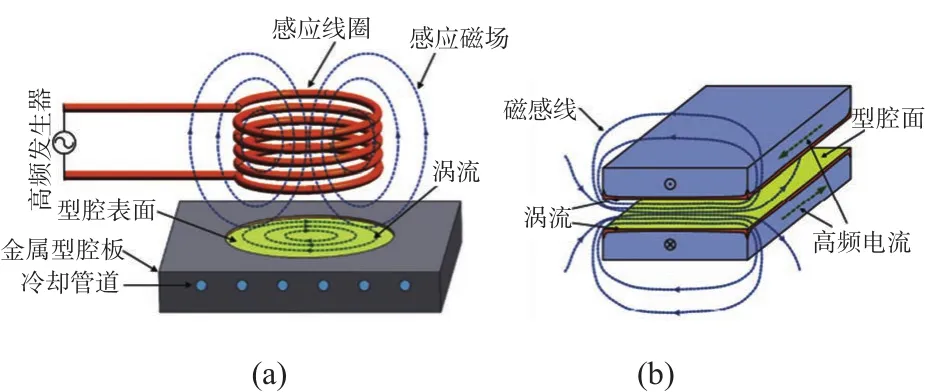
图5 电磁感应原理图
感应加热RHCM发展至今,多采用的还是常规形状的螺旋形感应加热线圈,虽然加热效率较高,但是在螺旋中心模具温度偏低,模具表面温度均匀性较差,因此法国Roctool公司开发出一种新型模内感应加热线圈,并对该线圈对模具升温特性及模具温度均匀性进行了研究该线圈形状在模具内部进行穿插,如图6俯视图所示,其所需的感应线圈为柔性线圈,提升了线圈的随形性,方便在模具内部进行缠绕。结果显示,穿插式内部感应加热线圈可显著提高模具温度均匀性,升温速率可达到25 ℃/s。目前,感应加热在注塑成型中应用比较有限,主要应用在小型模具或者型腔局部加热,这也是感应加热RHCM后续发展的一个方向。
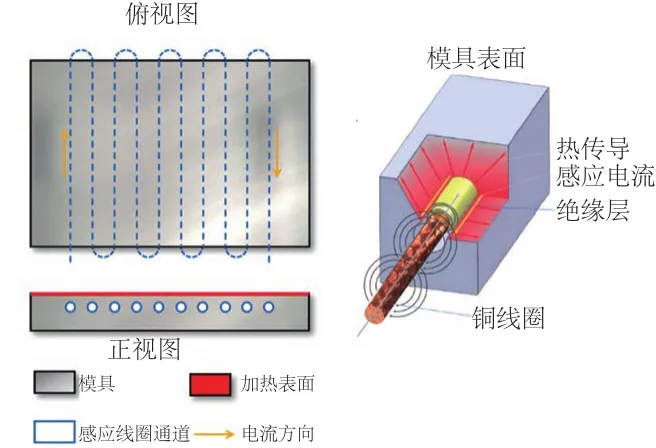
图6 穿插式感应线圈模具结构示意图
2.4 辐射加热RHCM成型技术
辐射加热类似于感应加热都是针对模具表面非接触式加热,加热效率高。它是利用高温热源释放的辐射能以电磁波的形式传输到被加热的物体表面上,现如今较为常见的便是红外辐射加热。Saito等[36]设计了一种红外线可穿过透明窗口直接加热聚合物的模具结构,可避免熔体冷凝过早的问题。Berlin等[37-38]研究了400~1 200 w不同红外发射器功率下辐射能量对金属模具的加热效率。Beuscher等[39]通过热交换的数学和物理模型,证明了通过红外辐射进行模具加热的优势。最后,通过实验研究了红外线和接触冷却对热传递的影响。Gao等[40]采用红外加热方式快速提高模具温度,并且开发了一种高效率的红外加热系统,并将其用于已开发的红外加热辅助系统。进行了一系列验证实验,验证了所开发系统的可行性和加热效果。Wissmann等[41]开发一种低成本的激光成型工艺,该方法依靠高功率二极管的激光辐射。Hopmann和Schongart[42]研究了二极管的激光参数、加热时间、能量密度和光斑直径对模具温度响应特性的影响。
红外辐射加热相较于高频电磁感应加热而言,不存在电磁干扰,但是加热均匀性远不如感应加热,且红外辐射加热需要红外灯管,其随形性不如柔性电磁线圈,因此目前红外辐射加热也仅仅是加热模具表面局部位置,或者型腔面较为规整的微小模具,由于上述问题的存在,导致红外辐射加热很难实现大面积的推广使用。
3 RHCM成型技术数值模拟仿真现状
随着计算机技术的普及提高。RHCM成型的主要过程均可通过相应数值模拟软件进行前瞻性模拟实验,不乏有学者对成型参数进行研究。Hammami等[43]通过模拟软件对模具中的热现象进行了预测,研究发现,与传统的注射成型相比,快速热循环成型工艺可以迅速获得稳定的循环,最后建立了数学模型,探讨了控制温度系统特性对型腔表面温度均匀性和热响应效率的影响。此外,Hammami和Kria[44]开发了一个三维模型来研究快速热循环成型过程中的热响应。该程序使用有限体积法来获得聚合物和模具的升温情况,直到达到规则的循环状态。研究了四个参数分别是加热和冷却温度、冷却阶段的传热系数以及通道的抗污能力对快速热循环成型工艺的影响。Kitayama等[45-47]利用数值模拟软件分别研究了模具锁模力、模具温度曲线对制品熔接痕的影响,并且对工艺参数进行了多目标设计优化。Li等[48]提出了一种预测方法来预测RHCM工艺成型制品的翘曲情况,作者建立了一种多层模型来预测翘曲结果,并将预测结果与实验结果进行比较,结果表明预测翘曲与平均实验翘曲的平均误差分别为7.0%,3.5%。Shih等[49]针对汽车扰流板这一特定产品,并且将磁屏蔽材料安装到各种形状不同的线圈上,进行三维稳态有限元分析,仿真结果与实验结果的比较表明,感应线圈相对于加工工件的位置对温度分布和加热效率有显著影响。特别是通过在线圈设计中引入磁屏蔽材料,可以改善导致沿工件壁加热不均匀的邻近效应。