
大型碳纤维复合材料铣削工艺研究
2023-02-27 09:55赵章献董洪林
机械工程师 2023年2期
赵章献,董洪林
(武汉船用机械有限责任公司,武汉 430085)
0 引言
碳纤维复合材料(Carbon Fiber Reinforced Composite,CFRP)具有独特的轻质、高强、高硬、耐高温等特性,在航空航天领域应用广泛。碳纤维复合材料在航天大尺寸结构中表现出了广阔的应用前景,也逐步获得了越来越广泛的应用。然而,随着CFRP由次承力结构件转为主承力结构件,其切削加工问题日益凸显。复合材料的高效加工一直备受关注,尤其是大型复合材料结构件的加工[1-2]。文献[3]分析和总结了国内外采用螺旋铣的方法加工碳纤维增强复合材料过程中切削力、加工表面质量、切削刀具等多方面的对零件加工质量的影响。文献[4]阐述了CFRP切屑形成机制、切削力、切削热、刀具磨损和加工缺陷研究现状,总结了钻削、铣削时的加工参数和刀具参数对切削力、切削热和刀具磨损的影响,剖析了CFRP加工过程中分层、撕裂和毛刺缺陷产生的原因和影响因素,介绍了刀具材料和结构的研究进展,并综述了螺旋铣孔、超声振动辅助加工等CFRP加工的新工艺特点及应用。文献[5]、[6]研究了工件倾角对CFRP曲面结构可加工性的影响规律,采用金刚石涂层铣刀对不同倾角下CFRP叠层平板结构进行顺铣加工试验,对不同坐标系下的铣削力和加工侧面、表面缺陷进行了研究,指出侧面表层缺陷与工件倾角存在一定的关系。文献[7]、[8]进行了CFRP的铣削实验,对切屑的形成、表面粗糙度和切削力进行了观察;并对纤维分别由于断裂和弯曲产生的粉末状切屑和带状切屑进行了分析。文献[9]、[10]用盘铣刀对CFRP进行了铣削试验,研究了切削速度、纤维方向等对加工性能的影响,利用2种不同制作方式的PCD刀具加工CFRP,发现切削力与刀具磨损均与纤维方向关系巨大。文献[11]、[12]介绍了碳纤维加工中出现的分层及解决办法。
多年来,国内外诸多学者对CFRP的研究为该领域的发展打下坚实的基础,但大多集中在小尺寸的零件加工,对大型复合材料的加工鲜有报道。针对高强度耐烧蚀大型碳纤维复合材料宽度尺寸难以保证的问题,本文通过对加工设备、刀具、加工方法等方面进行分析,提出了大型复合材料的加工工艺,为其他大型复合材料的加工工艺提供借鉴。
1 待加工的零件特点分析
某零件由T800级碳纤维和玻璃纤维复合材料编制而成,其截面如图1所示,零件宽度尺寸要求(200±0.06)mm,全长10 m左右。该零件的侧面为两段斜线及圆角组成。重要尺寸(200±0.06)mm是斜线2与底部直线在两侧形成的交点之间的距离。
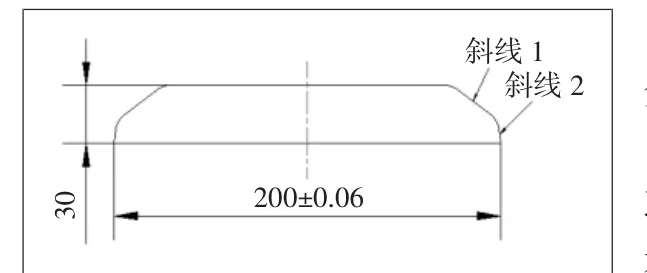
图1 零件的截面形状
零件加工工艺分析:
1)根据加工经验,较短的零件可以在零件长度的两端布置压板,通过压板将零件压紧固定。该零件长度较长,若只在长度的两端进行装夹,中间必然出现无法压紧的问题,导致切削过程中零件出现移动。因此,需要在零件宽度两边布置压板。
2)如果直接将零件压在机床工作台上,零件的底面将与工作台面接触,零件加工后,很难直接测量宽度尺寸200 mm。此外,由于零件的长度较长,直接布置在工作台上,布置压板和更换压板时,操作者长期处于弯腰的工作状态,劳动强度较大。因此,需要设计专用加工工装,方便测量尺寸200 mm且高度便于操作者进行工作。
3)首先在零件的一侧沿长度方向每隔200 mm布置一个压板,采用铣刀铣削一侧斜面到位;然后,在已加工的一侧布置压板并固定,拆掉另外一侧压板,校正换装夹位前后零件侧面的跳动,要求前后变化不大于0.03 mm。进行另外一侧斜面的铣削。由于尺寸(200±0.06)mm是多次装夹后加工成形,很难保证。
为了保证重要尺寸(200±0.06)mm,本文从加工设备、刀具、加工方法等方面展开了具体的研究。
2 加工设备分析
待加工的零件长度为10 m以上,需要采用行程为10 m以上的数控机床。一般来说,大型铣床有定梁龙门铣床、动梁龙门铣床、落地镗床等。定梁龙门铣床为工作台往复移动,横梁上主轴箱上下左右运动。定梁机床的应用历史最久,技术最成熟,一般认为适合大型零件的重切削。动梁龙门铣床为工作台不动,采用线性导轨带动横梁上下、左右、前后运动,比较适合大型零件的加工。大型落地镗床一般为工作台不动,主轴上下、左右、前后运动。一般来说,大型落地镗床在机床滑枕和镗床主轴长时间运行时,会存在温度升高的现象,导致滑枕和主轴的长度伸长,可能会导致零件过切。
结合定梁、动梁和落地镗床的优缺点,采用数控定梁龙门铣床XK2425-14000(如图2)进行加工。该机床为武汉重型机械厂设计,采用龙门框架固定,浮动式油压工作台移动结构。其主要技术参数如表1所示。

