腋拐产品检验的常见问题分析
2023-02-24 07:38周密
医疗装备 2023年2期
周密
中国残疾人辅助器具中心 (北京 100050)
最新版国际标准ISO9999:2016 《残疾人辅助产品——分类和术语》表明,腋拐属于为活动和参与的个人移动及转移辅助产品中的单臂操作助行器,用于辅助下肢功能严重障碍者,可单侧用也可双侧用,通过上臂、前臂和手共同支撑来辅助行走[1]。中国残联根据第六次全国人口普查及第二次全国残疾人抽样调查的结果显示,截至2010年年底我国残疾人总数约为8 502万人,其中肢体残疾约为2 472万人[2]。随着肢体残疾人口数量及使用腋拐、手杖的人数逐年增加,且骨关节损伤(如软组织损伤、骨折)等临时性创伤患者术后初期也需在腋拐辅助下进行早期康复训练[3]。因此,导致我国腋拐产品的巨大需求量;与此同时,人们也对腋拐产品的质量越来越关注,要求越来越高。为了提高产品质量,提升行业水平,切实保障使用者的人身安全,本研究对腋拐产品在检验过程中的常见问题进行汇总分析,并提出相关建议,现报道如下。
1 相关标准
腋拐产品较早的标准主要有BS 4997:1991《Specification for Wooden axilla crutches》(已废止)、JIS T9204-1994 《Wooden axilla crutches》(现行)、MZ006-1996 《普通腋杖》(现行)等。目前,我国腋拐检测参考的标准主要是GB/T 19545.2-2009《单臂操作助行器 要求和试验方法 第2 部分:腋拐》[4](以下简称“国家标准”),该标准是我国自主制定的标准,于2009 年12 月1 日实施至今已有12 年,但日常检测及监督抽验检测发现,腋拐产品仍存在较多的不合格项目;另外,在《医疗器械分类目录》中腋拐属于一类医疗器械,不需要注册检验,有相当一部分企业只执行企业标准,并出于企业自身对产品的理解而降低标准要求,导致产品不符合国家标准规定要求。
2 腋拐检测的常见问题及整改建议
2.1 腋拐结构尺寸标准
腋拐结构一般由腋托、叉形支撑杆、手柄、弹性销、支脚杆和支脚组成,材料可为木质、铁质、铝合金或不锈钢,高度可根据使用者的身高来调整,如图1所示。腋拐作为传统的单臂操作助行器,是最常用的辅具之一,鉴于使用者的需求不同,腋拐的规格型号也不尽相同[5]。腋拐产品的结构尺寸分为大、中、小3种规格。表1为检测中易不合格项目的标准规定要求。

图1 腋拐结构图
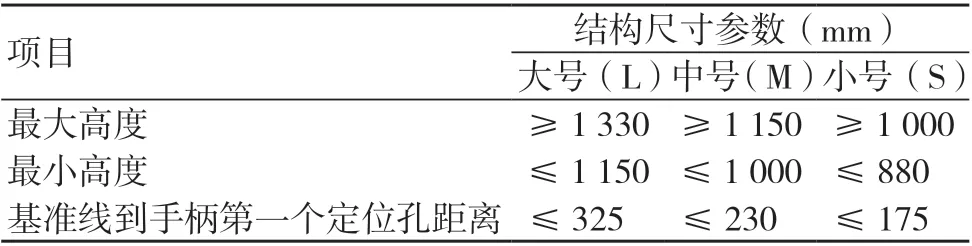
表1 各类型腋拐结构尺寸参数
腋拐的高度是从腋托(去掉腋托套)到腋拐腿底端(去掉支脚)的垂直距离;基准线到手柄第一个定位孔距离是测量腋托(去掉腋托套)基准线到第一个定位孔对应基准线位置的垂直距离。虽然结构尺寸的性能指标较简单,但在检测过程中发现,腋拐不合格情况还是屡见不鲜。腋拐结构尺寸不合格原因通常是最小高度和基准线到手柄第一个定位孔距离数据超过标准要求,特别是中号腋拐。中号腋拐在日常检测中最为多见,其最大高度普遍约为1 300 mm,接近但未达到大号腋拐的最大高度尺寸要求;此类中号腋拐的最小高度通常约为1 100 mm,超过中号腋拐最小高度标称值100 mm 以上,导致此项目不合格;另外,也有腋拐企业考虑出口产品,在腋托与手柄间两侧连接杆特别增加了调节装置,加大了高度的调节范围,可能导致基准线到手柄第一个定位孔距离不合格。
