PROTOS70 卷接机组搓接装置改进
2023-08-29 01:40袁由柱
设备管理与维修 2023年13期
袁由柱,方 勇
(1.安徽中烟工业有限责任公司蚌埠卷烟厂,安徽蚌埠 233000;2.上海方禹机电科技有限公司,上海 200433)
1 研究背景
PROTOS70 卷接机组是目前国内烟草行业卷烟生产的主要卷接设备。搓接装置由搓板轮和搓板组成,主要作用是使水松纸纸片包裹组烟,从而形成双倍长度的滤嘴卷烟,是卷接机组中非常重要的功能部件,其结构对卷烟质量有很大影响。
2 存在问题及分析
原PROTOS70 卷接机组搓接系统的工作原理:将预先粘好水松纸片的双倍烟组经双端靠拢鼓轮排列整齐后,传送到搓板轮的承烟槽上,随着搓板轮的转动双倍烟组到达7 点位置时,安装在搓板前端的启动规将双倍烟组从承烟槽中取出进行滚卷,完成烟组的搓接。改造前搓接装置实际位置如图1 所示,搓接系统位置如图2 所示。

图1 改造前搓接装置实际位置
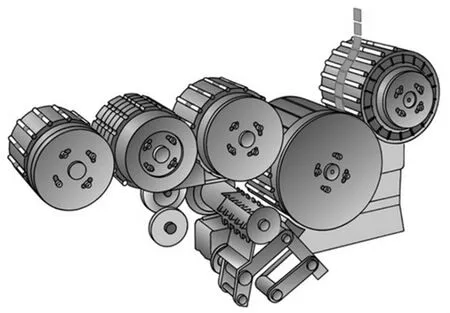
图2 改造前搓接系统位置
造成搓接系统维护、调整困难的原因有以下7 个:
(1)当烟组被启动规取出进入搓板滚卷时,烟组是被抛入的,如果搓板和搓板轮调整得不够精确就会出现烟组滚卷瞬间停顿现象。
(2)搓板细密的横纹极易被胶液沾满,使烟组在滚卷过程中产生运动轨迹的变化。
(3)搓板中间镶有合金的二次启动规,加剧了胶垢的堆积。
(4)烟组搓接位置不合理,搓接位置位于搓板轮的7 点钟方向,烟支在上升过程中完成搓接,俗称“下搓”,搓接不够顺畅。
(5)搓板轮表面极易粘连胶垢,影响搓接质量,每次拆卸必须重新对位。
(6)搓板升降机构日常维修调整、保养不方便。调整搓板时维修人员要钻到机身内仰视操作,搓板调整装置依靠4 颗螺丝固定在墙板上,调整时需松开螺丝调整,搓板调整装置会下坠,在搓板与搓板轮之间插入合适量棒,紧固螺丝后量棒可能无法拔出,即搓板与搓板轮之间距离变小,有时需反复调整,直到达到合适尺寸为止,增加了维修人员调整难度。操作人员清洁搓板时需弯腰清理表面积胶,增加操作工劳动强度。
(7)设备在刚启动和停机时,不规则烟支留在搓板轮上,残次品烟支易进入下道工序,增加质量控制难度。
3 改进前后的受力分析比较
