西门子数控设备故障维修案例研究
2023-08-29 07:10辛生崔寒绪
中国设备工程 2023年16期
辛生,崔寒绪
(北汽利戴工业技术服务(北京)有限公司,北京 100875)
目前,我国在很多领域都应用到了西门子控制系统,例如,3M、805 系统等在市面上的应用均十分广泛,控制系统不同,适用的控制场合也不同。常见的故障类型包括软件、硬件、PLC 控制系统和伺服系统故障,以下将针对不同故障类型的维修情况分别进行阐述。
1 软件故障维修
数控设备的控制系统也是采用计算机系统进行控制,系统内部包含软件和硬件两个部分。其中软件故障大多都是程序和数据方面的故障,当软件故障发生之后会因系统指令不准确从而导致系统运行故障。对于软件故障,只需针对具体异常情况进行数据恢复或者修正即可排除故障,以下将结合具体维修案例及维修方式进行分析。
(1)案例1:数控球道磨床控制系统开机后,一直不能进入操作界面,并提示错误。
球道磨床使用的控制系统为:西门子840D 系统。故障现象:系统开机后,出现异常显示,报警界面显示如图1 所示。
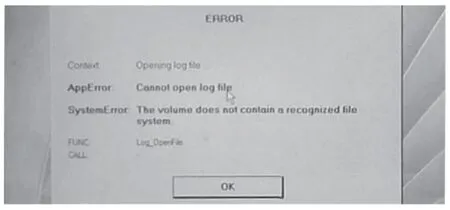
图1 西门子840D 系统错误显示
检查与分析:此系统中的MMC 装置使用的是PCU50.1,PCU50.1 是一款针对工业领域应用的计算机类型,系统自带操作硬盘,同时还可与下位机进行联动。首次开机出现异常后,将系统关机静待几分钟后重新开机,当系统进入Windows 系统引导界面后转入Siemens软件,软件打开后再次提醒报警进入上述错误界面,同时系统运行终止。信息分析:上述界面显示的软件错误信息为“cannont open log file ”,即log 文件不能被正常打开;程序错误信息为“The volume does not contain a recognized file system”,说明磁盘中的部分信息不能被识别。结合实际应用情况可知,造成上述故障的原因可能与硬盘文件不全有关,即PCU50.1 硬盘文件丢失。
故障处理:可将PCU50.1 硬盘文件删除后重新导入备份文件,恢复所丢失的文件。硬盘文件恢复并重新安装后,重新开机,系统正常运行。
数控机床系统使用过程中,应做好西门子数控系统的数据备份工作。由于大部分生产现场的环境相对较差,数控系统在运行过程中也很容易受到外界因素的影响,从而导致系统或者硬盘故障,此时,则可使用备份数据快速恢复,系统故障即可快速被排除。
(2)案例2:外圆磨床系统开机后不能正常启动,同时告警“2000 PLC sign-of-life monitoring”和“810004 Stop/abort event, error analysis via STEP7 required”。
外圆磨床使用的控制系统为:西门子810D 系统。
故障检查与分析:当发现系统故障报警后,对控制系统的CCU 模块进行检查,发现数码显示“6”,检查结果可见图2,说明CCU 模块运行正常;但SF 指示灯亮起,说明系统存在故障,同时PS 灯亮起,说明PLC 设备已经停止工作。

图2 西门子810D 系统CCU3.4 模块指示灯显示
根据上述分析可知,可能是系统控制软件出现异常,可优先对软件进行检测。
故障处理:因故障报警主要针对PLC,即系统控制程序可能出现异常。可将系统程序完全清除后,再重新下载备份文件,重新开机即可。通过备份操作后,系统正常开机。
为保证西门子系统的正常运行,需对程序文件进行备份。当系统控制模块出现程序异常后,即可立即导入备用程序。因此,在系统运行过程,也要定期进行相关数据的备份工作,尤其是NC 和PLC,这样当系统程序出现异常后即可快速恢复。
2 硬件故障维修
随着自动控制系统的日益完善,目前的数控系统均采用先进的计算机控制方法。其中西门子拥有很多先进的计算器控制系统,如810D/840D 系统,除了上位机对下位机的控制外,NCU 模块也能够实现计算机控制。虽然硬件系统的控制性能越来越强,但在实际应用过程中,仍有可能受到外界因素的影响而出现故障。一般来说,当硬件部分出现故障时,只能通过更换部分零配件或者整个硬件设备的方式来解决故障。
(1)数控淬火机床启动后,能够进入系统界面,屏幕能够正常显示。但无法进入工作程序和界面,也无系统数据反馈淬火机床使用的控制系统为:西门子840D系统。
故障分析与检查:通过对系统的运行原理进行分析,当系统正常启动后,首先MMC(PCU)会进入控制软件,当系统检测到进入正常后才会开启工作。而本次出现故障的机床使用的是PCU50.1 的MMC,通过多次系统重启操作,发现控制系统均能够正常启动,但无法进入操作系统界面,系统告警也均相同。对系统综合分析可知,可能是CPU 单元异常引起的,将CPU 单元拆下后单独进行检测,将其单独连接操作和显示装置后进行自检,自检结果异常。
故障处理:将拆下后的CPU 进行详细检查,尤其是连接线路部分,通检查发现北桥线路出现虚接情况,对虚焊位置进行重新焊接,再次进行自检,合格后重新接入系统,西门子840D 系统恢复工作。
810D/840D 系统通过上位机完成控制,因上位机是一台结合工业环境制造计算机,当CPU 现实故障时,可对控制系统进行维修。此外,现场作业过程中也发现PCU50.1 经常出现北桥虚焊的问题。
