ZB45包装机组铝纸折叠成型质量提升的研究与应用
2023-05-11 06:49姜建军郑以龙
中国新技术新产品 2023年3期
姜建军 汪 云 郑以龙
(安徽中烟工业有限责任公司滁州卷烟厂,安徽 滁州 239000)
0 引言
ZB45 包装机组铝纸成型过程中出现的搭扣不对称、折叠不到位的现象,可以进行如下方面的研究:对内衬纸折叠的工作原理进行研究、对内衬纸成型模盒进行重新设计、对内衬纸折叠成型相关折叠部件、内衬纸偏移检测器进行重新设计以及确定折叠装置设计参数等。
1 技术方案
1.1 对内衬纸折叠的工作原理进行研究
目前ZB45机组采用的内衬纸折叠装置的工作原理如下:内衬纸小盒烟包完成“口”型折叠和两端面一短边折叠,在输入三号轮过程中完成两端面一短边和两长边折叠[1]。对内衬纸折叠各工位的折叠动作和参与部件进行分解分析,试验验证各折叠部件对铝箔纸搭扣部位折叠质量的影响,并确定关键部位。
1.2 对内衬纸成型模盒进行重新设计
对铝箔纸折叠各工段折叠动作的分析提炼,确定影响铝箔纸搭扣部位折叠质量的关键部件。结合内衬纸折叠的机械原理和成型过程提出设计方案。
1.3 对内衬纸折叠成型相关折叠部件、内衬纸偏移检测器进行重新设计
内衬纸的折叠成型动作需要各折叠部件与内衬纸模盒配合完成,内衬纸模盒尺寸的改变必然要对内衬纸折叠的相关部件进行相应的改变,包括第一短边折叠器、固定长边折叠器以及内衬纸偏移检测器等,使内衬纸成型的相关环节有一个协调配合的过程,保证折叠动作的稳定性。
1.4 对折叠装置设计参数的确定
先根据内衬纸折叠机构的机械原理和成型过程确定初步的设计参数,包括模盒的形状和尺寸、折叠器的移动距离以及检测器的安装位置等。然后反复试验,收集整理试验数据并进行统计分析,选取最优的参数组合,形成最终的方案。
2 铝纸成型分析过程
为了方便区分,对铝纸上端部4 个折角进行命名。烟包打开盒盖后前面2 个折角从左向右分别为第三、第二折角,后面2 个折角从左向右分别为第四、第一折角[2],如图1 所示。

