交叉角焊缝的有限元模拟分析
2023-05-24 04:51谭创
科技资讯 2023年8期
谭创
摘 要:采用HyperMesh对模型进行网格划分,利用生死单元法实现了对实际焊接过程的数值模拟,对不同方向焊缝的半封闭式箱型结构的进行了焊接温度和残余应力的数值模拟。模拟结果表明,焊接过程中峰值温度区间位于2 0502 150之间;每道焊缝焊接完成后残余应力都会发生变化,第一道焊缝焊接完成后,残余应力最大为316.7 MPa;第二道焊缝焊接完成后,残余应力最大为281.7 MPa;第三道焊缝焊接完成并经过装夹释放后,云图中残余应力基本呈对称分布,且残余应力最大值为367 MPa,位于三条焊缝交叉处。
关键词:数值模拟 焊接 残余应力 箱型结构
中图分类号:TG404;TG156 文献标识码:A
Finite Element Simulation Analysis of Cross Fillet Welds
TAN Chuang
(Yangtze University, Jingzhou, Hubei Province, 434023 China)
Abstract:HyperMesh was used to mesh the model, the life and death element method was used to realize the numerical simulation of the actual welding process, and the numerical simulation of the welding temperature and residual stress was carried out for the semi-closed box structure of welds in different directions. The simulation results showed that the peak temperature range in the welding process was 2050~2150℃, and the residual stress changed after each weld was welded. The maximum residual stress was 316.7MPa after the first weld was welded, the maximum residual stress was 281.7MPa after the second weld was welded, and that after the third weld was welded and clamped and released, the residual stress in the cloud diagram was basically symmetrically distributed, and the maximum residual stress was 367MPa, which was located at the intersection of three welds.
Key Words:Numerical simulation; Weld; Residual stress; Box structure
箱型焊接結构广泛应用于各种工程结构领域。在焊接过程中由于瞬时集中的热量输入,使得焊接过程中焊缝的温度场发生剧烈变化,箱型结构件产生焊接残余应力。焊接残余应力是影响结构设计完整性、制造工艺合理性和结构使用可靠性的关键因素[1]。
