
1Cr18Ni9Ti不锈钢动量轮轮体内孔精密加工方法
2023-08-22 06:39何华东李晓宝胡晓光张振
金属加工(冷加工) 2023年8期
何华东,李晓宝,胡晓光,张振
天津航天机电设备研究所 天津 300301
1 序言
动量轮利用陀螺定轴性和转速变化而产生的反作用力矩,来稳定或改变卫星的姿态。动量轮产品的加工精度直接影响整个航天器的运行寿命、控制精度和可靠性,而轮体内孔的加工质量则决定了动量轮的整体装配精度。该部位的形状及尺寸精度要求极为严格,在实际生产中,由于内孔采用常规车削和磨削无法保证尺寸和形状公差,因此轮体内孔精密加工成为动量轮制造瓶颈。
2 轮体加工特性分析
轮体是动量轮产品的关键零件,由1Cr18Ni9Ti奥氏体不锈钢经锻造后整体切削成形。1Cr18Ni9Ti属难加工奥氏体不锈钢。轮体及内孔如图1所示。动量轮中心圆柱孔尺寸为φ50mm,尺寸公差等级为IT2级,公差值为0~3μm。该孔圆柱度要求<3μm,表面粗糙度值Ra=0.8μm。
由于轮体材料的切削特性对车削加工有很大的影响,因此了解和掌握1Cr18Ni9Ti不锈钢的切削性能对车削加工极其重要。该材料的相对可切削性为0.3~0.5,属于难切削材料,其加工特性主要包括以下几个方面[1]。
(1)刀具磨损快 材料的高温强度及高温硬度较高,切削过程中切屑切除困难,切削力大,导致刀具磨损速度快。
(2)塑性和韧性高 由于材料的延伸率为40%,是45钢的250%~280%,所以切屑不易切离、卷曲和折断,切削温度高。
(3)导热性差 由于切屑切离与折断困难,所以刀具切削刃面与工件间产生的摩擦热增加。由于1Cr18Ni9Ti不锈钢的导热率较低(约为45钢的1/3~1/2),因此材料的散热能力差,被切屑带走的热量较少。刀具承担的切削热量增加,使温度提升,刀具磨损加剧。
(4)加工硬化严重 随着刀具的急速磨损,使得切削力增加,切削参数发生变化,工件的表面质量变差。
依照常规加工工艺,先后选用两种方法对试验件内孔进行试切加工。加工方案如下。
方案1:使用高精度车床,精车内孔至成品尺寸。此方案实施过程中,分别使用高精度手动车床和数控车床进行试切,鉴于这两种车床本身主轴径向圆跳动误差为2~3μm,基本处于零件精度要求极限,同时零件的材料特性使得刀具磨损极快,对零件的圆柱度产生影响,因而此方法加工出的零件圆柱度为3~6μm,表面粗糙度值Ra=1.6μm,不能满足零件精度要求。
方案2:直径留0.15~0.2mm余量半精车内孔,然后使用精密内圆磨床精磨内孔至成品尺寸。该磨床主轴回转精度为0.5~1μm,能够满足零件精度要求。在实际加工中,分别使用单晶刚玉和立方氮化硼砂轮对内圆进行磨削,发现圆柱度始终在3μm左右浮动,合格率为50%,虽然表面粗糙度值达到Ra=0.2μm,但圆柱度超差风险较大,仍然不能满足零件精度要求。
