远程传感器在数控加工中心的应用
2023-02-24 03:05佐涛
设备管理与维修 2023年2期
佐 涛
(上汽通用五菱汽车股份有限公司青岛分公司,山东青岛 266555)
0 引言
数控机床是一种装有程序控制系统的自动化机床,较好地解决了复杂、精密、小批量、多品种的零件加工问题,是一种柔性的、高效能的自动化机床。机床夹具作为数控加工中心的重要组成部分之一,是产品制造的重要环节,影响着机械制造业的生产水平[1],因此机床夹具的位置检测极为重要。在自动化生产线中开动率、停线率是衡量设备运行状态的关键指标,对于生产线来说节拍快、故障率低已成为产量输出最大化的有效手段,本文主要介绍了远程传感器在NTC 数控加工中心的应用及改造案例。
1 远程传感器现状及工作原理
发动机工厂一期曲轴线生产B12MCEN12B15 产品。OP10工位采用4 台NTC 数控加工中心加工曲轴芯端轴和法兰端,通过远程传感器[2]监控工件夹具夹紧松开状态。受加工仓内部湿热环境及加工产生的铁屑影响,远程传感器模块故障频繁,每年每台平均造成50 h 以上停机,此工位成为生产线的瓶颈工位,曲轴线OP0101/OP0102/OP0103/OP0104 远程传感器模块故障时间变化趋势如图1 所示。
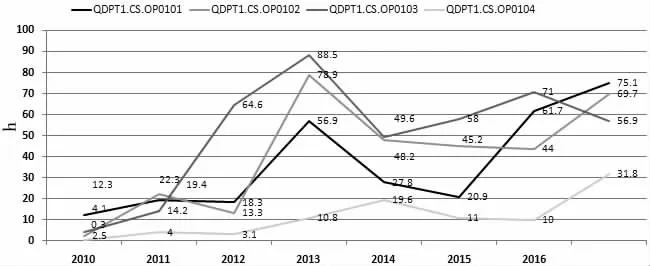
图1 远程传感器模块故障时间变化趋势
NTC 数控加工中心B 轴为机床工作台,加工曲轴时工作台可±90°进行旋转,上料状态时工作台在0°位置。采用双夹具共12 个传感器监控夹具加紧松开状态,分别是径向定位夹紧和松开、轴向定位夹紧和松开、V 形夹具夹紧和松开。由于工作台在0°和±90°之间来回旋转,所以夹具传感器电缆无法直接接入机床电气柜中。机床采用的方式为:夹具上的传感器接入固定在机床工作台上的远程传感器发射器端与机床B 轴工作台同步旋转,接收器固定在机床加工仓内部固定支架上。当机床B 轴在0°位置时发射器与接收器位置对正(5 mm 的间隙),传感器信号通过发射器发送到接收器端,接收器将信号通过硬接线的方式接入到FANUC 数控系统的数字量输入模块(图2、图3)。
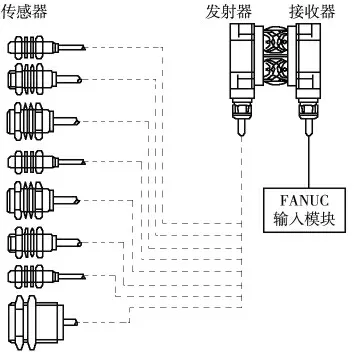
图2 远程传感器原理

图3 机床内部远程传感器
2 远程传感器改造
2.1 自主分析确定方案
数控加工中心的控制系统主要由CNC 控制器、PMC 和硬件控制电路组成。NTC 数控加工中心采用了FANUC 16i 数控系统和与之配套的PMC[3]。通过对远程传感器失效模式的分析,制定曲轴线远程传感器改造方案,主要步骤为:
(1)拆除加工仓内部远程传感器模块。
(2)在机床外部增加一组液压缸。
(3)改造机床油路,利用外部液压缸检测夹具状态。
(4)编写PMC 相关逻辑控制。
2.2 改造方案一
增加1 个同步油缸,用来反映夹具状态,代替原有的远程传感器。通过同步阀分流,进入或流出①油缸和②油缸中的液压油的油量始终保持相等,这样就保证了两个油缸动作一致。因此可以通过监控②油缸的动作来获取①油缸的状态(图4)。