在箱型结构的角焊缝研究领域中,学者大多都集中在对单条角焊缝和多条平行角焊缝焊接残余应力和变形的研究,并且已有了众多的研究成果。韦逢使用有限元软件Abaqus,对加强型三面围焊角焊缝的连接受力性能进行了的研究[2],韩双宗对弯曲箱型结构的多层多道焊的焊接顺序进行数值模拟,大幅度降低了残余拉应力的最大值[3]。但对于三维不同方向的角焊缝(多向角焊缝)相交的残余应力和变形的研究工作却很少。并且焊接残余应力的产生将会很大程度地影响到焊接结构的使用性能[4-5],甚至会导致结构的脆性断裂,使得构件的疲劳强度和抗腐蚀能力降低。由于3条焊缝的相交部分在焊接过程中会经历多次热循环,容易产生应力集中。该文运用有限元软件Abaqus对其进行数值模拟和分析,对实际生产具有重要意义。
1 试验材料及方法
1.1 有限元模型的建立及网格划分
该文模拟的箱型结构模型由3块板两两相连接形成的半封闭结构,每个板相连接的部分由3条角焊缝焊接而成,使3条焊缝在焊接中心部分相交。
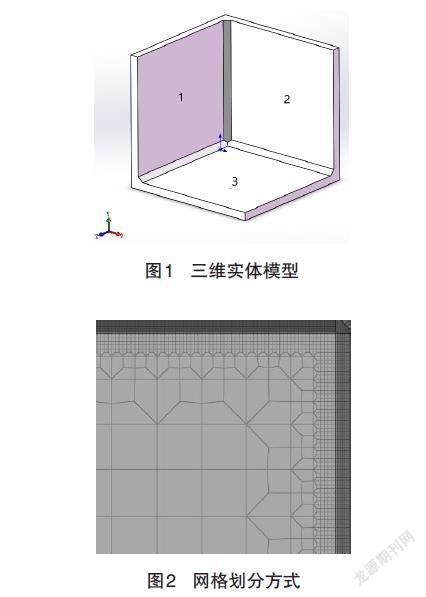
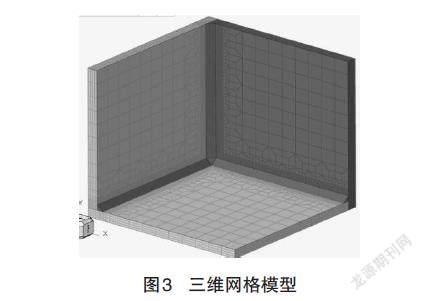
利用三维建模软件Solidworks建立箱型结构的实体模型,模型如图1所示。将模型导入到网格划分软件Hypermesh中,对整个模型划分出不同的区域,在划分网格时可以采用1∶3和1∶2的网格过度的划分方法,具体如图2所示。由于焊缝和热影响区内热源的作用,使温度变化较为明显,其余范围的温度变化较小。因此,为了能够体现出实际的温度场和应力场变化状态,在焊缝和热影响区使用单元尺寸较小的网格,在距离焊缝越远的区域,使用的网格尺寸也会逐渐过渡增大,以此来减低计算所用的时间,并提高计算的效率,确保计算结果的正确性[6-7]。三维网格模型如图3所示。
1.2 材料特性
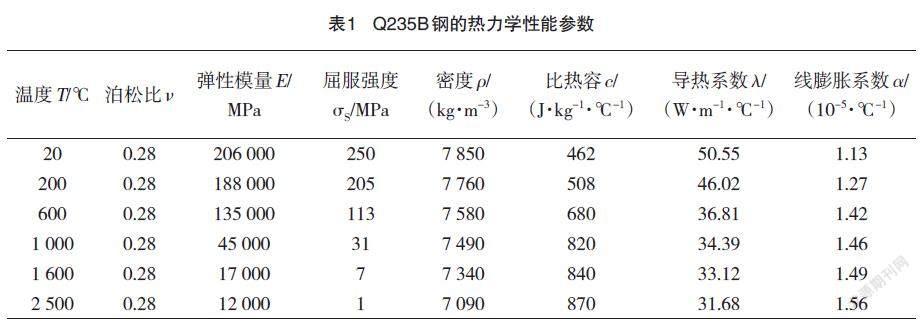
该文使用的材料为Q235B结构钢,且母材和焊缝材料保持一致。在实际的焊接过程中,热源使得焊接接头会随着时间和空间的变化而产生剧烈的温度变化,形成不均匀的温度场,需要考虑材料参数与温度之间的函数关系。材料热力学性能物理参数见表1[8-9]。
1.3 热源校核
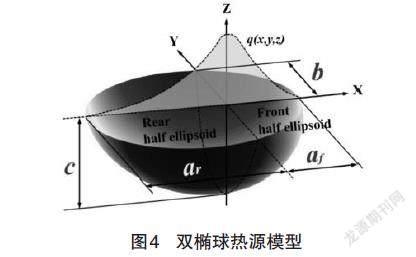
该文使用保护焊作为焊接方法。在实际焊接过程中,热源的前半部分在与焊缝接触后会有剧烈的温度变化,后半部分在焊接时温度会保持在一个平稳的过程。故此次模拟的热源模型采用Goldak双椭球体热源模型[10],其具备这样的特点。热源分布形式如图4所示。
式(2)中:,为热效率;为电弧电压;为电流;、为热流密度分布系数,表示前后椭球热输入的比例关系,且 ;、 为焊接熔池的长度参数,b、c 分别为熔宽和熔深。
2 结果与分析
2.1 温度场
为了让有限元模拟的焊接过程与实际焊接过程相吻合,此次焊接模拟使用到生死单元法。此方法采用生死单元模拟焊缝充填过程中的焊接热输入过程,能够有效地展现出焊缝单元填充的过程[11]。
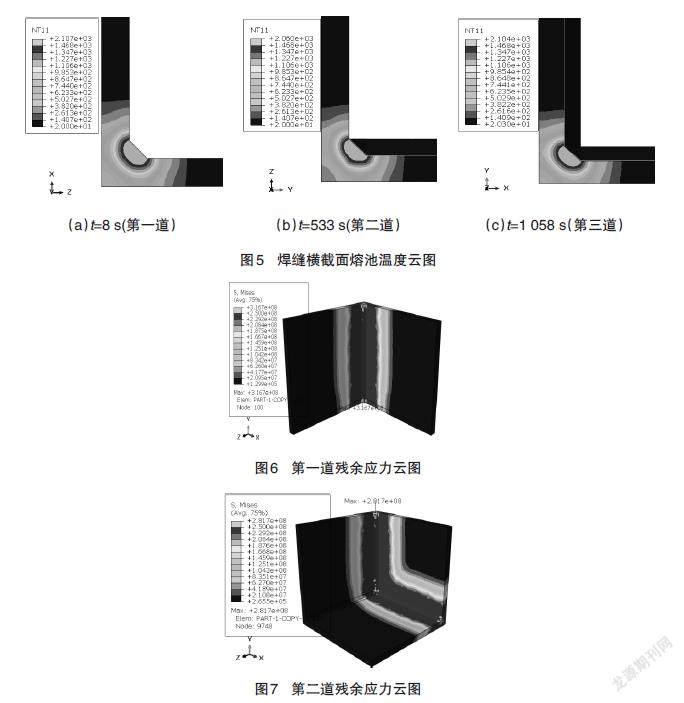
图5为每条焊缝焊接过程趋于稳定后,焊缝横截面熔池形态的温度云图。在焊接过程中,热源模型的集中热输入接触到焊缝后,会让焊缝材料的温度快速升至其熔点之上,并会产生稳定的温度场。每条焊缝都经历了相似的焊接热循环过程,温度区间主要分布在2 0502 150之间。
2.2 应力场
为确保焊接完成后,避免产生较大的残余应力。该文采用的焊接方法为:3条焊缝都是由外向里进行焊接,这样能够防止后一道焊缝的起弧区与前一道焊缝的收弧区持续受热,避免了焊接过程中的瞬时热量的聚积,使外界输入的热量分散化,能有效减小焊接后的残余应力。
第一道焊缝焊接残余应力如图6所示,焊接时将两板的背面进行全约束,在经过一段时间的冷却后,产生的残余应力主要分布在焊缝和热影响区的部分,并且呈现明显的对称分布。焊缝及其影响区部分应力大部分在250 MPa左右,而远离焊缝区域的残余应力较小。最大的残余应力出现在收弧部分,且最大值为316.7 MPa。
第二道焊缝焊接残余应力如图7所示,两道焊缝应力的分布有很明显的梯度变化,焊缝及其影响区应力同样大多在250 MPa左右。但是,第一道焊缝收弧部分经过第二次热循环后,最大残余应力出现在第一道焊缝的起弧部分,残余应力为281.7 MPa。