后续通过对铝合金、钛合金材料进行试切试验,发现使用精密车床车削后的表面圆柱度可达到2~3μm,而使用高精度内圆磨床加工出的内孔圆柱度可达到1μm。经过比对分析得知,虽然机床精度是加工此类高精度产品的重要因素,但材料的切削特性、零件的结构特性也是决定轮体内孔加工质量的关键因素。刀具和砂轮磨损、装夹变形、切削应力变形及加工振动等环节,使得上述两种工艺方法都不能严格保证高精度内孔的加工质量。
为避免机床精度对加工精度的影响,并且能依靠现有设备实现轮体加工,同时严格保证内孔尺寸和形状精度要求,经过多次工艺摸索验证,确定使用研磨工艺来实现内孔高精度要求。轮体内孔加工工序如图2所示。同时,为减轻研磨操作强度和提高效率,研磨前将孔余量精准控制在0.01~0.02mm,圆柱度优于8μm,表面粗糙度值Ra<1.6μm。这样就需对轮体的车削和研磨技术进行深入的研究。

图2 轮体内孔加工工序
3 轮体精密车削加工方法
针对材料的切削特性,从刀具及切削参数选用、切削液应用和零件装夹定位等方面确定了零件具体的车削加工措施和方法[2]。
(1)刀具材料的选用 粗加工时选用YG8硬质合金车刀进行加工,因为轮体材料1Cr18Ni9Ti含有Ti元素,该元素易与刀具材料中的同元素发生亲和作用,在切削时含Ti的刀片磨损极快,所以在加工本材料时,避免选用YT类硬质合金刀具材料。精加工选用不含Ti元素的涂层刀具进行切削,可选择Al2O3为基体的涂层材料,其化学惰性大且和不锈钢材料的亲和作用小。
(2)刀具几何角度的选择 粗加工阶段,由于余量较多、刚性较好,所以此时主要满足高效去除材料的需求;精加工阶段,工件因薄壁特征,径向刚度较差,故刀具的几何角度主要应考虑减少切削力和提高表面质量,具体选择如下所述。
1)刀具在粗加工时,为使车刀具有良好的切削强度,前角一般取较小值(12°~15°);精加工时为了使刀具更加锋利,并有效降低切削力,从而获得更高的表面质量,前角一般取较大值(15°~20°)。
2)后角选择方法和前角类似,粗加工时主要是为了提高材料去除效率,精加工时是为了减小后刀面和材料被切削面之间的接触面,以及降低刀具磨损等。粗加工时刀具主后角为6°~8°,精加工时主后角为8°~10°。
3)主偏角的选择主要从对切削力的大小和方向这两个方面的影响进行调整。粗加工时,使用较小的主偏角,一般取60°~75°;精加工时,为了减小径向切削力,应选90°~95°的大主偏角。
4)刃倾角主要影响切削力的方向和刀尖、切削刃的强度,在粗加工时,为了提高刀尖的强度,刃倾角一般取负值,可取-5°~0°;在精加工时,为使切屑排向工件待切削表面,并最大限度减小径向切削力,刃倾角应取正值,可取0°~3°。
(3)切削用量的选择 粗、精加工切削用量的选择原则为:粗加工主要考虑刀具寿命和提高劳动生产率,切削用量数值应大些;精加工主要考虑切削力和工件的弱刚性特点,减小切削变形,提高表面质量,切削用量应小些。影响切削力大小的切削要素中,由大至小分别为切削深度、进给量和切削速度。具体选择如下所述。
1)切削深度。粗加工时,切削深度应取较大值,可避免在加工硬化层内切削,并提高加工效率,一般取2~4mm。精加工时,为了减小工件弹性和塑性变形,切削深度取较小值,但不宜过小,否则会使得生产效率降低,精车时切削深度一般取0.1~0.15mm。