(2)外圆磨床运行过程中设备突然停止,且无法继续启动,系统告警信息显示为“2020 NCK fan alarm”。
外圆磨床使用的控制系统为:西门子840D 系统。
故障分析与检查:通过对告警信息进行分析,NCK风扇报警说明硬件部分的冷却系统运行异常。通过系统控制图纸分析可知,电池模块与NCU 风扇均安装于NCU BOX,风扇启动后,能够为NCU BOX 降温保证其正常工作。通过对风扇和电池模块进行检查,发现两者均能够正常工作,由此判断可能是NCU BOX,更换模块后依然会出现2020 报警,由此判断故障点可能是与NCU BOX 插接相连的NCU 模块。
故障处理:拔下NCU 模块检查确实存在故障,维修后重新下载备份文件,安装后系统恢复正常工作。
3 PLC 报警故障维修
在西门子数控机床控制系统中,PLC 是重要的控制设备,更是系统主要的组成部分。通过PLC 能够对系统各设备的启停进行控制,通过对机床系统运行数据进行统计和分析,判断运行情况是否存在异常,并按照反馈数据作出相应的反应,防止故障事态的进一步扩大。
在西门子数控机床系统运行过程,PLC 报警是非常常见的故障类型,而且系统越复杂,出现故障的程度也会越高。当PLC 系统出现异常时,首先,需要根据系统类型和告警进行分析,确定故障出现的范围和区域。当控制系统相对简单时,一般可以通过告警确定并排除故障,稍复杂的控制系统则可大致确定故障位置后进行重点检查,而无法确定的系统则可通过梯形图调试的方法对PLC 的程序运行情况进行逐步分析,从而确定故障点。以下,将结合实际案例对PLC 报警故障的处理方法进行分析。
(1)淬火机床在运行过程中出现报警“700355 FAILURE THERE IS NOT PART DETECTION ON INPUT MANIP. CLIPPER”,告警信息出现后程序运行周期结束后自动中止。
淬火机床使用的控制系统为:西门子840D 系统。
故障分析与检查:根据告警信息可知,入口机械手未抓住工件。当出现告警信息后,对机械手位置处进行检查,发现其对工件的抓取是符合规定的。通过对机床的结构和运行原理分析,工件抓取信号通过S611 开关进行控制,由此判断可能是接近开关异常导致误报警。对开关状态进行检查,发现其与实际情况一致,机械手抓住工件时指示灯正常亮起。对S611 开关与PLC 的连接状态进行检查,发现对应的连接口出入状态为“1”,说明信号正常传递至PLC 系统。将系统的操作状态调至手动,未出现报警,对PLC 系统进行检查,相应测试结果均正常。
通过反复运行工件抓紧、放下程序,发现当出现报警故障时,机械手的动作相对缓慢。由此分析,可能是机械手动作较慢导致的信号没能在规定时间内传递至PLC,由此出现报警。拆下机械手检查内部是否故障,发现机械手内部聚集了大量的淬火液,这些淬火液在一定程度上影响了设备动作的灵敏性。
故障处理:将机械手拆除后重新组装,清除内部的淬火液,在零件连接处涂抹润滑油。
(2)淬火设备开机后无法正常运行,告警显“700148 FAILURE DOORS OPEN,E61.7”。
淬火机床使用的控制系统为:西门子840D 系统。
故障分析与检查:告警信息显示防护门关闭异常,对防护门状态进行检查,发现防护门状态紧闭。将全部防护门打开后重新关闭,故障并未被消除。对防护门的状态监测装置进行检查,所有门开关监测均为关闭状态。由此判断可能是信号传递异常导致的,对PLC 输入连接口的状态进行检查,6 个防护门的状态均为“0”。
对防护门开关的常开触点进行检查,发现触点的电压信号均为0。根据线路连接原理,当检测到机床的工作状态后,会通过图3 所示的信号转换模块完成数据的转换后输送至PLC。检查系统各部分,发现第二个模块运行状态异常,该模块连接所有防护门。将此模块与其他模块进行调换,发现调换后,该位置仍处于无电压状态,而调换至其他位置的模块则显示正常,说明所有模块均能正常工作。由此判断,可能是模块上连接的线路出现故障,将所有与模块连接的插头全部拔下,并逐个重新插回检测线路的状态。首先插入门开关E61.7 的电缆,模块显示正常,防护门的告警也消除,说明防护门线路和模块是正常的。
图3 传感器信号转换模块
然后再插入其他连接电缆,当插入E61.6 电缆时,模块指示灯全灭,说明该条线路存在设备故障,需要进行重点排查,遂根据图纸对线路及相关元器件进行检查。在对E61.6 线路接近开关及线路检查过程中,发现电缆线路出现短路状况。由此可知,故障原因为电缆短路造成信号的误传递,传感器接收到信号后,会采取一个自我防护的保护措施,关闭了24V 直流电压,由此造成门开关的输入信号变为0,出现告警。
故障处理:更换短路电缆,重新检测模块的运行情况,待检测正常后开启系统,淬火设备正常启动,报警信号消除。
猜你喜欢
北方交通(2022年8期)2022-08-15
政工学刊(2021年12期)2021-12-22
现代制造技术与装备(2021年9期)2021-10-27
锻压装备与制造技术(2021年3期)2021-08-13
导弹与航天运载技术(2018年2期)2018-05-17
能源(2017年7期)2018-01-19
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
振动与冲击(2016年16期)2016-09-18
自动化博览(2014年12期)2014-02-28