过大、过高的设计不利于肢体残疾人的上臂操作,生产商应按照标准要求,结合使用者操作的方便性,合理设计腋拐的结构尺寸,建议进行以下整改:将腋拐的最大高度适当减小,接近标准中最大高度的标椎规定值,这样最小高度可符合标准规定范围;增加弹性销调节孔数,扩大最大、最小高度的调节范围,一般调节孔数8~10个为宜;找准手柄第一个定位孔位置,使其满足到基准线的标椎规定要求,或适当增加手柄定位孔数。
2.2 腋拐质量标准
在日常检测中发现,腋拐常见的金属材质有铝合金、不锈钢和铁质,其质量项目常存在超重现象。标准对腋拐产品的质量要求见表2。质量项目不合格的原因通常是有些腋拐产品为了承受更大的加载力,采用管壁厚度较厚的不锈钢材质(管壁厚度达到1.8~2.2 mm)或铁质腋拐,这两种材质比铝合金材质质量重,较大地增加了腋拐质量,导致检测不合格。

表2 各类型腋拐质量要求(kg)
生产商在设计腋拐产品时,除考虑使用时的承重力,也应考虑腋拐的轻便性,在不影响腋拐性能安全的前提下,通过一些工艺手段降低不锈钢材质与铁质腋拐的质量。整改措施建议如下:如为不锈钢、铁质本身材质较重的腋拐,其管壁不能太厚,厚度尽量界于1.2~1.6 mm 之间,以符合标准要求,提高腋拐的便携性。
2.3 腋托和手柄标准
腋托和手柄作为与使用者密切接触的部件,其结构的合理性至关重要,承担着使用者的身体力量,影响使用者的操纵、握持以及站立或行走的安全。使用者在使用时因腋托与腋下经常直接接触,长时间使用会产生疼痛,而腋下有丰富的神经和血管,长期受压很容易造成上肢远端麻木、腋下皮肤红肿、臂丛神经组织坏死及动脉损伤等[6]。如果使用者在对腋拐施力的过程中,腋托和手柄又产生了滑动和转动,轻则不能很好地承受使用者的力量导致组织损伤挫伤,重则导致使用者出现侧滑等现象,对使用者造成二次伤害。
标准要求腋托和手柄应采用防转动结构设计,使用中不应发生转动和相对滑动。通过以往的检测资料发现,问题主要为手柄发生了转动,此项不合格占比较大。手柄由手柄支撑杆、手柄套和螺丝组件组成,一般情况下,手柄套紧紧包裹住手柄支撑杆,中心部分穿过螺丝组件与腋拐两侧支撑杆连接、固定;而手柄支撑杆中间部分有条状凹槽,此凹槽特意设计成弧形,凹进去的部分与腋拐两侧支撑杆紧紧卡住以达到固定目的(图2~4)。此项不合格的原因主要是因为相关从业人员大意或对标准不熟悉,导致某些部件设计不合理,部件安装的一致性差,部件之间的紧密性不好[7],紧固用的连接螺栓易松动[8]等。针对以上原因,建议生产企业进行如下整改:充分考虑手柄位置和结构设计的合理性,出厂时调试手柄支撑杆精准与手柄套紧密接触、与手柄套间固定不产生相对滑动;手柄支撑杆侧面部分设计有条状凹槽并能够卡住腋拐两侧支撑杆;选配手柄套材质时,应选用摩擦力较大或是纹路较深的手柄套,加大手柄套与使用者手部之间的摩擦力。