图4 方案一液压管路
工作内容有:
(1)每台机床增加3 个同步油缸、3 个同步阀。
(2)制作安装油缸和阀的支架。
(3)设计加工油缸和阀的连接管路。
(4)将加工仓内部的夹具到位传感器移到加工仓外部。
(5)使用I/O 模块连接各传感器,并发送给机床,取消远程传感器机构。
方案验证:当夹紧油缸已经夹紧时,同步油缸仍然动作,至油缸的终点位置,验证失败。分析原因为同步阀要求同步油缸与夹紧油缸行程一致,与现场状况不符。
2.3 改造方案二
增加2 个反馈油缸,用来反映夹具状态,代替原有的远程传感器(图5)。当①油缸夹紧时,左端腔的油进入③油缸的右端,③油缸的活塞杆后退,根据活塞杆的后退状态可以反馈①油缸是否夹紧。同理,当①油缸松开时④油缸的活塞杆可反馈①油缸是否松开。
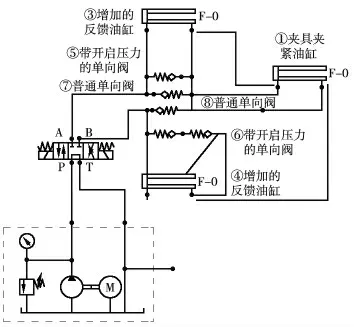
图5 方案二液压管路
工作内容有:
(1)每台机床增加6 个反馈油缸、6 个普通单向阀、6 个带开启压力的单向阀。
(2)制作安装油缸和阀的支架。
(3)设计加工油缸和阀的连接管路。
(4)将加工仓内部的夹具到位传感器移到加工仓外部。
(5)使用I/O 模块连接各传感器,并发送给机床,取消远程传感器机构。
方案验证:按该方案在机床上安装验证,油缸动作正常,验证成功,改造后夹具位置反馈装置如图6 所示。

图6 新夹具位置反馈装置
2.4 PMC 程序修改
以轴向定位夹具为例,更改后轴向定位夹紧分为两种模式,带工件夹紧和不带工件夹紧。D822.0 用来判断机床是否有工件,当机床有工件时X17.0 轴向定位1 夹紧到位有信号且X17.1 轴向松开到位1 没有信号,或当机床没有工件时X18.0 轴向定位2 夹紧到位有信号且X18.1 轴向松开到位2 没有信号,轴向到位线圈R805.4 接通,作为机床轴向定位的状态信号。轴向定位松开X17.1 或者X18.1任何一个松开到位信号有信号,线圈R805.5 接通,作为机床轴向定位松开的状态信号。更改后的部分PMC 程序如图7 所示。

图7 轴向定位PMC 程序段
3 结束语
改造后机床不再需要远程传感器,将加工仓内部的夹具到位传感器移到加工仓外部,使用I/O 模块连接各传感器,并发送给机床输入模块。减少了远程传感器高昂的备件采购成本,传感器以及增加的反馈油缸在加工仓外部工作环境得到改善,大大延长使用寿命。单台设备停机时间由50 h/年降至5 h/年以内,有效提高生产效率。
猜你喜欢
水泵技术(2021年5期)2021-12-31
哈尔滨轴承(2021年4期)2021-03-08
冶金设备(2020年2期)2020-12-28
制造技术与机床(2018年12期)2018-12-23
纤维复合材料(2018年2期)2018-12-07
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
北京航空航天大学学报(2017年4期)2017-11-23
制造技术与机床(2015年10期)2015-04-09
汽车零部件(2014年5期)2014-11-11