浅谈回转式空预器围带安装变形控制
2023-08-29 07:10赵忠民丁德林
中国设备工程 2023年16期
赵忠民,丁德林
(上海电力安装第二工程有限公司,上海 200235)
1 前言
回转式空预器的传动装置根据驱动方式分中心传动和围带传动两种。围带传动为常用的驱动方式,传动力矩大,传动比小,运行稳定。围带准圆度是整个安装过程的关键所在,对转子运行中围带销与大齿轮啮合性有着直接影响,准圆度偏大会造成转子受热膨胀后大齿轮与围带销之间产生间断性撞击摩擦,从而降低围带和大齿轮的使用寿命,以致影响空预器转子的摆偏,导致漏风率增大。围带安装中尤为重要的是焊接变形,围带销轴径向准圆度和节距收缩量不易控制,是围带安装中十分棘手的难题,安装中其返工率较高。因此,控制好围带与连接板和外壳板的焊接工艺,对减少焊接过程中围带热变形收缩有着显著的作用。
2 原因分析
整台空预器的围带是由多节段围带拼装焊接组成,相邻节段围带通过连接板与转子模块壳体焊接成一体。连接板与壳体和围带在焊接过程中会产生收缩变化,由于转子外壳板相对较薄且弧度间距长,在与连接板焊接过程中其产生的径向收缩量尤为显著。
传统安装工艺(如图1)采用临时扁钢定位围带下平面标高,再就位各节段围带组成整体,对组成整体围带销轴准圆度及间距实施找正,最后,连接板与转子外壳板和围带进行焊接,焊接过程中,由于两处焊接应力的累计叠加,致使焊接所产生的收缩量显著增加。

图1 传统安装工艺
对于围带焊接收缩变化和控制,特别是围带销轴径向内缩量(向转子中心方向)变化,厂家至今仍无具体有效控制措施。由于围带是基于找正完毕且点焊固定后,在自检合格下进行施焊,为此,经焊接变形所产生的超标量是无法调整的,一旦超出规范,只能割除重新找正且焊接。
3 控制措施
(1)突破传统安装工艺,先找正连接板且完全焊接,使转子外壳板与连接板焊接中所产生的收缩量在围带就位前已完全释放、分解、吸收,彻底消除围带安装中此道焊接工序焊缝热变形所产生的收缩量,然后就位围带实施准圆度找正。具体工艺如下(如图2):①根据模块转子直径计算出整台空预器围带销轴中心周长,人工盘动转子,用帆布卷尺按围带安装标高实测模块转子外壳板实际周长,为保证数据准确性,帆布卷尺贴实外壳板并用胶带纸间断封贴固定,得出外壳板至围带销轴中心相对距离。