图2 手柄示例图
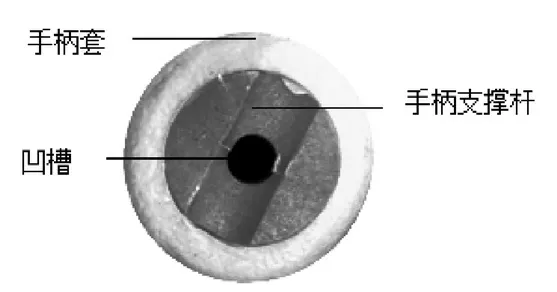
图3 手柄侧面图
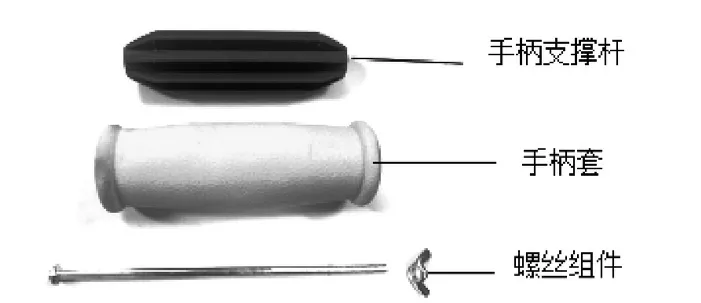
图4 手柄各零部件分解图
2.4 支脚标准
支脚由橡胶材料制成,作为连接支脚杆与地面接触的部件,其耐磨性能在辅助使用者行走中起着重要作用,直接关系到使用者的人身安全[9]。标准要求支脚底部(除去凹槽或凸起)的厚度应大于10 mm,主要是考虑到腋拐在长期使用过程中支脚对地面的摩擦、使用者对腋拐施加的承重力,以及在摩擦力交变作用下支脚受到与地面之间的剪切力,均会对支脚造成一定程度的磨损,如厚度不够,就会造成腋拐腿刺穿支脚,造成安全隐患。
日常检测中发现,目前几乎没有腋拐生产厂家能同时生产支脚成品,腋拐产品中的支脚由不同的厂家(专门生产支脚的厂家)生产制造,而腋拐生产厂家对支脚产品的质量意识淡薄,对支脚成品的选配把关不严,导致支脚项目不合格。所以,基于以上对现状和不合格原因的分析,建议采取以下方式整改:生产支脚的厂家要提高产品质量意识,生产符合标准要求的支脚产品,支脚底部厚度应大于10 mm,且要选择耐磨材质以延缓磨损,不定期结合市场需求对支脚进行设计优化;对于非自行生产支脚的腋拐厂家须严格考核支脚产品的供应商,按照标准要求择优筛选,保证零配件质量。
2.5 强度试验
腋拐产品的强度试验包括静载强度试验、弯曲强度试验、冲击强度试验、重物摆动试验、腋托牢固试验和疲劳强度试验,检测时需按上述顺序依次进行各项试验。强度试验考核了腋拐整体的材料结构强度和结构尺寸合理性,是为保证使用者基本安全而制定的要求。腋拐在实际使用过程中承载着使用者全部或部分重量,为使用者提供支撑,其承受力关乎使用者的使用安全。因此,腋拐产品在极限条件下能否达到良好状态至关重要,故强度试验不可或缺。静载强度试验和弯曲强度试验是强度试验的前两项,如出现不合格项目,例如弯折等,后续试验便无法再进行,故静载试验和弯曲试验是出现不合格次数较多的项目,所以本研究重点围绕这两项进行分析。静载强度试验内容为:在腋托处垂直向下施加1 600 N 重力,保持10 min,试验后,任何部件不应出现裂纹、断裂或永久变形,见图5。弯曲强度试验为:标准规定手柄中心悬挂质量为50 kg 的重锤,测量腋拐高度中心位置的偏移量,试验后,偏移量不得超过40 mm,见图6。
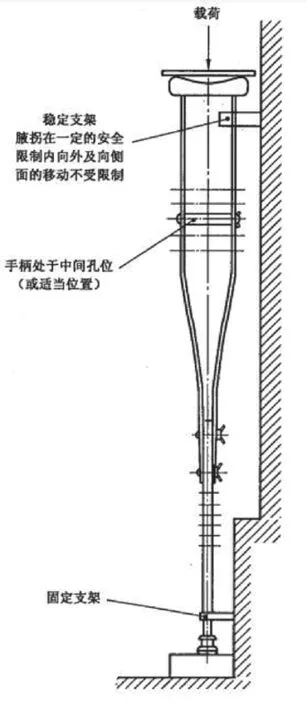
图5 静载强度试验
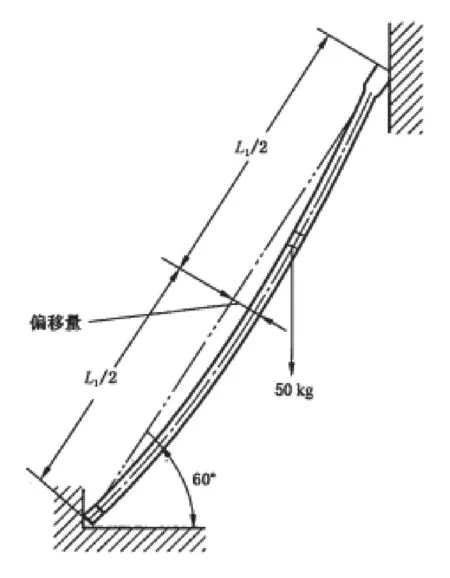
图6 弯曲强度试验
结合样品现场试验及以往检测经验分析,造成不合格的原因包括两方面:产品本身设计高度较高、两侧叉形支撑杆直径较细、力值相同时试验力距较大,相对容易损坏;产品本身的材质问题,出现两侧支撑杆断裂、弯曲程度过大(达到45 mm)、弯折、支脚杆弯曲等现象,多是使用了韧性差、较脆的原材料或管壁较薄,导致加载试验力后,发生弯曲、裂纹、断裂等。