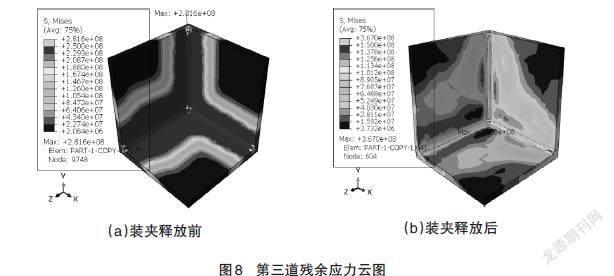
第三道焊缝焊接残余应力如图8所示,由图8(a)为焊接完成后装夹释放前的残余云图,装夹条件与第二道焊缝焊接时相同。第三道焊缝焊接结束后,温度冷却至室温约20,对第一道焊缝起弧部分的影响不明显,使得残余应力最大值为281.6 MPa,位置与第二道焊缝完成后的最大残余应力相似。图8(b)为装夹释放后的残余应力云图,经过一段时间的应力释放后,相比于释放前,应力变化较为明显,焊接残余应力大部分应力都在150 MPa以下。且云图中残余应力基本呈现对称分布,最大残余应力为367 MPa,位于三条焊缝相交部分附近,焊缝相交部分经过3次的热循环,虽然经过一定程度应力释放,但由于模型结构为半封闭式,使焊缝相交部分产生较大的应力集中。
3 结论
(1)在模拟的焊接过程中,每条焊缝都经历了相似的焊接热循环过程,温度主要位于2 0502 150之间。
(2)第一道焊缝焊接结束后,最大残余应力为316.7 MPa,位于第一道焊缝的收弧部分。第二道焊缝焊接结束后,第一道焊缝的收弧部分再次经过热循环后,最大残余应力位于第一道焊縫的起弧部分为281.7 MPa。第三道焊缝焊接结束后,最大残余应力为281.6 MPa,与第二道焊缝基本相同。
(3)焊接结束并经过装夹释放后,焊缝交叉部分经过多次热循环,使得残余应力最大为367 MPa,位于3条焊缝交叉部分。
参考文献
杨俊伟.箱型结构焊接的有限元分析[J].建筑,2014(5):75-76.
韦逢. 端缝加强型三面围焊角焊缝连接受力性能研究[D].广州:广州大学,2020.
韩双宗. 弯曲箱型结构焊接顺序对残余应力的影响[D].西安:西安建筑科技大学,2016.
刘哲. X80高强管线钢焊接性的模拟研究[D].天津:天津大学,2006.
黄道业.TC21钛合金激光深熔焊应力场数值模拟研究[J].长江大学学报(自科版),2013,10(34):74-77,6.
张义,韩阳,张舟,等. Q690D高强钢厚板多层多道焊应力与变形的数值模拟[J]. 热加工工艺,2022(15):117-121,127.
杨新宇,姜勇,高巍,巩建鸣,陈虎,等.焊接顺序及热处理对T91/12Cr1MoV异质接头残余应力影响的数值分析[J].电焊机,2016,46(4):17-21.
魏顺,汪舟,杨莹,等.喷丸改善Q235B对接焊接头残余应力场的有限元分析[J].热加工工艺,2020,49(9):122-129.
焦晋峰,贾朋朋,贾玥,等.钢管-焊接空心球节点焊接残余应力数值模拟及试验研究[J]. 广西大学学报(自然科学版),2020,45(6):1259-1266.
SUN J, KLASSEN J, NITSCHKE-PAGEL T, et al. Effects of Heat Source Geometric Parameters and Arc Efficiency on Welding Temperature Field, Residual Stress, and Distortion in Thin-plate Full-penetration Welds[J]. The International Journal of Advanced Manufacturing Technology, 2018, 99(1): 497-515.
李志宏,于磊. 管道环焊缝焊接及焊后热处理过程模拟分析[J]. 化工机械,2022,49(3):445-449.
猜你喜欢
中国新技术新产品(2016年23期)2016-12-26
科技视界(2016年18期)2016-11-03
科技视界(2016年18期)2016-11-03
科技视界(2016年22期)2016-10-18
科技视界(2016年22期)2016-10-18
科技视界(2016年21期)2016-10-17
科技视界(2016年20期)2016-09-29
建材发展导向(2014年2期)2014-05-04