2)进给量。由于进给量对切削力的影响较小,因此为了提高切削效率,进给量可取相对较大数值,一般在粗加工时取0.15~0.2mm/r,精加工时取0.03~0.06mm/r。
3)切削速度。切削速度影响工件的表面质量和刀具寿命。粗加工切削速度不宜选择太高,一般取30~40m/min;精加工时由于零件结构刚性较差,因此通过改变刀具角度控制切削力,提升精加工表面质量,切削速度与粗加工一致。
(4)切削液的选用 1Cr18Ni9Ti不锈钢材料具有一定的黏性,切削加工性差,切削时易产生积屑瘤,从而破坏已加工表面,这就要求选择冷却性、润滑性和渗透性都好的极压乳化液。使用l∶50的水配制成的极压乳化液,在切削加工中能保证零件的表面质量并有效降低切削温度。
(5)安装定位方法 轮体径向刚度较差,夹紧力沿轴向分布,虽然不会使工件产生变形,但在切削过程中,切削振动和径向切削力仍然能使零件产生微米级变形,只需满足研磨余量即可。轮体的装夹如图3所示。

图3 轮体的装夹
4 内孔精密研磨方法
研磨加工是利用研具在施加一定压力的情况下,相对工件加工表面作复杂的移动和运动来实现的。研具与工件间的磨粒和研磨剂在相对运动中,起物理机械磨削作用,使磨粒能从工件表面上摩擦磨损掉极薄的一层材料,可对加工表面进行0.01~0.1μm的微量切削,从而可高精度控制工件尺寸和形状精度,同时获得高表面质量。由于研磨加工对机床精度要求不高,因此使用研磨工艺可确保轮体内孔尺寸和形状精度满足设计要求。
4.1 研磨前的准备工作
(1)研磨方式及研磨剂的选用 为了便于操作,配制研磨膏进行研磨,研磨分类及适用范围见表1。针对1Cr18Ni9Ti不锈钢材料,采用SA单晶刚玉研磨粉,粗研粒度选择F600,精研粒度选择F1000。研磨膏成分配比见表2[3]。
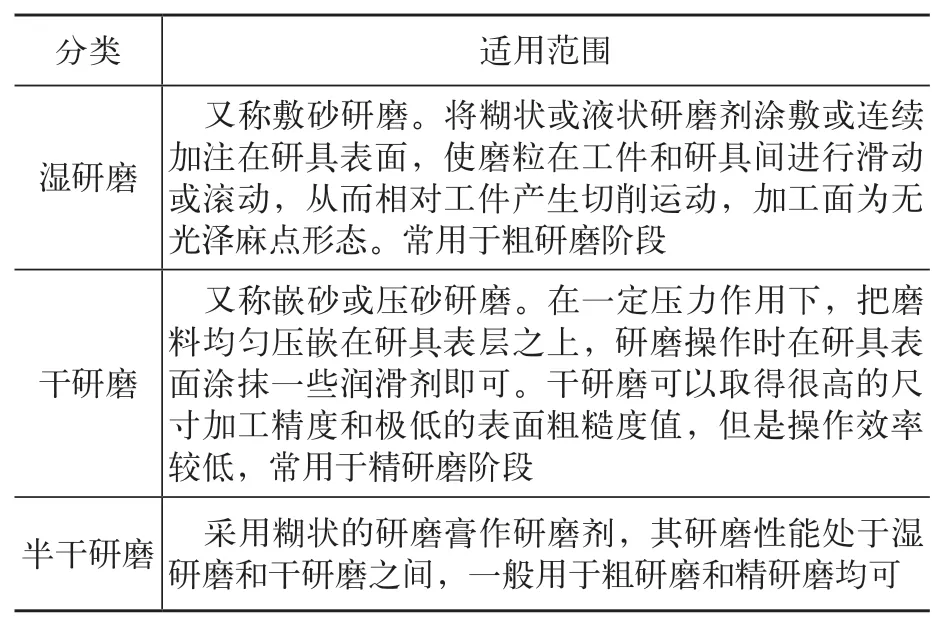
表1 研磨分类及适用范围

表2 研磨膏成分及用途
(2)研具结构及尺寸 研具是用于涂敷或嵌入磨料,而且不会嵌入工件表面,并使其磨粒发挥切削作用的工具。研磨部分的材料一般比工件软,常用的研具材料为灰铸铁、10或20低碳钢及黄铜等。结合生产实际,选取黄铜为研磨套材料,45钢调质料为芯棒材料,制作了可调式内孔研具。研磨套采用单槽结构,外圆制作了交叉螺旋槽,用于存储多余的研磨剂。研磨套与芯棒通过1∶20锥面配合,使用螺钉、压板进行调节,便于研磨套磨损后尺寸调整。研磨套长度为工件被研内孔长度的2~3倍。研磨工艺是一种误差平均法,研磨前内孔圆柱度允许误差较高,但一般不应超过研磨后误差的6~10倍,故研磨前内孔圆柱度应控制在0.01mm左右。研磨套外圆与工件内孔保持0.01~0.02mm间隙。轮体研具如图4所示。

图4 轮体研具
4.2 研磨过程
(1)操作方法 内孔研磨在手动车床进行,采用机械与手工配合的研磨方法。
1)研磨棒夹持在车床卡盘上,转动卡盘,将研磨膏均匀涂抹在研磨套外圆表面。