图1 铝箔纸端面折叠示意图
该文在日常生产中统计了铝箔纸端面折叠的质量问题,主要表现为搭扣不对称、第三角折角以及第四角反折等。并对ZB45 包装机组铝箔纸折叠成型原理进行研究,如图2 所示。
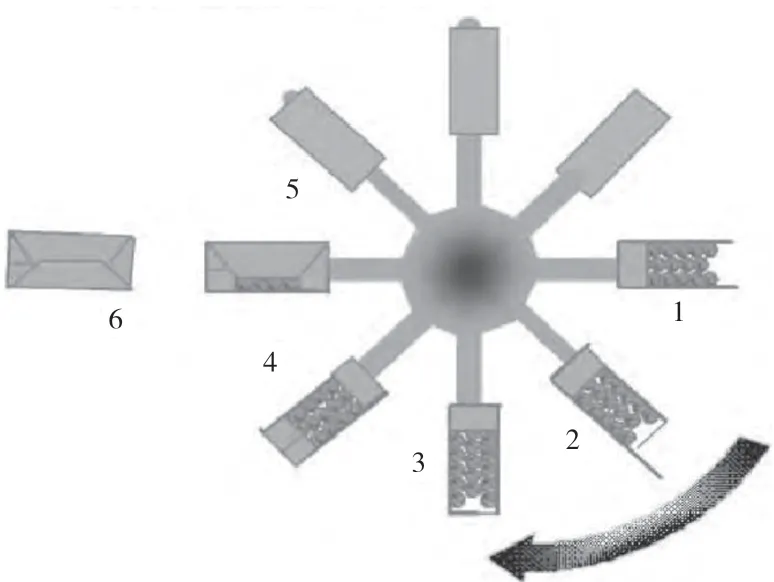
图2 铝箔纸折叠成型原理图
一号轮输送的烟组与裁切好的单张铝箔纸一起推送进入二号轮的模盒内,在工位1 完成铝箔纸的“U”型折叠,同时旋转折叠器动作,完成一侧的顶、底短边折叠;在工位2、3,长边折叠器及圆弧挡板完成铝箔纸烟包的长边折叠;当烟包在二号轮模盒内顺时针运动到工位4 时,烟包静止,此时顶底外侧短边折叠器对烟包顶、底外侧短边进行折叠,第三、四折角短边折叠在此完成。当烟包运行到工位5 时,上长边折叠器完成第三、四折角的长边折叠[3]。
铝纸在工位4、5 完成第三、四折角的折叠动作,参与第三、四折角折叠动作的部件有二号轮盒模、尼龙爪、顶部外侧短边折叠器、扶纸器以及上长边折叠器。分别测试不同折叠部件对铝纸折叠质量的影响。由于二号轮盒模、尼龙爪、上长边折叠器的规格及安装位置是固定的,因此主要试验验证顶部外侧短边折叠器、扶纸器对铝纸折叠质量的影响,并对第四折角的折叠分别进行研究。
其中,扶纸器是铝纸折叠装置由活动折叠变为固定折叠后,为了提升铝纸顶、底外侧短边折叠质量而加装的改进设施。
第三折角折叠质量的研究:第三折角的折叠质量问题主要表现为第三折角多进行了一次折叠,生产出来的缺陷烟包会在三轮剔除,并显示“缺拉片”故障。
通过观察机器运行中的铝纸折叠过程和手动盘车观察铝箔纸端部折叠情况,发现铝箔纸第三折角折叠质量缺陷产生的原因为铝箔纸烟包从二号轮模盒推出进入二进三过渡仓时,端面未折叠的下长边与二进三导轨发生干涉,导致此下长边铝纸发生翻折。
进一步观察研究铝纸第三折角折叠成型过程,发现铝纸顶底外侧短边折叠器完成折叠动作后,铝包由工位4 运行到工位5 的过程中,第三折角处的下长边在扶纸器的作用下有一个向下的折叠动作Z。此折叠动作Z 为多余的动作,不仅对铝纸的折叠成型毫无作用,还会造成第三折角处的下长边向下倾斜,进而导致铝包的下长边在二进三处与二进三导轨发生干涉,形成铝纸翻折的质量缺陷。
为了验证扶纸器对第三折角折叠质量的影响,在ZB45包装机组进行试验。拆除扶纸器,使机器运行半小时,并与扶纸器正常使用时运行半小时的数据进行对比。
在2 种运行状态下分别停机10 次,测量铝包在进入二进三前端面下长边和水平位置相比的倾斜角度,以期避免在二进三处与导轨发生干涉,造成铝纸翻折的质量缺陷。
第四折角的折叠质量研究:通过盘动设备发现第四折角在进行外侧短边折叠过程中共发生3 种变形,分别为塑性变形、敏弹性变形和滞弹性变形。
通过多次试验发现,第四折角折叠质量主要受滞弹性变形的变形量的影响。滞弹性变形主要发生在铝纸外侧短边折叠完成后,铝包由工位4 运行到工位5 的过程中。由于机器运行速度基本不变,滞弹性变形的持续时间基本一致,因此滞弹性变形的变形量受时间影响不大。在铝包运行过程中,扶纸器对第四折角有一多余的折叠动作,在此折叠过程中,滞弹性变形受到外力影响且受力方向与变形方向一致,因此造成滞弹性变形的变形量增大,进而造成第四折角折叠质量不高。
所以扶纸器的使用提高了铝箔纸第四折角的折叠质量,消除扶纸器对铝箔纸的折叠动作后,烟包第四折角的折叠质量得到了进一步提高。
3 研究应用
通过上述分析,该文决定采取措施并结合挤压和反挤压的原理重新设计模盒挡板及扶纸器等相关部件,达到提升铝纸第三、四折角折叠质量的目的。
挤压和反挤压的原理为在一定压力作用下使材料产生塑性变形及在材料本身反弹作用下使包装材料具备一定形状和尺寸的过程。
为了有效利用挤压与反挤压原理进行设计,决定将二号轮模盒改造为与折叠器共同对铝箔纸进行挤压,在二号轮盒模前端面上位于铝纸成型槽的两侧分别设计向前凸出的挤压挡板,挤压挡板内侧与铝纸成型槽侧壁相平齐。挤压挡板随铝纸成型盒模一起转动,既避免了原来的扶纸器会折叠铝纸长边的缺陷,又实现了对铝纸长边的支撑定位作用,保证了铝纸的折叠质量,如图3 所示。