静载强度不合格说明产品不能有效承载使用者施加的力,在使用中存在较大隐患。值得注意的是,即使按照企业标明的最大载荷标准进行试验(企业标准低于国家标准),仍出现明显不合格情况。弯曲强度主要是检验产品的挠度变形,即产品在负荷作用下弯曲变形的程度[10],弯曲强度不合格的产品,使用中受压容易出现晃动失衡,极易出现变形,不能有效发挥辅助使用者支撑体重、提高行走稳定性的功能。静载强度试验和弯曲强度试验不合格体现出生产企业的产品质量意识薄弱,故企业在生产中应更多关注此问题,可咨询相关人体工学方面的技术人员以完善产品设计、改进产品制作工艺;咨询有关材料学方面的技术人员,对材料选取进行研究,以达到更好的抗压效果,对成品进行试验验证、分析等,不断促进产品水平提高。
3 小结
国家监管部门通过多年开展的监督抽查及日常检测工作,使辅助器具行业的整体质量意识有了显著提升,进一步提高了产品质量。通过检测发现,造成产品质量问题的主要原因包括以下3个方面。(1)质控方面:由于腋拐产品属于劳动密集型产品,技术含量不高、附加值低、利润低,大部分企业对腋拐产品的重视程度不够;企业自身对原材料及零配件进厂时检验把关不严,未严格进行有效检验和筛选。(2)标准方面:腋拐产品的国家标准执行率不高,由于标准属于非强制性标准,且腋拐属于一类医疗器械监管,不需要注册检验,多数企业执行企业标准;小型企业从成本考虑,不愿执行国家标准,从而降低标准要求;还有相当一部分企业对于产品应执行的国家标准认知不够,甚至有企业执行的是多脚手杖等非腋拐产品标准。(3)创新方面:由于企业创新意识薄弱,不重视技术革新、不重视技术人才的引进及培养,产品研发能力不足,未广泛进行市场调研并研制新型腋拐产品;产品质量改进力度不够,对于不合格的产品,未充分分析原因及改进措施,且未充分调研市场及消费者的真正需求,无法提高产品质量。
本研究结合本单位近年来在腋拐产品检验过程中发现的不合格情况,分析了不合格原因并给出了相关建议,希望能给腋拐的生产企业一些启示,努力改进生产工艺,满足高标准要求,提高产品质量。同时,为保证产品又好又快发展,相关监管机构、行业协会、标准化管理组织、质检机构等应利用自身职能和技术优势,出台利好政策、鼓励产品研发、加强标准宣贯力度、优化标准制修订流程、规范技术培训和检验检测等,促进产品质量乃至整体行业水平的全面提升。
猜你喜欢
装备制造技术(2020年11期)2021-01-26
装备机械(2019年4期)2019-12-26
电子制作(2018年11期)2018-08-04
好日子(2018年5期)2018-05-30
中国新闻周刊(2017年23期)2017-07-12
中国机械工程(2017年12期)2017-07-03
中国新闻周刊(2016年33期)2016-10-27
科普童话·百科探秘(2015年5期)2015-05-26
小朋友·快乐手工(2015年3期)2015-04-10
装备机械(2014年2期)2014-11-30