搓接系统改进前后烟支组在搓烟轮与搓烟板之间运动的受力分析比较:
(1)搓接位置为下搓(7 点钟方向)时,烟支组重力G 分解为G1、G2,搓板轮为顺时针运转,带动烟支组沿V 方向滚动进行搓接,烟支组分解力G1与烟支滚动方向V 的受力P 是方向相反的,这样会减小烟支搓接滚动的受力;即2 个力叠加后的力小于P,从而造成烟支滚动不顺畅(图3)。

图3 搓接系统改进前烟支组受力分析(下搓)
(2)搓接位置为上搓(5 点钟方向)时,烟支组重力G 分解为G1、G2,搓烟轮为顺时针运转,带动烟支组沿V 方向滚动进行搓接,烟支组分解力G1与烟支滚动方向V 的受力P 是方向相同的,这样2 个力叠加后的力就会大于P,从而使烟支滚动更加顺畅(图4)。

图4 搓接系统改进前烟支组受力分析(上搓)
通过对烟支组在搓板轮与搓板之间的运动进行受力分析比较可知:搓接位置为上搓(5 点钟方向)时优于下搓(7 点钟方向)。
4 方案设计与实施
搓接系统工作方式由下搓改为上搓。新设计的卷接机组,如PROTOS90E、1-8、2-2、M5、M8 等机型,搓板位于相对于搓板轮5 点钟的位置,采用上搓方式的搓板装置,其支座多方位可调、对位简便、维护方便,由于5 点位相对7 点位减少了组烟的空置时间,减少了烟支夹沫,由于上搓较下搓更顺滑,降低了烟支搓接时的堵塞。搓接系统改进前如图5 所示,搓接系统改进后如图6 所示。
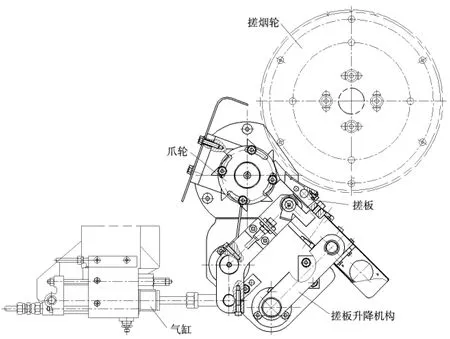
图5 搓接系统改进前
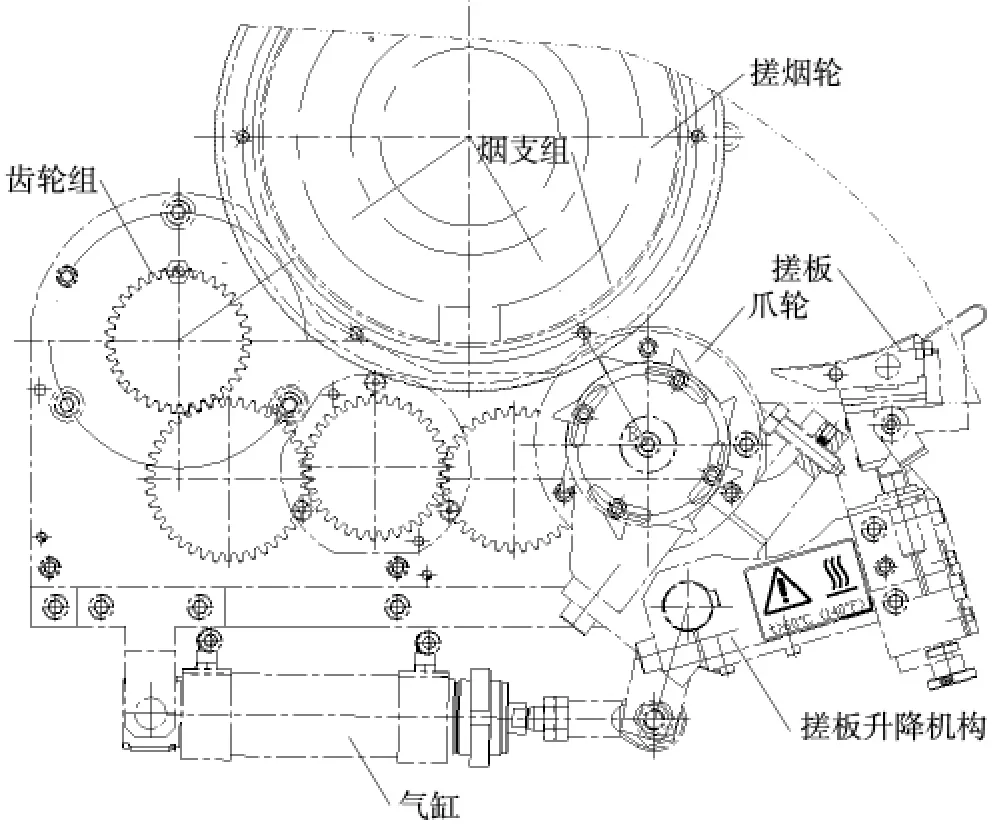
图6 搓接系统改进后
(1)将下搓改进成上搓,改进的难点是解决归位轮的动力传递问题,可以采用如下设计方案:重新设计一个传动箱将原来PROTOS70 归位轮的传动引到改进后的位置,可采用同步带传动或齿轮传动。本方案采用的是消除侧隙的齿轮传动方式(图7)。
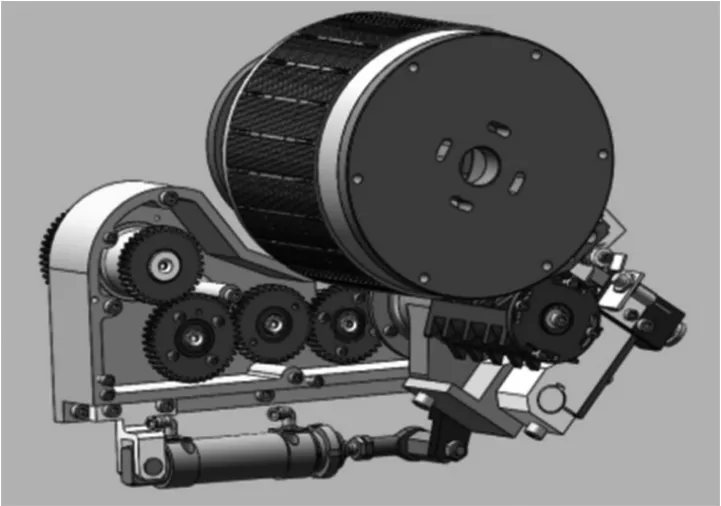
图7 消除侧隙的齿轮传动方式