图3 二号轮模盒改进示意图
安装挡板的二号轮模盒要随二号轮一起顺时针运动。如果挡板过长,会与二号轮外侧的短边折叠器连杆、铝纸偏移检测器支架以及上长边折叠器发生干涉。考虑挤压挡板高度越高对铝纸的支撑定位作用越好,将上长边折叠器与二号轮模盒挤压挡板发生干涉的部位切割一豁口,豁口尺寸根据二号轮模盒挡板的尺寸来确定,如图4 所示。

图4 长边固定折叠器改进示意图
在运行过程中,上长边固定折叠器必然与改进后的二号轮模盒上的挤压挡板发生干涉。为了防止出现这样的干涉,该文对短边折叠器连杆、铝纸偏移检测器支架进行了改造,如图5、图6 所示。

图5 短边折叠器连杆改造前后实物对比图

图6 检测器支架改造前后实物对比图
改造后的试验发现,上长边固定折叠器上的豁口、挡板均不能与铝包边沿平齐,造成了折叠质量缺陷,所以挡板尺寸需要改进。如图7 所示。

图7 挡板改进前后结构示意图(mm)
改进后,挡板为5mm×5mm 的正方形,根据挡板的新尺寸改造上长边折叠器,如图8 所示。

图8 改进后二轮模盒及固定折叠器实物图
4 效果验证
在ZB45 包装机组逐一安装改进后的固定折叠器、旋转折叠器连杆以及铝箔纸偏移检测器支架等部件,运行机器,并对生产出的烟包进行质量检验。运行结果显示,机器运行平稳且对铝纸折叠质量无不良影响。
在设备平稳运行状态下,每半小时抽样1 次,共抽取5次样品,每次100 包,检查烟包铝纸端面折叠质量,统计有无搭口不对称、第三角折角以及第四角反折等缺陷烟包,统计结果见表1。

表1 缺陷烟包数量抽样统计表
可以看出,改进后的设备运行平稳,铝纸端面折叠质量得到了明显提高。
烟包内铝箔纸折叠平整度提高,商标纸包装方正,有利于小包透明纸的裹包成型,烟包密封度也得到了提升。改进前后的小盒密封度检测数据见表2。

表2 改进前后小盒密封度
统计结果显示,改进后烟包的小盒密封度得到了提高,对烟支起到了更好的密封作用。密封度的提高对烟支防潮、防霉变、隔绝外部异味、保持香气和保润增香均起到了良好的促进作用,提升了产品的内在品质。
5 结语
该文从机械设计的角度对内衬纸折叠成型系统进行了分析,确定了扶纸器这一主要影响因素,并制定了改进方案。实施后铝纸搭扣部位无质量问题,无折叠不对称、不到位的烟包,提高了铝纸的折叠质量,成功解决了环保转移铝纸在折叠过程中铝纸端面折叠的质量问题,提升了产品质量,提高了产品的美誉度。
该文设计了一套改进型包装机铝纸成型装置,具有结构简洁、可靠性高、维护方便以及改造成本低等优势,较好地解决了环保铝纸搭扣部位折叠质量问题,具有良好的推广性。
猜你喜欢
娃娃乐园·综合智能(2022年2期)2022-04-19
中国农村水利水电(2022年1期)2022-01-24
公路与汽运(2021年6期)2021-12-06
煤气与热力(2021年5期)2021-07-22
设备管理与维修(2020年23期)2021-01-04
印刷工业(2020年5期)2020-03-29
设备管理与维修(2019年17期)2019-10-26
设备管理与维修(2019年9期)2019-09-12
中国设备工程(2015年4期)2015-12-27
产业与科技论坛(2015年16期)2015-01-22