②依据围带安装标高、各节围带弧长、模块转子外壳板周长,在模块转子外壳板上用钢针划出连接板安装位置,并按图纸所示对应各节围带进行编号;③连接板找正:先找正下部连接板,采用框式水平仪找正围带下部连接板且点焊定位,然后通过工字尺(备注:工字钢上下面车削精加工,尺寸为围带高度+0.50mm)直接定位上部连接板且点焊;④防止连接板与转子外壳板在焊接中水平变化,采用临时支撑角钢与转子外壳板进行临时点焊固定;⑤采用分层、对称、错开方式对各连接板与模块转子外壳板实施完全焊接。
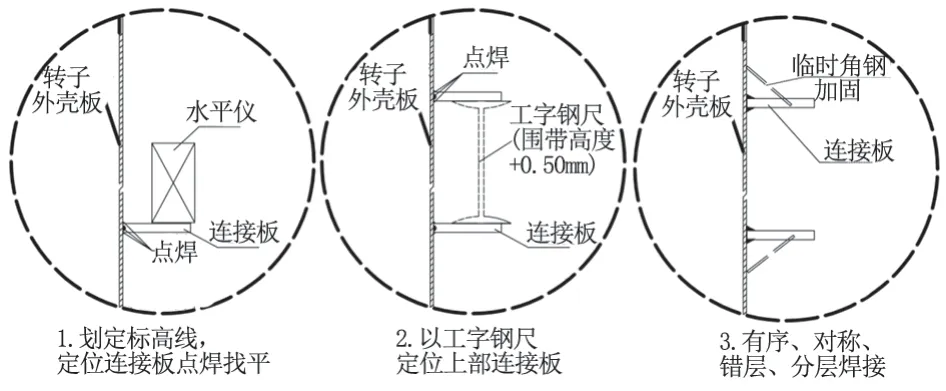
图2 改进安装工艺
安装工艺如图2。
(2)拟定合理焊接顺序。焊接工艺对焊接变形的影响有很多方面,包括焊接方法、焊接热输入、焊接顺序、构件的定位应用等。在各种工艺因素中,焊接顺序对焊接变形的影响较为显著,一般情况下,改变焊接顺序可以改善残余应力的分布及应力状态,减少焊接变形。
如图3 依据热胀冷缩互补原理及过往施工焊接中实际经验拟定了一套焊接顺序,采用分段、分层、对称、错开焊接方式。焊接过程中,通过人工有序盘动空预器转子,对各连接处进行跳跃式施焊,不在同一处叠加式连续焊接,有效控制累计热变形。严格控制焊接热输入时间,待前次焊接完且基本冷却后再次焊接,从而使收缩偏差值被分解、吸收、补偿。

图3 合理的焊接顺序
(3)安装中预放收缩量。通过试焊获得销轴径向及节距偏差值作为安装中预放量。采用百分表初找整条空预器围带准圆度,然后选定二处(连续位置)围带接头进行试焊接,节段围带未试焊的另一端上下连接板点焊固定。试焊前,记录原始找正围带销轴间距、径向数值,焊后进行数据测量对比,确定收缩变化值。为避免试焊后收缩量超出规范而切割返工,依据以往经验,焊前可在原始找正值上预先放量后再进行焊接,确保焊后围带销轴准圆度和间距均在设计范围内。①记录开焊时间,按拟定的焊接顺序施焊,先轴向上下焊接、后径向上下错开、分层焊接;②焊接过程中,控制好焊接电流、电压和焊接量。采用小的焊接参数,同时,每次焊接的焊缝长度也尽可能短,降低热输入越大收缩量越大现象。每道焊缝的每一小段焊接完后,应等焊接件温度自然冷却后再施焊,不在同一焊接件上连续焊接。③焊前焊后数据进行对比,确认变化值。据试焊时的数据分析,两根围带接头处完全焊接后,其销轴径向往转子中心方向收缩量在0.90mm 左右,环向两销轴间距收缩量为0.20mm 左右。焊接收缩数据为围带准圆度二次找正提供了重要的依据。
4 围带二次找正且焊接(如图4)