(2)采用模块化设计,重新设计一整套归位轮的传动箱,齿轮箱内的5 个传动齿轮间的侧隙可以调整消除,这样可以减少由于齿轮传动链过长而影响归位轮与搓板轮之间的位置变化。同时利用机器上原有归位轮的孔来定位,并用原来的螺孔来固定安装(只需增加4 个辅助固定的螺纹孔),可在拆除原有部件后快速安装;剔除护罩内装有3 个快速电磁阀与搓板轮气阀上的3 个剔除管接头相连,由电气模块控制3 个电磁阀动作来完成在搓板轮上剔除双倍长烟支,归位轮的传动箱如图8 所示。

图8 归位轮的传动箱
(3)可根据用户要求,在搓接鼓轮的6 点位上增加剔除等功能。
5 改进效果
于2021 年9 月设计开发两套不同规格的搓接装置(一台74 mm 短支烟、一台84 mm常规烟支),满足不同规格产品需要。并于2022年2 月进行现场安装与调试,新设计的搓接系统明显提高了搓板装置调整精度,搓板装置调整时间降低在10 min 内;杜绝了设备启停时滤嘴处粘连双层水松纸进入下道工序现象,提高烟支搓接质量。
6 结束语
PROTOS70 卷接机组搓接装置的改进,利用新型卷接机组的上搓技术,将原有下搓方式改成上搓,组烟搓接更加顺滑,夹沫频次减少,更有利于烟支的搓接成型,同时增加搓板轮上的剔除功能,具备在搓烟轮上通过3 个高速电磁阀来准确剔除设备启动和停机时残次品双倍长烟支的功能。能够保证设备在高速启停时减少搓板轮后面鼓轮的堵烟、乱烟现象,有利于提高设备运行的稳定性。改进后的装置,调整和维护更加便捷,所用的零配件与主流机型一致,经济性好,对提高卷烟质量和提高设备运行效率都有积极的作用。改进后提高搓板装置调整精度,每次搓板装置调整时间降低10 min。降低搓板堵塞频次,提高设备效率,提高产量。减少烟支夹沫频次,降低烟支残次品率,提高烟支搓接质量。
猜你喜欢
包装工程(2023年3期)2023-02-16
物流技术与应用(2022年8期)2022-08-26
中国新技术新产品(2022年24期)2022-03-24
轻工学报(2021年4期)2021-09-02
装备制造技术(2021年12期)2021-04-23
湖南文理学院学报(自然科学版)(2020年4期)2020-11-25
物流技术与应用(2020年4期)2020-05-06
中国自行车(2018年8期)2018-09-26
制造技术与机床(2017年3期)2017-06-23
饮食与健康·下旬刊(2016年6期)2016-11-28