Guerrier等[50]将三个热电偶和压力传感器安装在注塑模具上,将注塑成型结果与模拟实验进行比较,研究注射螺杆的加速度和喷嘴的几何形状对填充时间和注射压力的影响,研究表明,两个因素对结果具有很大的影响。Tosello等[51]开发出集成的多匝感应加热线圈并将其组装到带有玻璃窗的注塑模具中,对型腔的升温特性和填充的效果进行了比较,并通过数值仿真进行了验证。作者用非线性电磁模型建立有效线性磁导率,然后计算了模具型腔的三维瞬态温度场,并与实验进行了比较。事实证明,在具有集成感应线圈的模具中,快速热循环是可行的。Hao等[52]采用响应面法对注塑模具电加热系统加热棒的功率进行了优化,将所提出的优化结果应用于汽车零件,与初始设计相比,模具温度均匀性显著提高了79%。基于优化和注塑成型数值模拟结果,设计出了减轻熔接线对质量影响的成型工艺,并成功生产出实用的注塑件。
目前,常用的一些数值模拟软件例如日本东芝公司和台湾科盛公司开发出两款软件分别是3D Timon和Moldex 3D,美国Autodesk收购Moldflow公司开发出Autodesk Mold‐flow,这三款软件均是商业注塑分析软件,均支持熔体与模具之间的瞬态耦合传热分析,实现快速热循环注塑工艺填充、保压和冷却的变模温模拟分析。但是针对感应加热RHCM,涉及到电磁热多物理场耦合分析,其中电磁场分析基于麦克斯韦在十九世纪总结出的麦克斯韦方程组,包括高斯定律、高斯电磁感应定律、法拉第电磁感应定律和安培环路定律。在感应加热中发生的传热现象是导体内的热传导,通过用于所有模拟的瞬态热传导方程来表示[53]。目前大多数用ANSYS软件进行耦合模拟,除此之外COMSOL软件拥有强大的电磁热多物理场耦合功能,也可进行相应数值模拟分析[54-55],其在5.6版本中更新聚合物流动模块后也可进行聚合物流体的流固耦合分析。
4 结语
快速热循环成型技术已在国内外多个领域得到广泛应用,但仍存在一些问题,可以归纳为以下几点:
(1) 产品设计、模具设计和工艺设计没有相对完整的快速热循环成型设计原理体系,增加了新技术的推广难度。
(2) 模具在加热和冷却的快速重复交替过程中,承载了更多的负荷和冲击,大大降低了模具的使用寿命,热变形也会降低模具强度和精度。
(3) RHCM的作用机理及RHCM对产品质量影响的机理还不是很清楚,产品质量难以提高。
(4) 模内加热时会对整个模具进行加热,以达到加热型腔表面的效果,热量损失较大。
因此,RHCM成型工艺在未来呈现出以下趋势:
(1) 由于较高的表面质量,无需二次加工,RHCM应用范围拓展到电视机、冰箱、汽车、玩具等高光产品。
(2) 需要对RHCM研发配套设备和制定相关行业标准,为其推广打下坚实的行业基础。
(3) 为降低成本、提高产品质量提供理论依据,需要开展RHCM的基础研究,如提高表面质量的机理、设计参数的影响研究等。
(4) 在研究和应用的基础上,总结产品、模具和工艺的设计原理,建立一体化设计体系。
(5) 应将现代设计方法引入RHCM,以提高设计效率,同时提高产品质量且降低成本。
(6) 降低RHCM能耗,实现绿色制造,需要改进加热方式,优化加热系统和冷却系统,精确控制工艺参数。
猜你喜欢
有色金属(矿山部分)(2021年4期)2021-08-30
新疆大学学报(自然科学版)(中英文)(2020年2期)2020-07-25
西南石油大学学报(自然科学版)(2019年1期)2019-01-28
橡塑技术与装备(2018年2期)2018-02-19
合成纤维工业(2017年6期)2018-01-24
中国塑料(2016年10期)2016-06-27
中国塑料(2016年4期)2016-06-27
中国塑料(2016年3期)2016-06-15
中国塑料(2016年5期)2016-04-16
中国塑料(2014年1期)2014-10-17