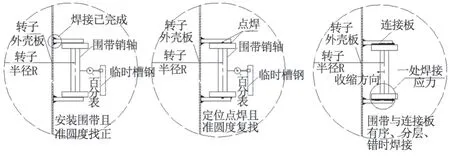
图4 围带二次找正且焊接
(1)依据试焊销轴间距收缩量、内缩变化值,调整围带接头连接处销轴间距(设计值+0.20mm)及转子中心至销轴半径值(设计值+0.90mm)。
(2)围带安装关键点在于销轴的准圆度,整台空预器围带销轴的半径大小只要在设计允许的范围内即可,对空预器平稳运行并无影响,后续与驱动装置大齿轮啮合间隙是通过增减齿轮箱座侧垫片来予以保证。
(3)盘动转子分别对各连接处进行焊接,焊接时尽量控制焊接热输入,采用短弧、多层多道、小规范的焊接工艺,按试焊顺序和相同的焊接层数、道数进行焊接。
5 具体实施案例
宁波热电厂150MW 发电机组配备一台27.1--VI-1625 型容克式空气预热器,该型式空气预热器是由日本设计和制造,布置在锅炉10.50米层E排至G排钢柱之间,驱动方式为围带驱动。整台空预器围带由24 根围带短节安装焊接组成,现场需通过上下连接板对各节围带进行有效焊接。
(1)设计要求及验收数据:①围带销轴半径设计要求<3.0mm,焊接后验收数值为1.4mm;②围带平行度设计要求<6.0mm,焊接后验收数值为1.0mm;③连接节段销轴间距设计要求±0.5mm,焊接后验收数值为0.15mm。
(2)围带验收记录,见表1。
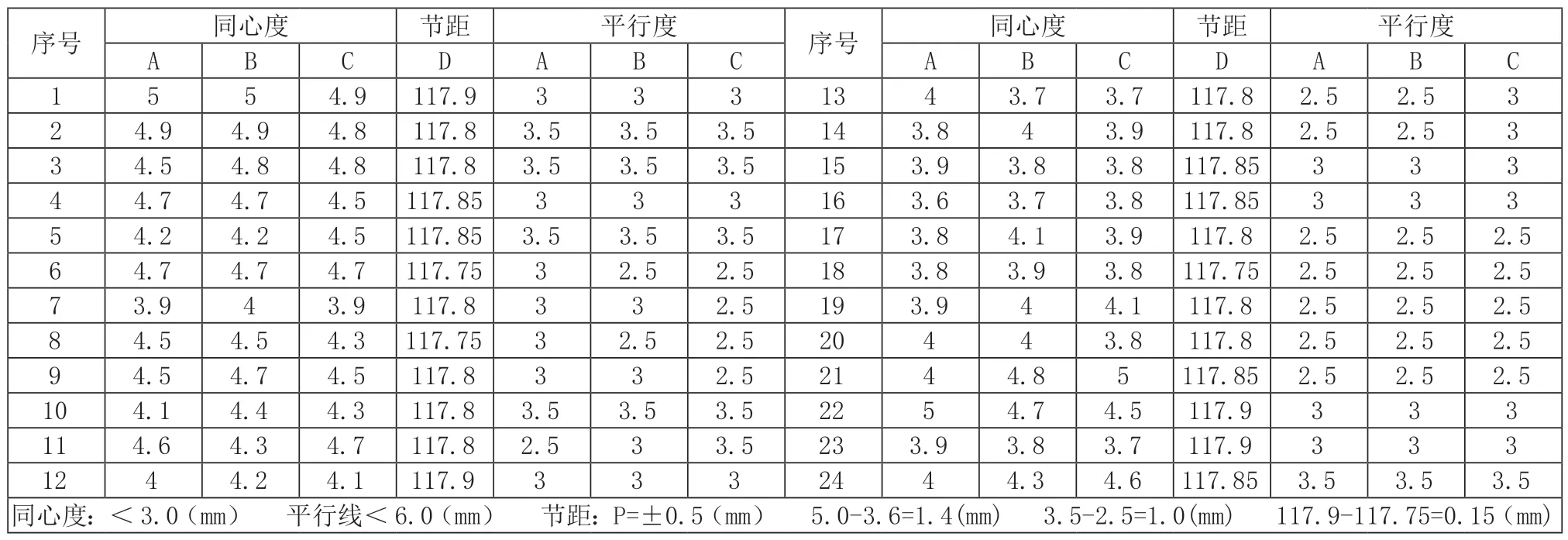
表1 空预器围带找正记录
6 结语
综上所述,通过改进安装工艺、合理安排焊接顺序,预留焊接收缩量,从而提高了空预器围带准圆度,对空预器的运行平稳、减少大齿轮和销轴磨损起到了关键作用。宁波台塑热电1#炉回转式空预器围带的安装中,成功地控制了围带销轴径向及节距偏差,在空预器围带安装质量上得到了很大的提高,为围带型空预器安装提供了可行的施工方法和重要的技术支撑。
猜你喜欢
江西电力(2022年2期)2022-03-23
装备制造技术(2021年4期)2021-08-05
煤矿机电(2020年5期)2020-11-02
煤矿现代化(2020年3期)2020-05-13
制造技术与机床(2019年11期)2019-12-04
综合智慧能源(2019年6期)2019-07-10
电力安全技术(2018年11期)2018-12-19
设备管理与维修(2016年7期)2016-04-23
电子测试(2015年18期)2016-01-14
机械工程师(2015年10期)2015-02-02