2)双手把持工件,将工件内孔慢慢旋入研磨套外圆。
3)起动车床主轴,带动研具旋转,双手把持工件在研磨套外圆做轴向往复匀速移动,移动距离要尽可能覆盖研磨套全长。
4)研磨5~8min后,将工件取下,擦掉研具和工件表面的研磨剂,然后涂敷新的研磨剂,重新套上进行研磨。
5)研磨过程中,根据孔径变化,适时调大研磨套直径,以适应工件所要求的尺寸和精度。调节研磨套时,要控制与工件的间隙量,间隙太小容易将孔面拉毛,增大操作强度;间隙过大容易出现椭圆或锥度的情况。
6)研磨时如有过多的研磨剂被挤出,应及时擦掉,否则会使孔口扩大,孔面带锥成喇叭口状。
7)采用多次调头装夹的方式,通过研磨轨迹的不断变化,避免同一误差放大,避免孔面误差对工件圆柱度的影响。
(2)速度参数 研磨转速不宜过高,一般为30~100r/min。粗研采用80~100r/min,半精研采用40~80r/min,精研则采用30r/min。通过工件在研具上研磨出的网纹来判断研磨速度是否合适。当研具上研磨出的网纹呈45°交叉线时,往复运动速度适当。往复运动的速度不论太快还是太慢,都影响工件的精度和耐磨性。
(3)注意事项 研磨前,确保孔口无毛刺,孔口棱边圆滑,可避免研磨过程中出现屑渣裹入研磨膏中造成工件内孔划伤现象;研磨套开口单槽和交叉螺旋槽棱角无锐边,保证槽口均为钝边且光滑过渡;工件应及时清洗,确保每次在工件与研具清理干净后再涂敷新的研磨剂;精研前,工件放置30min以上,使零件热量充分释放后再进行精研加工。
5 方法验证
轮体采用此精密加工方法进行加工验证。研磨加工过程轮体内孔尺寸采用三点内径千分尺测量,圆柱度不测量。研磨加工后轮体内孔尺寸采用三坐标测量机测量,圆柱度采用圆度仪测量(见图5)。最终表面粗糙度采用对比块测量。保证量具和工件表面清洁度,以及在相同温度环境下测量。将三点内径千分尺测量值与三坐标测量机测量结果比对,检测结果在误差范围内。轮体内孔尺寸及圆柱度测量结果见表3。
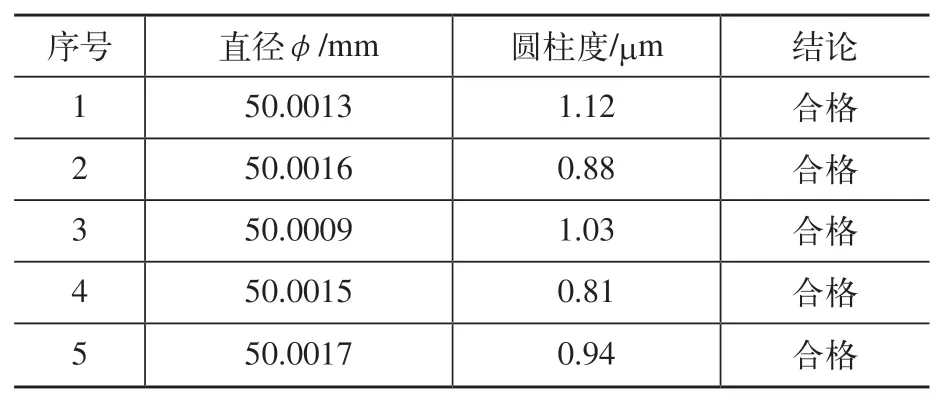
表3 轮体内孔尺寸及圆柱度测量结果
6 结束语
针对1Cr18Ni9Ti不锈钢动量轮轮体的内孔尺寸高精度加工问题,提出采用精密车削工艺与手工研磨相结合的方法。此方法经过数控车床半精加工和手动研磨两道工序,保证了轮体内孔尺寸φ50mm满足公差<3μm,圆柱度达到1μm,内孔表面粗糙度值Ra<0.2μm。加工精度完全符合设计要求。此方法制造成本低,效率高,质量稳定可靠,为其他航天器轮系零件的内孔精密加工提供了参考。
猜你喜欢
一重技术(2021年5期)2022-01-18
装备制造技术(2021年1期)2021-05-21
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
凿岩机械气动工具(2017年3期)2017-11-22
卫生职业教育(2014年16期)2014-05-16
组合机床与自动化加工技术(2014年12期)2014-03-01