表1 铣床主要技术参数

图2 XK2425-14000 数控定梁龙门铣床
零件的宽度为(200±0.06)mm,由于零件侧面的宽度精度要求比较高,需要分析机床工作台的移动精度,采用留余量试切的办法对机床精度进行了间接测量。采用四刃金刚石立铣刀(直径D20,刃长≥50)顺铣方式精光两侧平面(铣完一侧,倒压板铣另一侧),然后使用外径千分尺,每隔200 mm检测一处宽度尺寸,验证机床在正常情况下铣出的11 m 长工件两侧面的平行度。
试切后每隔200 mm测量一个截面的宽度值,测量结果如图4所示。宽度测量值为230.040~230.085 mm,公差带为0.045 mm。尺寸的分布基本均匀,局部点出现了畸变,可能是装夹前后校正误差处于上差。
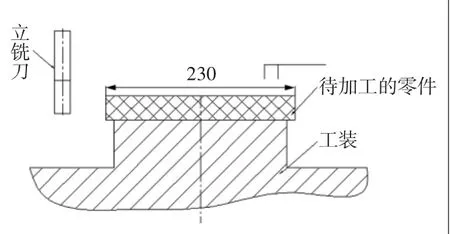
图3 试切示意图

图4 零件试切后宽度测量值
试切时,机床Z轴、Y轴处于定轴状态,X轴处于移动状态,零件加工后的公差带为0.045 mm,可以得出机床X轴的精度可控制在0.05 mm以内。在零件加工过程,机床处于2轴联动的状态,根据加工经验,对于高精度尺寸,机床单轴精度在零件加工公差要求的一半时,机床具备加工零件的条件。零件的精度为0.12 mm,分析可知机床加工出的两侧面平行度应不大于0.06 mm才能保证加工要求。通过试切可知机床的精度满足零件的加工精度。
3 加工刀具分析
碳纤维加工过程中,非常容易出现起毛、分层现象。为了抑制起毛分层现象的产生,加工碳纤维的刀具必须非常锋利,才能进行有效切断。CFRP材料导热性差,大部分切削热不能跟随切削液被带走,从而积聚在刀具上,使刀具的温度升高。切削液通过材料的间隙渗入材料中,使其产生分层,从而降低使用性能。因此加工CFRP材料的刀具必须具备高硬度、耐磨和耐高温的特征。
PCD(聚晶金刚石)铣刀片是采用特殊的高温高压工艺,在硬质合金基体上粘贴一层紧密的聚晶金刚石层而形成的刀具,具有高硬度、高耐磨、高导热及低摩擦因数等特点,能进行高精度、高效率、高稳定性和低表面粗糙度加工,可成倍提高加工效率,实现高速、高效切削加工。Precision Dormer公司的相关专家把复合材料加工视为金刚石刀具大幅度提高加工效率的关键领域之一。PCD刀片不易沿解理面发生脆性破损,抗磨损能力强,可长时间保持切削刃的锋利性。综合PCD刀片的上述优点,选择PCD刀片作为此次复合材料的切削刀具。

图5 切削刀具及刀片示意图
本文选用φ63的面铣刀,刀片选用APKT160408 -PCD,详细参数如表2所示。
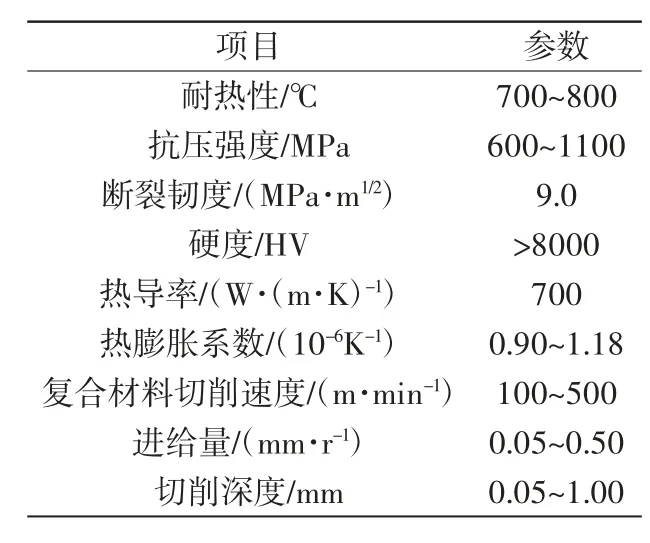
表2 刀片参数表
4 加工方法分析
零件的两侧为曲面,采用数控仿形铣削来实现。曲面的仿形铣削中固定轴铣应用最为广泛。固定轴铣的特点是刀轴固定,具有多种切削形式和进退刀控制。一般来说,零件两侧的曲面铣削轨迹有如下两种铣削方案:1)沿曲面轮廓铣削,如图6(a)所 示;2)沿轴向仿形铣削,如图6(b)所示。
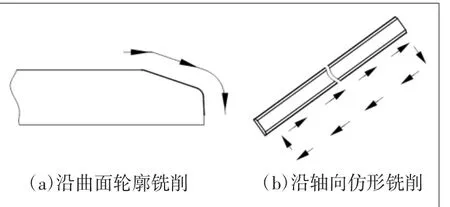
图6 曲面铣削轨迹示意图
采用相同的切削参数,多次试切表明两种方案优缺点如表3所示。

表3 两种曲面铣削轨迹方案对比
为了避免因主轴或方枕热胀后会导致轨迹逐件往Z+方向偏移导致工件超差的风险,曲面铣削时采用的是沿轴向仿形铣削。
因为零件长度较长,机床工作台的移动距离较大。考虑机床导轨的制造误差,工作台在长距离移动时,会在Y轴方向产生一定误差。
为方便实时观察加工过程的异常情况,操作者及时调整刀补。在零件的长度两端各加工宽10 mm的基准带,如图7所示。基准带包含正基准带,单边留余量0.03 mm;负基准带为理论值偏,为-0.03 mm。在零件加工过程中,如果实际加工区域在正基准带的外侧,说明零件出现了欠切现象。如果实际加工后的区域在负基准带的下侧,说明零件出现了过切现象。欠切与过切两种情况都需操作者手动调整刀补,使刀轨处于正确的位置。
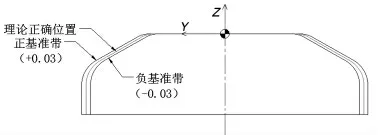
图7 基准带示意图
5 加工结果
采用前述的加工机床、加工刀具和加工方法,利用UG软件进行建模、编程。在建模时,按照零件施工图中的公差进行建模,方便了解加工后的状态。采用固定轴轮廓铣,曲面驱动的方法,按照最大残余高度0.006 3 mm进行设置。切削方向沿零件的长度方向。
设置转速为1000 r/min,进给速度为800 mm/min,采用D63R0.8的PCD刀具进行加工,切削液采水基切削液,添加剂为水溶性,有较好的冷却性和清洗性,能够保持工件的清洁,减少黏性物残留。用加工后零件外观平整,未出现起毛等异常情况。
采用千分尺测量,其宽度尺寸为200.02~200.07 mm(如图8),公差带为0.05 mm,满足图样要求的±0.06 mm,符合加工要求。

图8 仿形加工后零件尺寸测量图
6 结语
1)通过试切的方法,分析了大型碳纤维复合材料铣削对机床精度的要求。需要2轴联动加工曲面的机床,机床单轴的精度应控制在零件尺寸公差带的1/2以内。
2)综合机床、刀具和加工工艺的分析与试验结果,证实采用金刚石刀片和沿轴向仿形铣削的办法可满足大型碳纤维复合材料加工的要求。本文所述的加工方法,可为大型碳纤维复合材料的铣削提供参考。
猜你喜欢
橡塑技术与装备(2022年12期)2022-12-12
数学年刊A辑(中文版)(2022年1期)2022-08-20
上海建材(2019年4期)2019-05-21
数学年刊A辑(中文版)(2019年1期)2019-01-31
纤维复合材料(2018年4期)2018-04-28
纤维复合材料(2018年3期)2018-04-25
卷宗(2017年16期)2017-08-30
中国塑料(2016年6期)2016-06-27
浙江大学学报(工学版)(2016年10期)2016-06-05
科技视界(2014年11期)2014-06-28
